


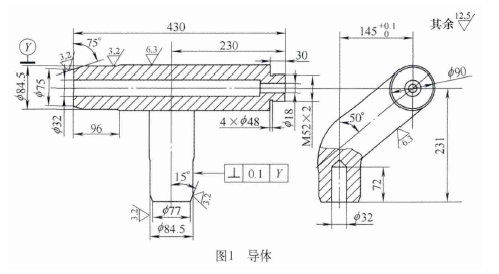
在加工大型(xíng)電器開關(guān)配件的過程中(zhōng),有許多工(gōng)件的加工方案(àn)不夠完(wán)善。如圖1所示的大斜度T形導體,其幾何公差要(yào)求較高,必須應用工裝(zhuāng)輔具進行車削才能保證中心距145 mm和50°這兩個關鍵尺寸。為此,我們設計了一種利用車床車削該類(lèi)工件的(de)無間隙式定位專用工(gōng)裝,確保滿足(zú)該類工件的幾何(hé)公差。
1. 導體的加(jiā)工工藝
該導體的加工工藝為:①在車床上夾持工件(jiàn)右端(duān)φ 90mm處,車削左端各部並鑽孔。②調頭,夾持工件左端φ 84.5mm處,車削右端各部至尺寸。③利用工裝車削工(gōng)件下端各(gè)部。
2. 導體車削(xuē)工(gōng)裝的設計
利用車(chē)床對導體下端車削(xuē)是最理(lǐ)想可行的加工方式,但必須應用工裝(zhuāng)才能保證導體空間180°交叉軸(zhóu)心線的(de)中(zhōng)心距145mm和φ 90mm軸心線與φ 84.5mm相交的50°要求。如果用圓柱(zhù)銷對兩(liǎng)孔(kǒng)進(jìn)行定位,由於φ 32mm及φ 18mm孔都是自由公差,利(lì)用圓柱銷定位無法消除(chú)定位間隙,導致中心距145 mm和50°出(chū)現一定的偏差。為此(cǐ),采用螺旋(xuán)圓錐(zhuī)銷定位的方式,徹底杜絕上述問題。
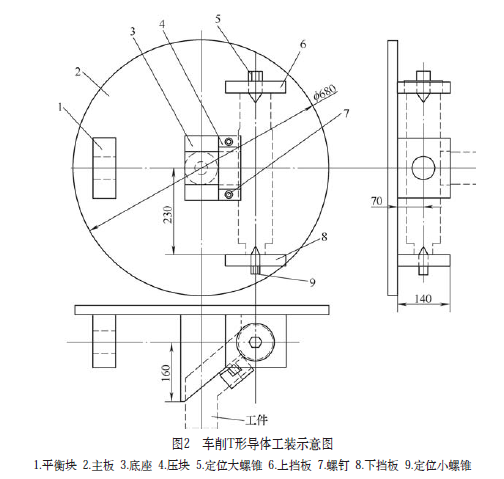
工裝設計如圖2所示。主板2起著(zhe)與三爪自定心卡盤三爪聯(lián)接及(jí)定心的(de)作用。平衡塊1防止車削過程中(zhōng)工藝係統的偏(piān)心振顫,同時還充當吊裝孔(kǒng),起吊(diào)裝工件的作用。底座3基(jī)本尺寸如圖3所示,其中斜槽決定了工件(jiàn)的50°斜度,連同壓塊4、螺釘7實現了對工件的(de)主要夾緊。下擋板8起定位工(gōng)件下端的作用,其(qí)上端麵與主板2的旋轉中心之間(jiān)的距離為230mm。定位小螺錐9起校正及穩定工(gōng)件(jiàn)下端孔中心的作用(yòng)。定位大螺錐5起定位工件上端的作用。上擋板6主(zhǔ)要起定位大螺錐5的作用。
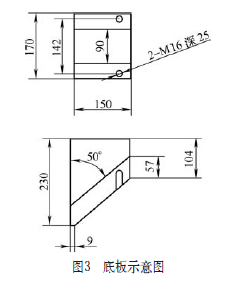
必須注意(yì)底(dǐ)座(zuò)3的(de)斜槽,其上、下麵均(jun1)為直(zhí)麵,且在使(shǐ)用過程中與工(gōng)件上下接觸處有一定間隙,不影響下擋板8定位工件(jiàn)230mm中(zhōng)心距的作用;其左麵也不是圓弧麵或V形麵,是帶角度的直麵,隻起(qǐ)定位工件(jiàn)50°斜度的作用。這是設計中的一個關鍵點。另一個(gè)關鍵點是采(cǎi)取兩(liǎng)個螺錐銷定位(wèi),且螺錐銷(xiāo)是分(fèn)別利用工件(jiàn)上的圓柱麵與各自所旋入(rù)螺孔的止口以微間隙配合的方(fāng)式實現(xiàn)精確(què)定位的,確(què)保了(le)該工裝能夠實現“無間隙”定位(wèi)的目的(de)。φ 32mm和φ 18mm孔分別與其兩端外(wài)圓部分同軸,它們共同的中心線為工件的主要基準,其定位的準確度直接決定(dìng)著下端的φ 84.5mm與水平軸向各部的(de)垂直度精(jīng)確狀況。
3. 導體車削工(gōng)裝的應用
該工裝應用極其簡(jiǎn)便,首先將其主板部位裝(zhuāng)夾在三爪(zhǎo)自定心卡盤上,再完成車削。左、右(yòu)端(duān)的導體按(àn)照圖2的方式裝夾在其(qí)上,φ 18mm孔(kǒng)端麵朝下(xià),貼實工裝定位板麵,適當旋擰(nǐng)底部的定位小螺錐9,將其底端中心穩定;然後再旋擰上部的定位大螺錐5,將其上部中心(xīn)穩定;緊固壓塊4後即(jí)可進行車削。
車削工件右端(duān)時, 盡可能將其(qí)右端麵到中(zhōng)心立柱的中心距(jù)230mm加工成統一的尺寸,以保(bǎo)證(zhèng)工件中心立柱的定位準確性。
4. 結語
該車削大(dà)斜度T形(xíng)導體的工裝設計思路新穎,特別是應用了螺錐定位,使得被加工工件尺寸精準,在車削異形件(jiàn)的工裝設(shè)計應用中具有較高(gāo)的參考價值。
如果您有機床行業、企業相關新聞稿件發表,或(huò)進(jìn)行資訊合作,歡(huān)迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com

牌(pái)調查")
- 2024年11月 金屬切削機床(chuáng)產量(liàng)數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源(yuán)汽車(chē)產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本(běn)型乘(chéng)用車(轎車)產(chǎn)量數據