


雙主軸速度串(chuàn)聯功能在臥式車床上的應用
2020-12-3 來源:沈陽機床集團(tuán) 作者:王麗芳(fāng)
摘要:本文以數控(kòng)臥式車床為例,應(yīng)用FANUC-0iD係統提供的“主軸同步控製”功能,實現兩個主(zhǔ)軸(串行)的同步運(yùn)行,除速度同步回轉外,還可實現回轉(zhuǎn)相位的同(tóng)步。利用相位同步,在數控臥式車床上可用兩個主軸夾持一個形狀不規則的工件,可實現一個軌跡內兩個主軸的同步,也可實現(xiàn)兩(liǎng)個軌跡中兩個主軸的同步(bù)。
數控機床上(shàng)同步控(kòng)製有多種實現方案(àn),有采(cǎi)用單電動機通過錐齒輪等機械結構來實現(xiàn)同步,但這種方法機械結構複雜、傳(chuán)動效率(lǜ)低且成本較髙;有采用雙軸電動機依靠軸的剛性連接來實現同步,但這種方法由於是開環控製,控製精度較差;還有采用雙(shuāng)軸電動機控製的同時引入位置檢測裝置,與數控係統組成位(wèi)置閉環來(lái)實(shí)現(xiàn)同步控製。這種(zhǒng)方法在進給軸同步控製中應用較多,控製量和反饋量都是位置指令(lìng)。目前,國產及國外數控係(xì)統均可實現此功能,本文以FANUC-0iD數控係統為例,開發了一款臥式車床產品HTC160500,應用“主軸同步控製”實現旋轉過程中工件的對(duì)正、抓取,可一次裝夾完成工件(jiàn)兩側的加工,而無需停下(xià)來換夾(jiá)、對刀(dāo),因此提高了加工效(xiào)率。
1.數控臥式車床雙主軸產品介紹
HTC160500產品(pǐn)是(shì)一種雙主軸同步控(kòng)製臥式車床,機床(chuáng)上設(shè)置(zhì)有兩個主軸箱體,左側的主(zhǔ)軸(zhóu)箱(xiāng)體為固定式箱體,通過固定支座安裝在機床上,右側的主軸箱體為可移動式箱體,通過中間支座安裝在機床上,兩側的主軸箱體內安裝有電(diàn)動機。兩個主軸箱體均裝有外置分離式編碼器(qì),外置(zhì)分離式編碼器的測頭安裝在主軸箱體上,齒環固定在連接盤上(shàng),連(lián)接盤(pán)通過鍵固定在主軸上,主軸箱體與主軸之(zhī)間通過軸承連接和支承。動力卡盤通過螺釘固定在主軸上,回轉液壓缸與連接盤固定在一起,動力卡盤(pán)、回轉液壓缸(gāng)、連接盤與主軸為剛性一體(tǐ)。製動器主體通過製動器連接支架連接在主軸箱體上,兩(liǎng)側的主軸旋轉首先是速度同步,然後(hòu)是旋轉主軸角相位同步,如圖1所示。

圖1 HTC160500雙主軸同步控製產品
2.主軸同步控製時(shí)序
主軸同步控製在執行前需要正(zhèng)確(què)檢測(cè)一次旋轉信號,所以在給出同步信號後,主(zhǔ)、副電動機會(huì)旋轉2 ̄3圈,目的就是檢測一轉信(xìn)號,為下麵的同步(bù)做好準備。很多時候,為實現(xiàn)裝夾異形工件(jiàn)需要,同步(bù)的主、副電動機帶動的裝(zhuāng)夾(jiá)頭(tóu)需要在同步前處於某一相位角度。因此在(zài)主軸進行同步狀態後開始旋轉前,還需(xū)要(yào)進入相位同步狀態。時序圖如圖2所示。
根據客戶實際要求,需要兩(liǎng)個主軸在“加/減速同步”期間,依然可以保持兩主軸相(xiàng)對位置同步,即相位同步控製(zhì)。為了實現這個(gè)效果,需要選配“主軸速度串聯”功(gōng)能,此(cǐ)為FANUC係統的選配功能,選購此(cǐ)功能後,通過必(bì)要的參數調整,可(kě)以保證兩個主軸的轉矩相同,達到工件(jiàn)不(bú)受扭轉力的條件。轉速(sù)+同步轉速(sù)相位匹配對主軸速度(dù)串聯控製進行調試測試,可以觀察主軸速度串聯的特(tè)點:①兩個主軸電動機的電流在主軸旋轉和加減速上(shàng)直(zhí)接保證了完全相同(tóng),通過圖3看出,波動均完全相同,因此保證了兩(liǎng)個主軸(zhóu)在旋轉過(guò)程中轉矩(jǔ)相(xiàng)同,裝夾在兩個主(zhǔ)軸(zhóu)之間的工件不受力。②在主(zhǔ)軸停止之後,主動(dòng)軸依然保證了一定的電流控製,此時兩主軸電動機(jī)電流不同,但是由(yóu)於主軸已經停止,因此(cǐ)不(bú)會影響工件受力情況。
3.主軸同步控製程序設計
處於同步控製狀態下(xià)旋轉的主軸,要想使它們停止旋轉,可以指定同步轉速(sù)為S0,但是停止的位置是不固定的。實際生產(chǎn)中,裝載、卸載(zǎi)工件通常都是在某一(yī)固(gù)定的位(wèi)置,可以通過下麵(miàn)兩個(gè)方法實現.
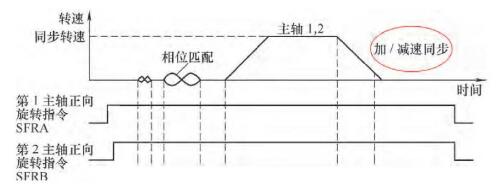
圖2主軸同步控製時序
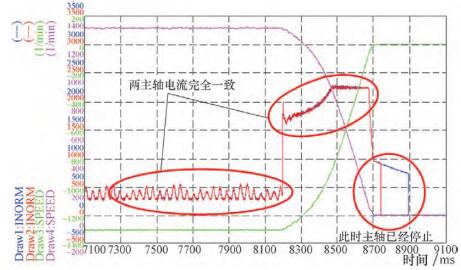
圖3 功率轉矩
(1)主軸相位同步(bù)。相位同步即(jí)為兩個主軸在同步控製(zhì)中,相位上(shàng)始終處於某一(yī)固定(dìng)角度,包括同步旋(xuán)轉過程和(hé)停止(zhǐ)時。調整(zhěng)參數NO.4034,即(jí)可在360°範圍內(nèi)偏移。根(gēn)據需要調(diào)整(zhěng)合適位置即可作為裝載(zǎi)、卸載的角度。但(dàn)該方法的缺陷在於,相位同步(bù)控製的旋轉方(fāng)向按照就近原則旋轉,方向不固定。
(2)同步準停。該(gāi)方法是在不退出同步控(kòng)製模式的情況下,執行同步準停(tíng)。準停的基準位置為相位同(tóng)步停止位置,如果需要在基準位置(zhì)的基礎(chǔ)上再(zài)調試,可使用同步準停位置外部(bù)設定信號SHA11 ̄SHA00。相比相(xiàng)位同步,同步準停的方向可以(yǐ)使用信號ROTAA固定。
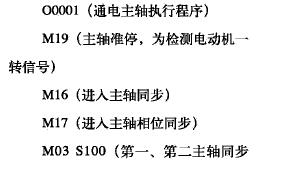
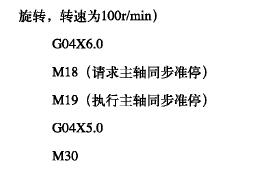
現(xiàn)假設第一、第二主軸進行主軸相位同步,執行以下步驟:①在第1主軸旋轉、第2主軸停止的狀態下(xià)設置主(zhǔ)軸同步控製指令。②主軸同步結束後,製定同步速度指令(lìng)=“〇”。③指定(dìng)主軸相位同步控製指(zhǐ)令,進行(háng)基(jī)準位置設定。④在主軸相(xiàng)位同步結束(shù)後,完成主軸同步準停。⑤通過同步準停,使主軸停止在固定位置。在同步準停結束後,可通過手動/自動(dòng)解除同步準停(tíng)。⑥主軸同步準停完成後,可以進行工件的裝卸。設計子程序00001,通(tōng)電就保(bǎo)持主軸同步控製。
4.結語
本文應用FANUC-0iD數控(kòng)係統提(tí)供的“主軸同步控製”功能,開發了一款臥式車床產品(pǐn)HTC160500,實現雙主軸同(tóng)步控製,提高了加工效率(lǜ)。但是由於主軸齒輪(lún)箱可能存(cún)在(zài)間隙,同步準停的過程中,會有抖動的情況發生,可以通(tōng)過增加配重塊或者進行參數優化,來保證主軸同步準停的(de)穩定性。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞(wén)稿(gǎo)件發表(biǎo),或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿(gǎo)件發表(biǎo),或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機(jī)床產量(liàng)數據
- 2024年11月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切(qiē)削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新(xīn)能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年(nián)8月 基本型乘用車(轎車)產量數(shù)據
博(bó)文選萃
| 更多
- 機(jī)械加工過程圖示(shì)
- 判斷一台加工中心精度的幾種(zhǒng)辦法
- 中(zhōng)走絲(sī)線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不(bú)倒閉才(cái)
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談點製造
- 現實麵前,國人沉默(mò)。製造業的騰飛(fēi),要從機床
- 一文搞(gǎo)懂數控(kòng)車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝設(shè)計
- 傳(chuán)統鑽削與(yǔ)螺旋銑孔加工工藝的區(qū)別