


一(yī)種數控車削簡(jiǎn)易(yì)脹緊夾具(jù)的設計與應用(yòng)
2020-10-9 來源:湖北工業職業技術學院機電工程學院 作者(zhě):潘強 薛嘉鑫(xīn)
摘(zhāi)要:本文主要介紹了一種用於車削加工非回轉體上的孔內卡簧槽的加工解決方案,重點闡述了該工裝的主要結構、使(shǐ)用方(fāng)法、主要原理、主要優點等等內容。對(duì)於一些特殊(shū)零件卡簧(huáng)槽在車床上加工有一定的(de)借鑒作用,為充分挖掘數控車床(chuáng)的加工能力,提高試製零件的加工效率(lǜ)有重要意義。
關鍵詞:車削;定位;脹緊;卡簧槽加工
1 、問題的提出
在現實生產(chǎn)加(jiā)工中(zhōng),我們會遇(yù)到如圖 1 所示的非標單件或小批量的支座零件,該類零件(jiàn)的特點為:垂直於安裝底麵的(de)側麵設有不均布的通孔;通孔(kǒng)的兩端靠近孔口的位置均設有(yǒu)卡簧槽。
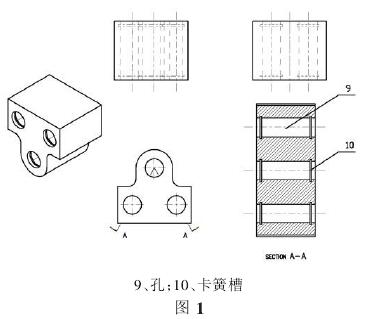
我們一般采用鉗工劃線—鑽削加工—鉸削加工或直接(jiē)采用數(shù)控銑床鑽削加工—鉸削(鏜削)加(jiā)工出該零件的(de)底孔,然而如何(hé)快速、經濟的加工出孔兩端各設的 1 個卡簧槽卻成了比較棘(jí)手而難解決的技術問題。運用(yòng)現代數控加工工藝(yì)加工該類零件卡簧槽的一般方法如表 1。綜上:上述 1-2 項加(jiā)工方案裝夾(jiá)次數少,但設備及刀(dāo)具成本高;3-4 項裝夾(jiá)次數多,但切削效(xiào)率高,槽底質量好;因此結合機床、刀具、切(qiē)削的效率等方麵的成本來(lái)講,利用普通數控車床加工該類零件還是比較經濟合理的(de),但是利用四爪卡(kǎ)盤進行裝夾定位,比較繁瑣、且容易定(dìng)位不準。那麽能(néng)不能應用自定心的三爪卡盤來解決(jué)上述零件定位及裝夾問題,以便進一步提(tí)高效率、同(tóng)時也(yě)降低定位裝夾占機成本呢(ne)?
2 、問題的(de)解(jiě)決方案
2.1 工裝的主要結構
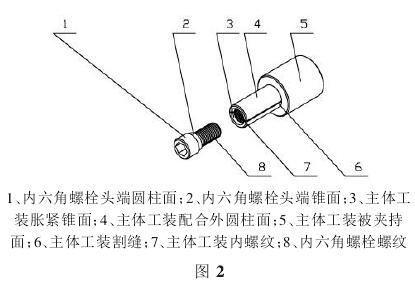
所述的該種數控車削簡易脹緊工裝,其特征在於:它由一個處理後的內六角螺栓和一個主體脹緊體構(gòu)成;所述的處理後的內六角螺栓的特征在於:在靠近螺(luó)紋端的頭端圓柱 1 側設有一配合錐麵 2;所述主體脹緊體(tǐ)的特征在於:一端設有三爪卡盤夾持麵 5,另一端設有與零件孔間隙配合的圓柱麵 4;所述圓柱麵 4 端頭設有與內六角螺栓聯結緊固的(de)內螺紋 7,在內螺紋(wén)的端(duān)頭設有與錐麵(miàn) 2 配合的錐麵 2,所述割縫 6 把與孔配合的圓柱體均勻分割為三等(děng)份。
2.2 工裝的使用(yòng)方法
①三(sān)爪(zhǎo)卡盤夾持主體工裝被夾持麵(miàn) 5;②主體工裝配合外圓柱麵 4 穿入零件被加工空中;③緊固內六角螺栓,使(shǐ)錐麵 2 與錐麵 3 貼合旋緊螺栓即(jí)可完成裝夾。
2.3 工裝的主要原理
當旋入內六(liù)角(jiǎo)螺栓時(shí),隨著錐麵 2 與錐麵 3 的貼合(錐麵 3 口徑略小於錐麵 2 口徑),錐麵 2 迫使錐麵 3 張口變形,從而使主體工裝配合外圓柱麵 4 端頭膨脹脹(zhàng)大,以此約(yuē)束零件孔(kǒng)的徑(jìng)向旋轉與軸向移動。
表(biǎo) 1
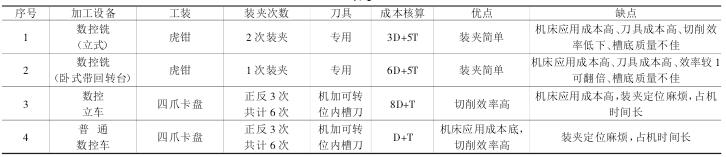
注:以 1 台(tái)普通數控車床單價為一個(gè)基本單(dān)位 D, 以 1 台普通數控車床用刀單價為一(yī)個基本單位 T.
2.4 工裝的主要優點
①工(gōng)裝設計結構簡單、使用方便、製造成本低廉;②工裝對孔的中心定(dìng)位精度高,不用像四爪卡(kǎ)盤那樣來回調節卡爪(zhǎo)位置以便定位到合(hé)適的回轉中心;③通過端麵貼合(hé)控製零件沿孔方向(xiàng)的軸向移動,可(kě)以有效地控(kòng)製加工卡簧槽的位置度。
3 、結束語
本人在加工(gōng)該產品過(guò)程中,綜合考(kǎo)慮了初始的 4 種加工方案,並做了詳細的(de)成本核算與技術對比。隻有(yǒu)此(cǐ)種(zhǒng)工裝夾具配合普通數控車床使用才是最經濟、最合理的、效率(lǜ)最高、加(jiā)工出的產品質量(liàng)也是最(zuì)穩定的。
投(tóu)稿箱(xiāng):
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州(zhōu)金馬")
業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出口情況(kuàng)
- 2024年11月 基(jī)本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車(chē)產量數據(jù)
- 2024年(nián)11月(yuè) 新能源汽車銷量情(qíng)況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月(yuè) 新(xīn)能源汽車產量數據
- 2028年8月 基(jī)本型(xíng)乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台(tái)加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨(qū)勢
- 國產數(shù)控係統和數控機床何去何從?
- 中(zhōng)國的技(jì)術工人都去(qù)哪(nǎ)裏了(le)?
- 機械老板做了十多年,為何還是小作坊?
- 機械行(háng)業最新自殺性(xìng)營銷,害(hài)人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現(xiàn)實麵前(qián),國人沉默。製造業的騰飛(fēi),要(yào)從機床
- 一文搞懂數控車床加工(gōng)刀具補償(cháng)功能
- 車(chē)床(chuáng)鑽孔攻螺紋加工方法(fǎ)及(jí)工(gōng)裝設計
- 傳(chuán)統鑽削與螺旋(xuán)銑孔(kǒng)加工(gōng)工藝的區(qū)別