


基於3D打印快速製造鋁合金缸蓋的方(fāng)法
2019-9-29 來源:- 作者:-
缸蓋內部結構複雜,對尺寸和內部質量要求很高,通常鋁合金缸蓋都是通過開設(shè)金屬模具再進行生產的,生產周期(qī)很長,費用(yòng)大。快速鋁合金缸(gāng)蓋生產方法是(shì)分別打印砂型和砂芯,再(zài)進行多塊組(zǔ)型、組芯,然後進行砂型重(chóng)力鑄造或低壓鑄造。這種方法生產的缸蓋質量較差,尺寸精度低於C10,表(biǎo)麵粗糙度Ra12.5μm,內部有(yǒu)大量的缺陷,裝配和打壓經常出(chū)問題。
目前,中小批量(liàng)高質量快速缸蓋需(xū)求比(bǐ)較大,汽車、無人機、艦船等節能環保的鋁合金缸蓋研製任務比較重,迫切需要找(zhǎo)到一(yī)種新的製造方法,快速高(gāo)質量地製造缸蓋(gài)。
本文提供一種快速製造鋁合金缸蓋的方法,通過3D打印砂型、蠟型解決複雜鋁合金缸蓋模具的問題。通過3D打印SLS技術製作的鋁合(hé)金(jīn)缸蓋蠟(là)型和石膏型工藝獲得鑄(zhù)型,通過3D打印3DP技術製作的鋁合金缸蓋砂(shā)型獲(huò)取鑄芯,將鑄芯裝配到石膏(gāo)鑄型上可實現無模具澆注。方法(fǎ)包括:鋁合金缸蓋分型(xíng)方法、鋁合金缸蓋蠟型質量控製方法、鋁合金缸蓋砂型質量控製方法、蠟型和砂型打印方法、型芯裝配方法、鋁合金缸(gāng)蓋熱節處理方法、澆注方法等。整個過程有四個最(zuì)關鍵的點。
1.缸(gāng)蓋(gài)拆(chāi)分
缸蓋拆分(fèn)是將鑄造工藝(yì)設計模(mó)擬(nǐ)優化後的缸蓋毛坯進行分(fèn)型麵和(hé)定位工裝設計,確保缸蓋外型和內腔分離,缸蓋(gài)外型能實現蠟(là)模打印,缸蓋內腔能實現砂型打印,通過試驗方法確(què)定蠟(là)模和砂(shā)型收縮(suō)率、變形,將試驗(yàn)數據反饋到設計中,確定最佳的分型麵和定位工裝位置、形狀、尺(chǐ)寸。將完成鑄造的工藝設(shè)計分離成缸蓋外型和(hé)內(nèi)部型(xíng)腔;根據缸蓋外型結合內部型腔裝(zhuāng)配關係設計芯頭和定位工裝,在外型蠟模和內部型芯模頭上加輔助中心線和麵麵配合(hé)的工裝,保證最佳裝配方式,石膏型和砂型裝配麵(miàn)光(guāng)滑,裝配精度為0.2-0.5mm;尺寸精密度優於CT7級,如圖1所示。
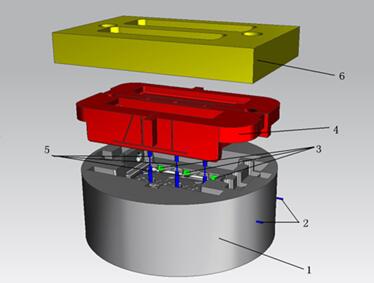
圖1 複合鑄型和內外冷(lěng)鐵裝配圖
1-石膏型 2-內冷鐵 3-外置(zhì)冷鐵 4-打印砂芯 5-內冷鐵麵 6-砂(shā)型冒口圈
2. 3D打(dǎ)印SLS蠟模技術(shù)
3D打印蠟模是采用激光選區燒結方法(SLS工(gōng)藝)將蠟或PS蠟材料通過合理的參數(shù)進行層層燒結,再進行後處理表麵光潔,得到缸蓋外型及定位工裝,如圖(tú)2、圖3所示。
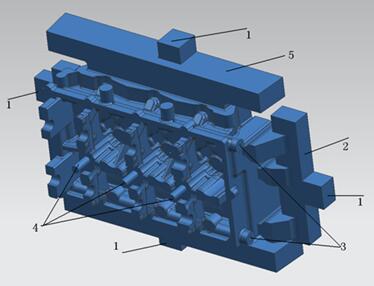
圖2 缸蓋外形3D打印蠟模及定位工裝設計方(fāng)案
1-定位工裝 2-直澆道 3-內(nèi)冷(lěng)鐵輔助工裝 4-內冷鐵輔助工裝 5-砂芯頭工裝
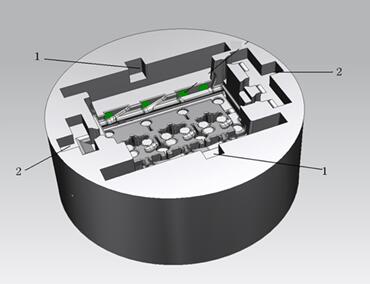
圖3 三缸(gāng)缸蓋外形3D打印蠟模焙燒製(zhì)成石膏型
1-打印蠟模翻製石膏型長(zhǎng)度定位工裝 2-打印蠟模翻製石膏型寬度定位工裝
選用自(zì)製專用蠟型3D打(dǎ)印設備(見圖4),特點在於(yú)成型最小壁厚小於1.5mm,成型精(jīng)度為100±0.1mm,零(líng)件綜合尺寸優於CT6級,表麵質量Ra優於3.2μm。通過大(dà)量試驗,3D打印缸蓋外形蠟模最佳參數:激光功率18-20W,環境溫度為89-92℃,掃描(miáo)速度1200-1400mm/S,層厚0.12mm,收縮率為(wéi)0.95。

圖4 3D打印SLS蠟模係統
3. 3D打印(yìn)3DP砂型技術
3D打印砂型是采用選區噴塗樹脂或固化膠的方法(3DP工藝),采用合理的打印(yìn)工藝將焙燒砂(shā)粘(zhān)在一起,得到缸蓋內腔及定位工裝,如圖5所示。這種成型工藝是冷成型,成型砂型不(bú)容易變形,強度比較大。
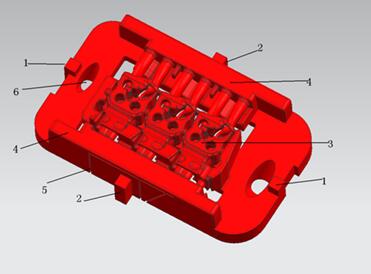
圖5 缸蓋外形3D打印砂型及定位工裝設計方(fāng)案
1-砂型寬度定位工裝 2-砂型長(zhǎng)度定位工裝(zhuāng)3-鑄件內(nèi)腔砂芯 4-砂芯頭工裝 5-砂芯排氣係統 6-澆(jiāo)注係統
選用自製專(zhuān)用砂型3D打(dǎ)印設備HLS-1000(見圖6),特點是(shì)采用冷成型,無收縮和變形,成型(xíng)精度受尺寸大小影響不大,精度優於±0.5mm,零件綜合尺寸優於CT8級,表麵質量Ra優於10μm;打(dǎ)印缸蓋(gài)內腔砂芯參數:樹脂量0.9-1%,環境溫度為20-25℃,噴射速度120-140mm/S,層厚0.2mm,固化時間大於6小時。

圖6 3D打印3DP砂(shā)型打印係統
4. 石膏型電磁真空增壓(yā)鑄造技術
石膏型(xíng)真空增壓鑄造是采用蠟模(mó)作為零件型(xíng)腔,石膏漿(jiāng)料灌製(zhì)幹燥作為鑄型,通過高溫焙燒將蠟模熔出形成空腔(qiāng),在真空環境下電磁澆(jiāo)注,在壓力下凝固;石膏型(xíng)有很好的複模性和尺寸穩(wěn)定性,成型產品表麵和內部質量很好(hǎo)。
複模最小為0.02mm,蠟型轉製成石膏後尺寸影響控(kòng)製(zhì)在(zài)0.5mm內,石膏型和砂型裝配麵光滑,裝(zhuāng)配精度為0.2-0.5mm;石膏型(xíng)真空(kōng)增壓鑄造具(jù)有保溫性好、冷鐵工藝靈活、壓力補縮距離長等特點,保證ZL114A缸(gāng)體抗拉強度大於350MPa,延伸率大於5%,硬度大於100HB。如(rú)圖(tú)7、圖8所(suǒ)示。
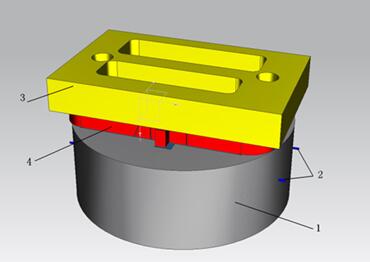
圖7 複(fù)合鑄型和內(nèi)外冷鐵裝配圖
1-石膏型 2-內冷鐵 3-冒口砂型圈 4-3D打印砂型

圖8 電磁真空增壓鑄(zhù)造(zào)係統
5. 生產現場
生產現場如圖9-圖12所(suǒ)示。

圖9 3D打印蠟件和組樹工藝 圖10 3D打印3DP砂芯
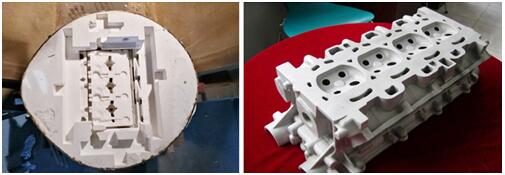
圖11 石膏型型腔 圖12 處理後缸蓋
通過數據處理、打印、石膏型焙燒、鑄型組合、澆注、清理、熱處理、表麵處理等工序,通過將3D打印技(jì)術與先進的鑄造技術相融合,實現了不開(kāi)模具製造鋁合(hé)金缸蓋。通過對缸蓋(gài)的檢查,綜合尺寸優(yōu)於CT6級,表麵質量Ra優於5.0μm,內部質量良好,打壓0.6MPa無(wú)浸(jìn)漏。
6. 結論(lùn)
實踐證明:3D打印(yìn)蠟模和石膏型結合解決了缸蓋複雜外形尺寸和表麵粗糙度問題;3D打(dǎ)印砂(shā)型解(jiě)決了缸(gāng)蓋複雜內腔形狀和尺寸精(jīng)度問題;缸蓋分型麵(miàn)、定位工裝設計和3D打印砂型與石膏(gāo)型配合解決(jué)了缸蓋外形與內(nèi)腔位置問題;3D打(dǎ)印砂型一體化打印解決了缸蓋內腔(qiāng)相對位置精度問題(tí);石膏型真空增壓鑄造工藝通過真空環境澆注、凝固過程加壓補縮、內置冷鐵等工藝手段,解決了缸體內部質量問題。
鋁合金缸蓋快(kuài)速無模製造是(shì)生產尺寸(cùn)精度高、表(biǎo)麵質(zhì)量和內部質量好的(de)一種製造方法。解決了缸蓋質量不穩定、製造周期長、加工量大、補焊、尺寸不穩定、內部缺陷多、反修次數(shù)多等現有製(zhì)造問題,該技術在缸蓋類複雜(zá)內腔新產品開發,單件、小批(pī)量/複雜零部件生產等方麵優勢明顯。
(宋彬 北京北方恒利科技(jì)發展有限(xiàn)公司)
投稿箱:
如果您有機床行(háng)業(yè)、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業(yè)、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月(yuè) 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量(liàng)數據
- 2024年11月(yuè) 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新(xīn)能源(yuán)汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據(jù)
- 2024年9月 新能源汽車銷量(liàng)情況(kuàng)
- 2024年8月 新(xīn)能源汽車(chē)產量數據
- 2028年(nián)8月 基本型乘用車(轎車(chē))產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法(fǎ)
- 中走絲線切割機床的發展趨勢(shì)
- 國產(chǎn)數控係統和數控機床何(hé)去何從?
- 中國的技術(shù)工(gōng)人都去哪裏了?
- 機械老板做了十多(duō)年,為何還是小作(zuò)坊(fāng)?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實(shí)麵前,國人沉(chén)默(mò)。製造業的騰飛,要(yào)從機床
- 一文(wén)搞懂(dǒng)數控車床(chuáng)加工刀(dāo)具補償(cháng)功能
- 車床鑽孔攻螺紋加工(gōng)方(fāng)法及工(gōng)裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區(qū)別