


未來的某一天,我們將會看到這樣的景象(xiàng):來自世界任何一個角落的用戶都能享受(shòu)到由中(zhōng)國的衛星(xīng)導航係(xì)統所提供的定位、導(dǎo)航、授時服務。事實上,這個“未來”並(bìng)不(bú)遙(yáo)遠,我國的第二代(dài)衛星(xīng)導航係統(tǒng),北鬥衛星導航係統就將在2020年之前,將這(zhè)個美麗的設想變成現實。
隨著人們對(duì)外太空的(de)不斷(duàn)探索,航天事業正處於蓬(péng)勃發展的(de)時代,在最近的4~5年時間裏,我國平均每年都(dōu)要實施20次左右的(de)高密(mì)度(dù)航天發射活(huó)動。作為我(wǒ)國規模(mó)最大的運載火箭總裝集成企業(yè),首都航天機械公(gōng)司必須密切配合——跟以往相比,公司對產品質量和製造效率的要求變得更加嚴格。盡管在多年(nián)的發展過程(chéng)中,首航機械已經(jīng)是行業內當之無愧的領軍企業,然而挑戰(zhàn)一直都(dōu)在,無(wú)論是(shì)來自一個(gè)細小的零(líng)部件,還是每(měi)一道加(jiā)工。
發(fā)揮技術優(yōu)勢,旨在解決(jué)難題
航天產(chǎn)品必須具備高(gāo)可靠性的要求,由此,航天(tiān)零件產品的製造過程就(jiù)必須本著質量第(dì)一的加工原則,在精度方麵有絕對高的要求。
連(lián)接器被譽為火箭的臍帶,它的作用(yòng)就是給火箭加注燃(rán)料,它的頂盤是連接器上的重要零部件,直接影響產品(pǐn)的鎖緊與脫落,其各個尺寸的(de)加工能否滿足設計要求最終影響到產品的整體(tǐ)性能。同時,由於產品材料(liào)為鍛件2A12 T4,頂盤支耳截麵尺寸約為16mm×9.5mm,相對高度卻(què)為57mm,支耳(ěr)自身結構(gòu)也(yě)容易(yì)產生加工變形。此(cǐ)外,加工(gōng)開檔較小,采用Φ14刀具加工時,深徑比為4.07,所以刀具的剛性問題在此被放大。
在之前,首都航天機(jī)械公司一直采用(yòng)普通的W18Gr4V材料刀具對(duì)這類產品進行加(jiā)工,然而,由於刀具的硬度低、易磨損,還(hái)需要經常刀補,就影響了產品質量,且加(jiā)工出的產品一致性差。不僅如此,因為刀具剛性低,所(suǒ)以(yǐ)切削時刀具會產生變形,這直接(jiē)影響到產品(pǐn)的形位公(gōng)差。種種問題令首航機械備受困擾,設備能力(lì)被限製不說,還常常出現產品整體報廢(fèi)的(de)情況。
而在使用山高K30材料合金刀具進行加工後,刀具剛性與硬度大幅提升,設(shè)備最高轉速可達8000r/min,切削采用Φ50方(fāng)肩銑(xǐ)刀速度可達8000r/min,線速度達到了高速銑削區間。最大切削進給速度6000mm/min,所以在(zài)保證產(chǎn)品加工質量的同時也大幅提高了加工效(xiào)率。
這款連接器產品還有一個特點,那就是形麵根(gēn)部圓角(jiǎo)較多(duō),且孔位多(duō)有(yǒu)下限台的要求,為了最大程度地幫助客戶,山高刀具為首(shǒu)航機(jī)械提供了相(xiàng)應的專用(yòng)刀具,同時定製了整體製造方案,大大(dà)方便了(le)首航機械進行(háng)刀具自(zì)主選型。
非標設計,為(wéi)使用者量體裁衣
在首(shǒu)航機械所有的零部件中,頂(dǐng)盤零件是較難加工的零(líng)件之一,原因在於工件本身材料的特性以及外(wài)形的(de)難加工問題。
頂(dǐng)盤零件使用的材料是鍛鋁和硬鋁,起初,該零件的變形問題比較嚴重,由(yóu)於(yú)材料應力的釋放,即便使用了加工效率高的數控機床,也會在放置一段時間之後,出現零件嚴重變(biàn)形的情況。為此,首航機械調整了加工工藝流程,在尺寸為(wéi)Ø155mm內徑的粗加工中留出(chū)5mm的加工餘量,然後進行應(yīng)力釋放,再進行最後的精加工。在粗加工中,使用的是山高經典的玉米銑(xǐ)刀,極大提(tí)高(gāo)了內徑(jìng)的粗加工(gōng)效率。
頂盤零件另一個加工難(nán)題是外形的加工,該零件的外圓部分有6個圓,而且都有台階部分(fèn)需要加工;內圓部分有6對爪,是配合運動的,主(zhǔ)要起導向作用(yòng),這6對爪長度均為73mm,加上外圓的徑向(xiàng)長度20mm,因此需要近100mm長的銑刀(dāo)才(cái)能加工。而且6對爪的(de)根(gēn)部倒角為R5,需要使用Ø10的銑刀(dāo)進行加工,而Ø10的銑刀一般長度是60mm,遠遠達不到使用要求。普通刀具切削刃(rèn)太短,加之需要長徑比幾乎達到10的銑刀來進行加工,因此需(xū)要非標(biāo)刀具來滿足需求。
“如果從現有的機床(chuáng)方麵入手去進行改進,需要大費周折,我們轉換思維(wéi),從(cóng)刀具(jù)入手,居然發(fā)現這樣見效更快,而且靈活性更高。” 首都航天機械公司工藝組組長李偉介紹說。
兼顧(gù)成本優勢
除了連(lián)接器,山高的可換刀片銑刀也在首航機械得到了廣泛的應用,這得益於它的高性價比(bǐ)。硬質合金刀具價格(gé)不菲(fēi),而在刀具磨損後,一般來說,使用者為了保證加工質(zhì)量隻能更換(huàn)新的刀(dāo)具。但是,山(shān)高(gāo)的可換刀片銑刀能夠在刀具磨損後通過自行更換刀片的方式,達到和新(xīn)刀具一樣的加工效果,成本(běn)優勢凸顯。
這樣的(de)案例不勝枚舉,比如,山高的刀頭刀(dāo)杆分離刀具解決了首航機械零件加工(gōng)的大難題。在對某些鋁材零件(jiàn)加(jiā)工時,工件的應力大,很容(róng)易變形(xíng)。首航對(duì)這類深腔零(líng)部件加工時常常需要(yào)配置不同刀柄長度的刀(dāo)具。但(dàn)由於合金刀具的(de)成本較高,無法大量購置,給(gěi)加工造成了困擾。山高(gāo)的刀(dāo)頭與刀杆分離刀具極大地提高了刀(dāo)頭的利用效率,客戶隻需配置不同長度的硬質合金刀杆就能順利解決(jué)以上(shàng)的問(wèn)題(tí)。
理念創新,提升未來競爭(zhēng)力
首航機械的產品中有(yǒu)很(hěn)大比(bǐ)例的鋁(lǚ)、不鏽鋼薄壁零件,山高刀具憑借質量可靠、刀具種類齊全、通用性強的優勢,自2010年6月以來,能夠在首航機(jī)械的許(xǔ)多條生產線上都可看(kàn)到(dào)山高刀具的身(shēn)影。首航機械的梁高超是國家技師,在銑削領域擁有豐富的實踐經驗,他對此評價說:“我們注意到,山高刀具種類(lèi)繁多,附(fù)件齊(qí)全,基本能覆蓋我們80%以上(shàng)的機加產品的(de)加工需求(qiú),這對我們而言意味著(zhe)更多更好的選擇。”
悠久的(de)曆史讓首航機械積累了深厚的技(jì)術底蘊,但也因此產生了一(yī)些問(wèn)題,比如公司在長期發展中積累了很多陳(chén)舊設備,無法及時跟上產(chǎn)品(pǐn)研發技術的腳步,因此,首航機械正考慮進一步對(duì)現有設備進行更新(xīn)換代,以(yǐ)提高競爭力。正如李偉所說:“我廠(chǎng)正處在(zài)老舊設備更新換代期(qī),普通加工設備與數控設備的全麵(miàn)換代時(shí)期。在這個(gè)階段,我們需要更多先進切削理念的融入,以看清(qīng)未來的(de)發展方(fāng)向和更新換代方向。山高(gāo)刀具豐富的應用經驗有(yǒu)助於拓(tuò)寬我們的加工思路。”
圖片:
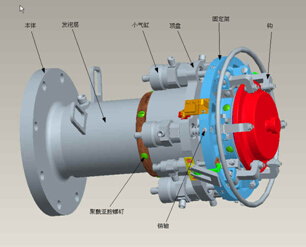
圖1: 連接器裝配圖
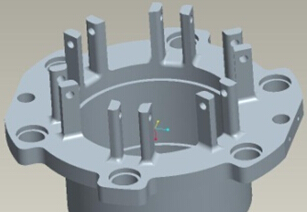
圖2 : 頂盤零件


圖(tú)3:山高刀(dāo)具發(fā)揮技術優勢,不僅為(wéi)首航機械解決(jué)加工難(nán)題,還在成本節約上發揮出重(chóng)要作用。
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月(yuè) 金(jīn)屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年(nián)11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據