


數控雙麵對頭(tóu)鏜銑床組合加工工藝研究
2021-12-1 來源: 兗礦東華重工有限公司煤機裝備製造分公(gōng) 作者(zhě): 陳清
摘要:本(běn)文針對數控雙麵對頭鏜銑床加工工藝進行優化,按照加工工藝要求,在(zài)加工過程中使用白鋼刀進(jìn)行鏜孔加工,而使用(yòng)白(bái)鋼刀鏜孔時鏜杆的轉速低,生產效率低;采用合金刀替代白鋼刀進行鏜孔,雖(suī)然加快了鏜杆的轉速,提高了生產效率,但其抗衝擊能力差,針對上述問題,找出(chū)影響製造質(zhì)量的關鍵因素,有針對性的對數控雙(shuāng)麵對頭鏜銑床鏜杆結構進行優化(huà),優化後的鏜杆既能使用白鋼刀同(tóng)時(shí)也可以使用合金刀具,組合加工工藝的應用,在保證了結構件加工質量的同時,提(tí)高了生產效(xiào)率。
關鍵詞:液壓支架;數控雙麵對頭鏜銑床;白鋼刀;合金刀;鏜杆優化;刀具組合
0 引言
液壓支架是(shì)煤礦綜(zōng)采工作麵使用的重要設備,是以高壓液體為動力,由液壓元件與金屬構件組成的一(yī)種用來支撐(chēng)頂板的(de)設備,它不僅能實現支撐(chēng)、切頂(dǐng),而且還能使支架前移和推動輸(shū)送機,支護性能好、強度高、移設(shè)速(sù)度快安全可靠等優點,可以配合刮(guā)板輸送機的淺截式采煤機,組成回采工作麵的綜合機械化(huà)設備,該設備具有增加(jiā)產量、提高效率、降低成本(běn)、安全生(shēng)產、減輕工人笨重體力等勞動性能,為井(jǐng)下作業人(rén)員及設備提供了安全的作業空間,以保障井下作業人員的人身安全和各種設備的正常運轉,確保現場生產的正常進行。數控雙麵對頭鏜銑床(chuáng)作為液(yè)壓支架結構件製造必不可少的機電設備,在結構件鏜孔過程中鏜孔工具使用的均為白鋼刀,該種刀具進給量大,但是(shì)鏜出的零部件的光潔(jié)度不好,而且鏜床的轉速低,鏜孔效率低,在液壓支架的實際製造過程中結構件的尺寸大,這(zhè)就要求組對前不允許預鏜孔等工藝,而現在的(de)加工工藝已經不能滿足當前(qián)高端液壓支架製造的需要。這就需要技術人員對數(shù)控雙麵對頭鏜銑床加工方法進行優化,在提高生產(chǎn)效率的同時,保證加(jiā)工質量 。
1、現狀分(fèn)析
數控雙麵對頭鏜銑床的鏜孔(kǒng)工藝使用(yòng)白(bái)鋼刀進行結構件整體鏜孔,主(zhǔ)軸刀具轉速約為30~40r/min,轉速低,且鏜孔效率較低,結構件流轉速度慢,影(yǐng)響結構(gòu)件整(zhěng)體生產效率,也製約了公司液壓支架製造向高端、大批量規模製造(zào)的前(qián)進步伐。
合金鋼刀具因其獨特的結構特性,主軸刀具轉速可達 100r/min 以(yǐ)上,可有(yǒu)效提高鏜床加工效(xiào)率和鏜孔光(guāng)潔度(dù),加快結構件工件流轉(zhuǎn)速(sù)度,提升車間結構件製造(zào)效率。使用合金鋼刀具雖然可以提高鏜床主軸轉速,但(dàn)也因其結構特點決定了不適合(hé)在(zài)加工中有(yǒu)較大的進給量。根據現場生產實際(jì)使(shǐ)用情況,使用合金鋼刀具在麵對鏜孔的實際作業情(qíng)況時,存在著結構件需要鏜的孔多是預割而不預鏜的孔,不可避免的出現(xiàn)下料和組對(duì)後結構件的主筋與貼(tiē)板孔的中心存在偏差的情況,這時隻能使用合金鋼刀具一點一點地對刀鏜孔,增加了鏜孔時對刀的次數和鏜孔的次數,降(jiàng)低(dī)了鏜孔效率,同(tóng)時也增(zēng)加了合金鋼刀具因刀片受衝擊而導致破碎的可能性;如若待鏜孔處存(cún)在氧化皮、割瘤等影響表麵光潔度的缺陷,在鏜孔過程中使用合金鋼刀具粗鏜時,也有可(kě)能造成合金(jīn)刀(dāo)片(piàn)損壞的可(kě)能性;由於液壓支架的結構件整體焊(hàn)接量較大(dà),個別的結構件有可能存(cún)在輕微的焊(hàn)接變(biàn)形,再加上由(yóu)於鏜床主(zhǔ)軸在鏜孔時的伸長所(suǒ)產生的撓顫,也有可能(néng)損壞刀片或降低鏜孔效率,在使用合金刀具鏜孔的過程中,由於合金(jīn)刀具(jù)轉速高,完全使用合金刀具鏜孔無法滿足車間實際生產需求(qiú),迫切需(xū)要(yào)技術人員和設備操作人員針對上述問題進行現場技術論證,並結合加(jiā)工現場的實際對數控雙麵對頭鏜銑床的加工工藝進行優化。
2、組合加工工藝研究
組合(hé)加工工藝通(tōng)過對(duì)數控雙(shuāng)麵對頭鏜銑床鏜杆優(yōu)化和刀具組合工藝優化,實際運用後,實現生產效率(lǜ)的提高,保證了高端液壓支架(jià)的質量,可以解(jiě)決實際加工的工藝問題。
2.1 數控雙麵對頭鏜銑床鏜(táng)杆(gǎn)優化
在液壓支架製造過程中,數控雙麵對頭(tóu)鏜銑床加工(gōng)的工藝(yì)裏沒(méi)有使(shǐ)用過合金鋼刀具進行鏜孔(kǒng),現有鏜床的鏜杆無法實現合金鋼刀具裝夾。結合液壓支架製造需要,查閱相(xiàng)關資(zī)料,經過技術人員現場技術(shù)論證(zhèng)後,重新對鏜床(chuáng)的鏜杆(gǎn)結構進行優化,設計製造出可以實現兩(liǎng)種刀具(jù)都可運用的新鏜杆,以滿足現場加工的需要。根據白鋼刀和合金(jīn)刀的結構特點(diǎn),對原有鏜杆進行優化,設計(jì)製作出新的可(kě)以同時適用合金刀和白鋼刀的鏜(táng)杆。優(yōu)化後,鏜(táng)杆設計重量(liàng)和直徑遠遠小於原有(yǒu)的鏜杆,新鏜杆(gǎn)采(cǎi)用 40Cr 材質,經過加熱調質處理後精加工製作而成,同時滿足合(hé)金(jīn)鋼刀和白鋼刀的(de)使用要求,適合(hé)以後在加工技術推(tuī)廣中的應用 。鏜杆結構如圖 1 所示。
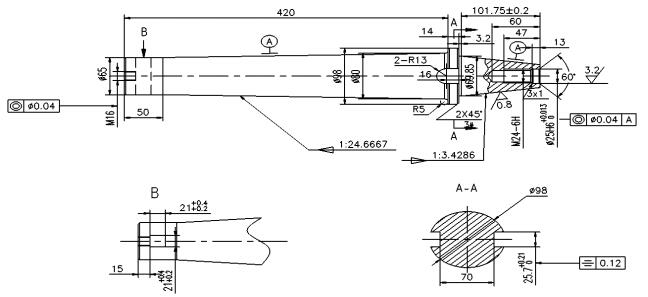
圖 1 鏜杆結構示意圖
2.2 刀具(jù)組合工藝優化
結合液壓支(zhī)架製造需要,查閱相關資料,經過技術人員(yuán)現場技術論證後,優化了鏜(táng)床的鏜杆(gǎn),使用鏜杆的轉速快,使用光潔度好的合金鋼刀具進行鏜孔。但在實(shí)際使用過程中,也(yě)出現(xiàn)了不少問(wèn)題。因此,需要結合現場加工需要(yào),經過現場技術人員與現(xiàn)場操作人員討論,查閱相關資料,結合(hé)技術論證及(jí)現場生產需要,提出白鋼刀 + 合(hé)金刀的組合新工藝來完成液壓(yā)支(zhī)架的鏜孔任務以達到高端液壓支(zhī)架(jià)加工的需要。高端液(yè)壓支架(jià)的鏜(táng)孔餘量一般設計都為 15mm 以上,普通結構件(jiàn)鏜孔餘量一般設計為 10mm 以上,這些餘量足以保證現場加工(gōng)中出現不良情況時,仍然(rán)能夠保證鏜出工藝要(yào)求的孔尺(chǐ)寸。但這些餘量必(bì)然會造成合金刀具鏜(táng)孔的遍數的(de)增加,並且不斷對刀造成生產效率的下(xià)降。因此,製定以下兩種刀具組合
使用的(de)方法,優(yōu)化鏜(táng)孔工(gōng)藝:首先利用白鋼刀吃刀量大的特點,使用白鋼刀進行結(jié)構件得粗鏜孔,提升一次鏜削量,消除損壞合金(jīn)刀片的危險因素,在粗鏜孔(kǒng)的工藝中,要求粗鏜後必須(xū)留出(chū) 1-2mm的加工餘量,便於隨後用合(hé)金刀具進行精鏜孔(kǒng);在精鏜孔時,充分利用合金刀加工效率高、加工出的孔表麵光(guāng)潔度好(hǎo)的特點,使用合金刀進行精鏜孔,為了達到保證孔的尺寸及工藝要求,必須(xū)進行 2 遍以上的精鏜孔,以滿足(zú)高端液壓支架的加工(gōng)需要 。
3、結論
高端液壓支架(jià)製造過程中(zhōng),通過優化鏜杆,並在實際鏜孔(kǒng)過程中充分應用白鋼刀 + 合金刀組合(hé)新工藝(yì),大大的提高了數控雙麵對頭鏜銑床的鏜孔效率,加快液壓支架結構件(jiàn)工件的在製造過程中的流轉效率,降低了(le)工人的勞動強度,提(tí)高了生產效(xiào)率。通過使用兩種刀具(jù)組合鏜孔,避免了(le)合(hé)金刀具損壞(huài),提高了鏜孔效率,保證了結構件的(de)表麵光潔度,提高液壓支架的整體(tǐ)質(zhì)量和組裝效率,同時減少了液壓支架結構件外協鏜孔的(de)加工數量,節約了外協費用。通過(guò)數控雙麵對頭鏜銑(xǐ)床組(zǔ)合加工方法的使用,提高了液壓(yā)支架結構件的鏜銑質量,使液壓支(zhī)架組裝的質(zhì)量更高,更加適(shì)用於高端液(yè)壓支架的規(guī)模化生產,具有較大的推廣價值。
投稿箱:
如果您有(yǒu)機床行業、企(qǐ)業相關新(xīn)聞稿件發表(biǎo),或進(jìn)行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企(qǐ)業相關新(xīn)聞稿件發表(biǎo),或進(jìn)行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產(chǎn)量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數(shù)據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年(nián)10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量數據
博文選萃
| 更(gèng)多
- 機(jī)械加工(gōng)過程(chéng)圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統(tǒng)和數控(kòng)機床何去何從?
- 中國的技術(shù)工人都去哪裏了?
- 機(jī)械老板做了十多年(nián),為何還是小作坊?
- 機械行業最(zuì)新自殺性營銷,害人(rén)害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵(miàn)前,國(guó)人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳(chuán)統鑽削(xuē)與螺旋銑孔(kǒng)加工(gōng)工藝的區別