


大口徑光學元件的(de)精密磨拋與檢(jiǎn)測裝備開發及應用
2020-3-4 來源: 廈門大學微納米加工與檢測聯合實驗室 作者(zhě):郭隱彪,彭雲峰,王振忠,畢果等
摘要:大口(kǒu)徑光學元件超精密加工是一(yī)個複雜的係統性工程,涉及精密機床、數控、加工技術與工藝、精密檢測和補償控製(zhì)等機電控各領(lǐng)域的專業知識,其發展與一個國家的高端製造技術(shù)及裝備發展能力息息相關,也是一個國家綜合國力的集中體(tǐ)現。主要介紹了廈門大學微納米加工與檢測聯合實驗室在大口(kǒu)徑光學元件超精密加工技術及裝備方(fāng)麵取得的研究進展,針對大口徑光學元件磨削和拋光兩個加工流程及其配套的精密檢測技術,詳細闡述了磨削裝備及單元技術、可控氣囊拋光機床及(jí)相關(guān)單元技術、精密檢測裝備及相關單元技(jì)術等的研究應用情況(kuàng)。這些技術研究從超精密加工的需(xū)求出發,借鑒(jiàn)國內外的研究經驗和成果,通過對裝備、工藝、檢測等各方麵整合,形成(chéng)了具有自主知識產權的集(jí)磨削、拋光和檢測裝備及工藝(yì)技術的大口徑光學元件超精密加工體係,這些技術與裝(zhuāng)備確保了(le)大口徑光學元件(jiàn)的高質量超精密加工。
關鍵詞:大口徑光學元件;超精密加工;磨削加(jiā)工裝備;氣囊拋光;精密檢測;磨床
郭隱彪博士、教(jiāo)授、閩江學者特聘教授
主要研(yán)究方向為(wéi)光學超精密加工、先進裝備(bèi)開發與研製。
光學自由曲麵如非球麵等具(jù)備優越的光學性能,在同等功能要求(qiú)條件下,可(kě)獲得成像質(zhì)量更優、結構更(gèng)簡單、成本更低和重量更輕的儀器,是航空航天和軍事(shì)國防領域不(bú)可或缺的關鍵基(jī)礎元器(qì)件,廣泛應用於大型天文望遠鏡、激光核聚變裝置、紅外熱(rè)成像、醫療影(yǐng)像設備等民用和(hé)國防尖端技術領域。在國家大光學工程任務以及光電子消費產品需求日益增長的牽引和推動下,其(qí)加工技術日益要求向高效、高精度、高質量方向發(fā)展。大口(kǒu)徑光學元件超精密加工技術不僅取(qǔ)決於機床、刀具和工(gōng)藝方法,還取(qǔ)決(jué)於測量和控製技術(shù),即含機、光(guāng)、電、傳感技術和計算機技術等,它是多種學科新技術成果的綜合應用,但(dàn)也對許多高新(xīn)科技的發展與進步起著推動的作用。大口徑光學元件的加工是衡量一個國家先進製(zhì)造技術水平和綜合國力的重要標誌,西方國家在(zài)該領域一直對(duì)我國實行技術禁運。因此,開展光學元件超精(jīng)密加工技術的研究有助於(yú)確保我國重要技術安全,我國“十二五”發(fā)展規劃中尤其做出了相關的指示,即《國家中(zhōng)長期科學和技術發展規劃(huá)綱(gāng)要》中關於“關鍵基礎件製造和批量生產的關鍵技(jì)術為製造業的第一優先主題”的精神(shén)。
大口徑光學元件超(chāo)精密加(jiā)工,一般需要經過粗磨、精(jīng)磨、拋光和鍍膜等工序,以提高工件麵形精度,降低粗糙度和亞表麵缺陷。這些工序中(zhōng),大口徑光學元件的精磨與拋光加工尤其重要,在很大(dà)程度上決(jué)定了大口徑光學元件的加工質量水平,其中,精(jīng)密(mì)磨削基本確定了大口徑光學元(yuán)件的麵(miàn)形精度,同時為降低後續的拋(pāo)光工作量,精密磨削過程中需盡量(liàng)減少在光學元件表麵形成過多的缺陷與破壞,而(ér)拋光加工是獲取超光滑低缺陷損傷(shāng)光學表麵的必要(yào)保證,因此,從保證大口徑光學元件加工質量的角度,精密磨削與高精(jīng)度拋光手段是相(xiàng)輔相成,必不可少的,而高精度的機(jī)床裝備則是實現精密磨削與拋光的前提保證(zhèng)。受(shòu)技術(shù)瓶頸限(xiàn)製,當前的硬件設計和開(kāi)發很難開發出絕對(duì)高精(jīng)度的機床裝備,且代(dài)價太高,導致精密磨削與拋光加工大口徑(jìng)光(guāng)學元(yuán)件的同時不可避免地形成較大的加工誤差。
為獲(huò)得更高精度和質量(liàng)的光學元件,必須進一步補償加工以提(tí)高光學元件的加工質量。而目前國(guó)內(nèi)的光學測量與檢測裝備適應範(fàn)圍有限,一般口徑較小且成本高昂。同時,作為獲取光學元件的加工尺寸與質(zhì)量信息的(de)必要手(shǒu)段,大口徑光學元件測量裝備與評價技術(shù)的開發也同樣重要。可以(yǐ)說,精密磨削與拋光裝備是獲得高精度大口徑光學元件的製造手(shǒu)段,而其精密檢(jiǎn)測裝備與評價技術則是(shì)整個加工過程順利進行的保障,三者缺一(yī)不可,都(dōu)構成了(le)大口徑(jìng)光學(xué)元件精密製造的必然環節。因(yīn)此,加強(qiáng)大口(kǒu)徑光(guāng)學原件精密製造的(de)研究,必須三管齊(qí)下,唯有攻克並掌握三者的技術瓶頸,才可真(zhēn)正(zhèng)實現並確保大口徑(jìng)光學元件的精密製造加工。
在激光(guāng)核聚變和空天望遠鏡等大型光學工程項目的驅動下,西方發達國(guó)家,如美、日等國在(zài)大口徑光學元件的(de)超(chāo)精密製(zhì)造技術已取得了重大進(jìn)展。裝備方麵,美國 Livermore 國家實驗室開發了 LODTM 單(dān)點金剛石切削(xuē)機床,可加工 Φ1400mm 的(de)光學(xué)元件,麵形精度可達 PV ≤ 0.025μm,表麵粗糙度 Ra≤ 5nm。英國 Cranfield精密工(gōng)程研(yán)究所研製(zhì)的 OAGM2500超精密(mì)磨床,可加工 Φ2000mm 的非球麵光學元件,麵形精度 PV ≤ 1μm。日本豐田工機研製的 AHN60-3D 複合機床,磨削(xuē)加工(gōng)的非軸對稱光(guāng)學元件 PV 為 0.35μm,表麵粗糙度 Ra為0.016μm。加工方法與工(gōng)藝技術方麵,為獲得高(gāo)質量的光學元件表麵形貌,日本理化(huà)所的 Ohmori 等提出了 ELID在線(xiàn)電解磨削方法,可實現光學(xué)元件的鏡麵加工。
在光學表麵完整性控製方麵,基於(yú)小工具加工的數控拋光技(jì)術(shù)(CCOS)、應力盤拋光技術、氣囊拋光技術、磁流變拋光技術和等離子(zǐ)體法(fǎ)等技(jì)術均可有效去除亞表麵損傷(shāng)層,並能有針(zhēn)對性地(dì)改善(shàn)工件表麵質量和麵形精度。這(zhè)些先進的超精密加工技術,基本上解決了大口徑光學元件加工問題,但是(shì)國外發達國家對我國進行(háng)嚴格技術(shù)和設備禁運,造成我國(guó)大口徑光學元件超精(jīng)密加工技術發展(zhǎn)落後。
同時(shí),國內也充分意識到了大口徑光學元件在民用和國防軍事(shì)等領域應用的重要性(xìng),明確了加強大(dà)口(kǒu)徑光學(xué)元件精(jīng)密製造研究的必要性,並在相關項(xiàng)目的驅動下加緊了相關加工技術及裝(zhuāng)備開發等各(gè)方麵研究。裝備方麵(miàn),中航精(jīng)密機械研究所研(yán)製了 Nanosys-300 超精密複合加工機床,哈爾濱工業大學研製了大型曲麵超精密複合加(jiā)工機床,均可實(shí)現光學非球麵的加工。國防科技大學研製的(de)光學數控加工機床(AOCMT),最大加工能力為 650mm,對直徑 116mm 的碳化矽零件(jiàn),銑磨成型的精度為(wéi) 8.9μm,研拋後工件麵形精度 PV 為(1/20~1/30)λ,表麵粗糙度 2~5nm。廈門大學(xué)研(yán)製了大尺寸矩形光學平麵精密磨床。加工工藝方麵,廈門(mén)大學開發了光學非球麵的計算機輔助(zhù)製造工藝軟(ruǎn)件。
光學完整性控製方麵,國防科技大學開(kāi)展了計算機數(shù)控拋(pāo)光技術(CCOS)的(de)研(yán)究,哈(hā)爾濱工業大學、國防科技大學(xué)和中物院等單(dān)位均開(kāi)發了(le)磁流變(biàn)拋光機床,哈爾濱工業大學、浙江工(gōng)業(yè)大學(xué)和廈門大學等研究了氣囊拋光技(jì)術並試製樣機。此外,廈門大學還開(kāi)展了光學精密加工環境控製方麵的研究,擬通(tōng)過(guò)非硬件途徑(jìng)彌補(bǔ)硬件缺(quē)陷以提高光學元件的加(jiā)工精度。
目前,在先進軍事及空間光學係統、激光(guāng)核聚變、大型天文(wén)望遠(yuǎn)鏡工程等國家重(chóng)大光學(xué)工程任務的需求牽引下,我國大(dà)口徑光(guāng)學元件製造和(hé)檢測技(jì)術得到了快速發展。就其關鍵工(gōng)藝路線的裝備保證方麵而言,實現大口徑光學元件超精密(mì)加工的前提基礎是要具備高精度磨削與拋光加(jiā)工設備,而大尺寸的高精度磨床與拋光(guāng)裝備開發技術(shù)一直被公認為是要持續發展的技術、不可公開的技(jì)術和不可複製的技術,因此,高精度的磨削與拋光及其配套的(de)檢測設備仍(réng)是(shì)製約我國超精(jīng)密加工技術發展的瓶頸。而且,實現大口徑光學元件的超精密加工,除了高精度磨拋裝備(bèi)之外,還需要(yào)一係列關鍵的配套單元技術(shù),這(zhè)些配套技術包(bāo)括:超精密磨拋加工工藝與技術、機床(chuáng)精度整合技術、超精密環境(jìng)監控(kòng)技(jì)術、工具(jù)修整和動靜(jìng)平衡技(jì)術、計算機輔助製造和檢測軟件 , 以及檢測路(lù)徑規劃和對應的補償加工策略。
基於大口徑光學(xué)元件的發展需求,廈門大學微納加工與檢(jiǎn)測(cè)聯合實驗室課題組長時間以來深(shēn)入地開展了大口徑光學元件的(de)精密磨拋裝備、加工(gōng)工藝(yì)技術及計算機輔助製造軟(ruǎn)件、配套的精密檢測裝備與工藝等方麵的研究(jiū),並取得了較突出的科研成果。本文以大口(kǒu)徑光學元件加工的關鍵(jiàn)磨拋工序為主要(yào)論述對象,介紹(shào)了廈門大學課題組在實(shí)現(xiàn)大口徑光學元件高(gāo)精度、高效率與高度自動化(huà)精密加工的裝備開發及相關(guān)單元技術方麵的研究情況。大口徑光(guāng)學元件精密磨削機床及單元技術大口徑(jìng)光學元件一般采用脆性材料,且具備較大口徑和複雜麵形(xíng)等(děng)特點,這為其精密加工帶來了(le)較大的困難和挑戰。
目前,硬脆性材料大口徑光(guāng)學元件的精密加工步驟和程序(xù)一般為先毛坯銑磨加工(gōng)去(qù)除多(duō)餘的材料,然後(hòu)粗磨到一定麵型精度,再(zài)通過精磨加工(gōng)得到(dào)滿足其(qí)設計麵型精度的半成(chéng)品,最後再拋光(guāng)去除表麵(miàn) / 亞表麵損傷層獲得超光滑的光學表麵,整個加工過程(chéng)較為複雜(zá),需通過精密的工藝控製和檢測及補償加工實現。因此,為滿足(zú)大口徑光學(xué)元件(jiàn)的精密加工,具備高(gāo)剛度和高精度及穩定性等性能特點的機床不可或缺,其中大口徑精密磨(mó)床則首當其衝。目前,在精密(mì)磨床製造方麵,美國、日本、英國和德國等工業發達國家在國際上享有極高聲譽,代表產品如:英國 Granfield 大學精密工程研究所研製的 OAGM2500 六軸數控超精(jīng)密(mì)磨床,可用於超精密車削、磨削和坐標測量;日本 Nagasei 公司(sī)擁有 SGC/SGE/N2C/NIC/RG 等係列的超精密磨床(chuáng),可用於各種尺寸的非(fēi)球麵(自由(yóu)曲麵)、平麵超精(jīng)密鏡麵加工(gōng);除此之外,Moore 公司的 Nanotech、Precitech 公司的 Freeform 係列、德國 Satisloh公司開發的 GII 係列、保寧機床公(gōng)司的(de) ProfimatMT 係列和瑞士美蓋勒機床公司的 MFP 係列(liè)也達(dá)到了很高的加工(gōng)精度。國內方麵則稍顯落後,廈門大學微納米加工與檢測聯合實驗室以國外(wài)先進的製造技術為借鑒,從我(wǒ)國大口徑光學元(yuán)件超精密加工需求出發,研製了多台大口徑高精度臥軸矩台平麵磨床(chuáng),本文將以開發的一台 2MK7160 平麵磨床及其單元技術為(wéi)例進行說明。
1 、大口徑精密磨床的方案設計與(yǔ)樣機研製
為確保開發的大口徑平(píng)麵磨床具(jù)備結構簡單(dān)、總體剛性好、磨削效率(lǜ)高(gāo)等性能特點,研發首先通(tōng)過(guò)綜合分析,將機(jī)床的整個開發工(gōng)作分解為關(guān)鍵部件、關鍵技術、輔助配(pèi)套與電氣及(jí)數控係統等(děng)部位進行模塊化研究。機床整機確定(dìng)為立柱移動式數控臥軸矩(jǔ)台平麵磨(mó)床結構,外圍加鈑金全防護罩防護。改變傳(chuán)統平麵磨床導軌結構(gòu)形式(shì),床身底座采用 T 形布局和分體鑄件形式,提(tí)高工藝(yì)合理性。采用人工時(shí)效與自然時效相(xiàng)結(jié)合的辦法來(lái)保證(zhèng)基礎大件的長(zhǎng)期穩(wěn)定性。采用數字(zì)化設計和工程分析對(duì)設計方案(àn)進行(háng)充分論證,進行整機方案的結構靜力學和(hé)動力學設計和分析,保證樣機整機性能。為提高工藝係統剛性,采用(yòng)液體動靜壓軸(zhóu)承(chéng)支撐的砂輪主軸,實現高回轉精度和(hé)運動平(píng)穩性,各軸傳動係統由伺服電機帶動高精度滾珠絲(sī)杠,XY 方向采用液體靜壓導軌,並通過納米級分辨率的線性(xìng)光柵構成全閉環控製回路,導軌采用拚塊結(jié)構,工藝(yì)性更加合理、剛性足,能實現高加工精度,從(cóng)而保持高直線運動精度和高剛性。數控係統選用(yòng)PANUC 31i 高端係統,基於 windows操作平台(tái),操作簡單、靈活,易(yì)掌(zhǎng)握。
磨床(chuáng)的輔(fǔ)助係統包括冷卻係統、過濾裝置、潤滑係統,油水(shuǐ)霧(wù)淨化裝置等。其中關鍵配套技(jì)術均為自主開發,砂輪修整采用綠碳杯形砂輪修整方法並開發專用修整器,工(gōng)件檢測以機床(chuáng)運動帶動高精(jīng)度接觸式 /非接(jiē)觸(chù)式傳感(gǎn)器實現,加工(gōng)控製與工藝技術融合進計算機輔助製造軟件開發中,采用工作流設計(jì)方(fāng)法,實現人與機床活動的自動化處理(lǐ),采用視圖 / 文檔的設計模式,實(shí)現數據處理和用戶界麵的分(fèn)離。基於工控機的軟(ruǎn)件開發模塊包括工件檢測、砂輪修整、加工監控,動平衡等係統。砂輪修整(zhěng)采用兩軸(zhóu)精密杯形修整技術可保證金剛(gāng)石砂輪形狀精度和平麵、圓弧(hú)砂輪修整,實時現場動平衡檢測,減少主軸係統引入誤差,從(cóng)而提高工件加(jiā)工精度。加工監控消除機床振動影響,最大限度地消除加工表麵 / 亞表(biǎo)麵(miàn)損傷。采用(yòng)高壓冷卻水帶走磨削過程中的磨削熱量和切屑,提高加工表麵性能,並采用油霧淨化器消(xiāo)除霧化的磨削液以淨化機床加工空間。同時(shí)獨立於高精度設備、技術人員及技(jì)術水平之外的外部環境的加(jiā)工環境控製技術(shù),保證高精度加工不受環境限製,最終實現了精密溫控係統、多層(céng)次消振技術、超(chāo)精密淨化相(xiàng)關技術。設計後(hòu)的磨(mó)床(chuáng)參數為:工作台加工範圍(wéi) 800mm×600mm,各軸分辨率0.1μm,主軸采用動靜壓支承技術,最高轉速(sù) 3000r/min,X 軸移動速度最大 20m/min,Y、Z 兩軸(zhóu)移動速度最大 5m/min,數控係統采用 FANUC 31i 係列,砂輪修整器采用 GC 杯(bēi)形砂輪修整器。圖 1 為設計開發的2MK7160 大口(kǒu)徑(jìng)臥軸矩台平麵磨床。

圖1 大口徑臥軸矩台精密磨床2MK7160及其輔助配套係統
2 、液(yè)體靜壓支(zhī)承(chéng)技術
液體靜壓具備動靜摩擦係數(shù)相差級小(xiǎo)、運動平(píng)滑、高(gāo)剛度、可(kě)吸(xī)收(shōu)振動、承受大負載和動(dòng)態響應快等特(tè)點,為保證工藝係統的剛度和運動精(jīng)度,磨床采用(yòng)了閉式的液體靜壓支承技術,並(bìng)開發了(le)拚塊式(shì)靜(jìng)壓導軌結構(gòu),該結構簡單且剛性好,極大地降低了常用(yòng)閉式靜壓(yā)導(dǎo)軌的加工和裝(zhuāng)配調試難度(dù),且拆裝更(gèng)為方便。開發的拚(pīn)塊(kuài)式導軌技術首先應用於第一台開發的(de) MK7160 大(dà)口徑平麵磨床的水平 X 軸上,並在成功後將其首次應用於 2MK7160 大口徑磨(mó)床(chuáng)的垂直Z 軸上,研究發現應用於垂直 Z 軸上的拚塊(kuài)式導軌支承性能良好(hǎo),優於傳統的(de)接觸式導軌結構(gòu)。圖 2 是開發的拚(pīn)塊式液體靜壓導軌結構及應(yīng)用實例。
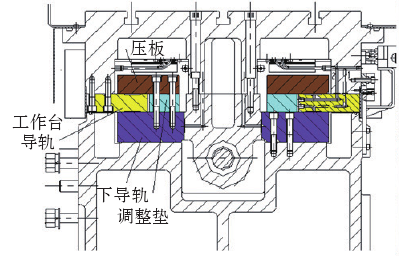
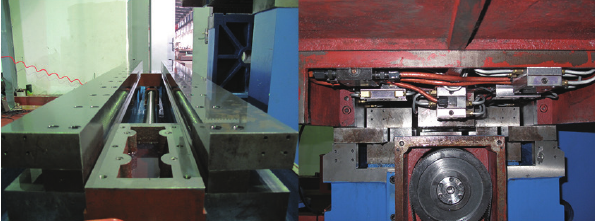
圖2 拚塊式液體靜壓導軌
3 、砂輪修整技術及裝(zhuāng)置
光學元件一般(bān)為硬(yìng)脆性材料,加工難度(dù)大,砂輪極易(yì)磨損而喪失加工能力。為保證金剛石砂輪磨粒尖銳性和麵型精度(dù),必須開(kāi)發適應用於圓弧金剛石砂輪的修整技術,從而實現圓弧金剛石砂輪的修形和修銳以保證其加工(gōng)能力。課題組提出了如圖 3 所示的圓弧金(jīn)剛石砂輪的杯形(xíng)圓弧包絡修整方法,通(tōng)過杯形砂輪的包絡運動實現圓弧金剛石砂輪(lún)的修形和(hé)修銳。技術的實施上,機床提供修整運動所需的橫向(xiàng)往複運動和金剛石砂輪主軸的回(huí)轉運動,修(xiū)整裝置(zhì)提供杯形砂輪的擺動、修整進給和(hé)杯形砂輪回轉運動。修整過程中,杯形砂輪上脫落的磨粒將對金(jīn)剛石砂輪磨(mó)粒(lì)與結(jié)合劑產生衝擊和研磨作用,從而完成(chéng)對圓弧金剛石砂輪的修整。輔助工藝與係統方麵(miàn),開發集砂輪麵形精度測量、誤差建模、半徑補償、修整工藝等關鍵單(dān)元技術在內的杯形砂輪包絡修整(zhěng)計算機輔助加工軟件,並可實現圓弧金剛(gāng)石砂輪修整裝置與機床的多軸聯動控製。圓弧金剛石砂輪的(de)杯形砂輪包(bāo)絡修正方法及裝置的開發,極大地保證了圓弧砂輪的加工性能並提高了其加工(gōng)效率。該修整技術的最大特點(diǎn)是其修整的對象不局限(xiàn)於金屬結合劑圓弧金剛石砂輪,也適合於樹脂結合劑砂輪和陶(táo)瓷結合劑砂(shā)輪的修整。
圖(tú)3 2軸(zhóu)杯形砂輪修整裝置
4 、計算機輔助製造(CAM)軟件
大口徑非球麵屬於典型的麵型複雜工件(jiàn),加工難度較大,磨床各運動軸(zhóu)需協同控製運動才可完成。此外,機床機械係統(tǒng)特性均存(cún)在一定極限,在其性能不能進一步改善時,則需通過工(gōng)藝的優化。為保(bǎo)證磨削的加工精度同時保證充分發揮數控磨床精(jīng)度特性,需根據不同類型(xíng)工件和具體磨床結構方式,選(xuǎn)擇合理有效的加工工藝和加工規劃(huá),優化磨削加工參數以提高麵形精度和減小磨削亞表麵損傷(shāng)。其中加工補償控製方法是關鍵。為此,課題組提出了一係列的非球麵麵型插補方(fāng)案和控製策略,並對其進行(háng)優化,建(jiàn)立了基於誤(wù)差檢測評價數據的建模補償技術;同時為延(yán)緩砂輪(lún)磨損,保證砂輪的加工(gōng)能力,深入分析了圓弧砂輪(lún)的磨損機製,針(zhēn)對性(xìng)地(dì)提出了砂輪均勻磨損與速度控(kòng)製技術,有效提高砂輪壽命;針對非(fēi)球麵加工中的(de)圓弧半徑(jìng)誤差,提出分離檢測誤(wù)差(chà)成分並進(jìn)行補償加工以提高加(jiā)工精度;為提高砂輪修(xiū)整效率,提出砂輪修整參(cān)數優化技術(shù)。基於上述的工藝(yì)優化(huà)方案,合理製(zhì)定了加工工藝,配合(hé)計算機技術,特別是利用計算機輔助製造和測量,實現對(duì)加工過程信息自動處理及控製,提(tí)高加工過程自動化和加(jiā)工效率;並研究數控伺服係(xì)統及微(wēi)位移控(kòng)製,進(jìn)行不同工件加工方法分析、軌跡規劃及(jí)編程優化,確(què)保加工中對機床的正(zhèng)確(què)使用、數控加工(gōng)特點的發揮和工(gōng)件的加工精度。
圖(tú)4 大口徑非球麵精密磨削加工計算機(jī)輔助製造軟件
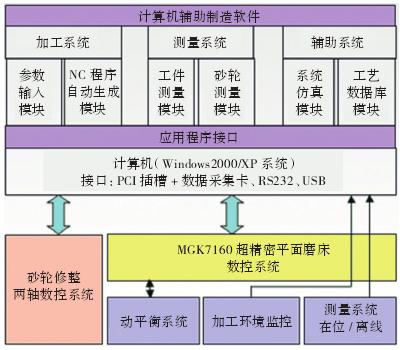
如圖 4 所示是(shì)課題組開(kāi)發的用於實現超精密磨(mó)削的計算機輔助製造(zào)(CAM)係統(tǒng)軟件,其功能模塊包括磨削加工、麵形測量、磨削補償、麵形擬合和環境監控(kòng)等,輔助製造係統軟件的應用(yòng)可使整個磨削過程更加高效、便捷。CAM 軟件(jiàn)的(de)開發可使大口徑光(guāng)學非球麵的精密磨削加工數控編程(chéng)自動(dòng)化,同時集成了磨削加工過程關(guān)鍵技術,包括工藝分析設計、參數(shù)輸入、加工軌跡數學處理、程序編製、工件測(cè)量、砂輪修整、加工監控、機床通信等功能(néng)模塊,各功能模塊(kuài)的(de)聯係和功能(néng)如圖5 所示。

圖5 計(jì)算機輔助製造軟件功能模(mó)塊關係圖
光學元件可控氣囊拋(pāo)光(guāng)機(jī)床及單(dān)元技術
硬脆性材料在去除(chú)過程中,極易發生脆性斷裂破(pò)壞從而使加工表麵較為(wéi)粗糙。常規而言,大口徑光學元件(jiàn)在(zài)精密(mì)、超(chāo)精(jīng)密磨削成形加工後常需進(jìn)行拋光等光整加工,目的是去除前道工序形成的表麵變質層和損傷,並使工件表麵(miàn)超光滑(huá)化。但拋光加工易(yì)破壞工件的麵型精度,因此常需采用後續的修正拋光加(jiā)工以獲得高麵型精度的(de)大口(kǒu)徑光學元件。傳統的光學元件麵形修正方法由於加工周期長、麵形(xíng)收斂慢等缺點很(hěn)難適應現代光(guāng)學係(xì)統的發展需求,故出現不少先進的現(xiàn)代拋光方法,例如小磨頭數控研拋、應力盤拋光、離子(zǐ)束拋光、磁流變拋光和(hé)可(kě)控氣囊拋光等確(què)定性拋光(guāng)技術。
在新出現的幾種確(què)定(dìng)性拋光技術中(zhōng),小磨頭數控拋(pāo)光是采(cǎi)用最廣泛的一種。該技(jì)術具備可拋(pāo)光修正(zhèng)複(fù)雜自由曲麵(miàn)工件麵型的優點。為(wéi)降低拋光盤與(yǔ)工件表麵間幹涉對(duì)工件精度(dù)的影響,小磨頭數控拋光的工具尺寸(cùn)一般較(jiào)小,導致其(qí)在采用規律性的加工路(lù)徑時易在元件表麵形成中高頻誤(wù)差。美國亞力桑那大學提出的應力盤拋光技術能克服這個(gè)問題(tí),但其修形能力較弱,控(kòng)製複雜,且小磨頭和應力盤均屬於接觸(chù)式加(jiā)工方法,加工中盤麵和元件的接觸易(yì)導致元件發生彈性形變使元件麵形難以加工到(dào)較高精度。離子束(shù)拋光技術雖可實(shí)現局部修正(zhèng)拋光加(jiā)工,但是其拋光效率極低,且對加工環境要求極高,成(chéng)本高昂。相比(bǐ)之下,磁流變拋(pāo)光和(hé)可控氣囊(náng)拋光技術屬於柔性拋光(guāng)技術,能夠實現很(hěn)高的(de)加工精度,但磁流變(biàn)拋光成本很高,導致其很難應用於凹曲麵以及大口(kǒu)徑高陡度工件的加(jiā)工。基於上述(shù)分析,課題(tí)組有針對性地開發了可控氣囊拋光技術及其機床。
1 、可(kě)控柔性氣囊拋光機床的開發
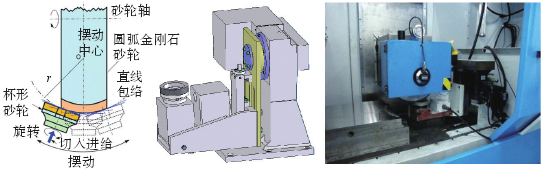
柔性氣囊拋光技術首先由英國倫敦光學實驗室的 Walker 教授提出(chū),後由英國 ZEEKO 公司(sī)開發(fā)成係列的產品。課題組在消化吸收(shōu)其產(chǎn)品的(de)基(jī)礎(chǔ)上,開發了國內首台可(kě)控柔性氣囊拋光機床及(jí)單元技術。如圖(tú) 6 所示,氣囊拋(pāo)光機床整體采用龍門結(jié)構,分(fèn)別由工作台底座、立柱橫梁、中溜板與主(zhǔ)軸箱結構組成。兩氣(qì)囊拋光機床的核(hé)心部件,在結構設計中不僅要保證整個機(jī)構的運(yùn)動精度還要為滿足附加功能而預留足夠的位置空間。氣囊拋光采用(yòng)進動式的(de)加工方式,即拋光加工過程中氣囊主軸始終與工(gōng)件(jiàn)局部法線成固定(dìng)的進動角。為了方便控製氣囊自(zì)轉軸的空間位姿,兩軸氣囊(náng)拋光工具由兩個旋轉軸 Z1和Z3來控製氣(qì)囊主軸 Z2在空間位姿的變化,同時兩軸氣囊(náng)拋光工具的 Z1、Z3和 Z2軸相交於氣囊頭的球心。通過對運動空間的理論分析計算當 Z1軸和 Z3軸在空間成 45°時,即整個機構的空間角度為 45°,整個氣(qì)囊拋光工具的(de)空間運動範圍與剛度最(zuì)合適。
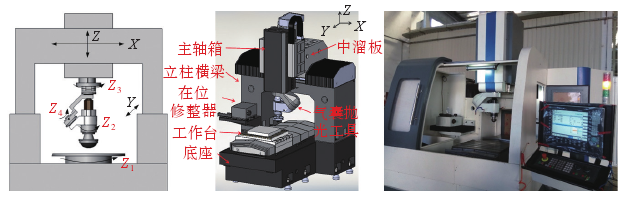
圖6 可控氣囊拋光樣機模型和實物圖
2 、柔性可控氣囊設計及其修整技術
為避免剛性拋光頭損傷自由曲麵麵型,氣囊拋光機床(chuáng)采(cǎi)用(yòng)具有(yǒu)一定充(chōng)氣壓力的球冠(guàn)形氣囊作為拋光工具,這樣不僅可以保證拋光頭與被拋光工(gōng)件表麵吻(wěn)合(hé)性好,而且可以通過調節氣囊內部壓力控製拋光效率和被拋光工件的表麵質量。為此(cǐ),柔性氣囊拋光方法是一種極(jí)具發(fā)展(zhǎn)潛力的拋光方法,尤其(qí)適用於非球麵和自由曲(qǔ)麵的拋光。柔性氣囊拋光加工采用一種獨特的進動運動方式,即拋光過程中,氣囊自轉軸始終與工件局部法線呈固定角度 ( 稱進動角 ) 進(jìn)行拋光,通過特定的加工軌跡與路徑(jìng)控製,可以(yǐ)在接觸區形成雜亂的(de)加工痕(hén)跡,生成接(jiē)近高斯分布的去除函數,這種加(jiā)工方式有助於降低拋光表麵中頻誤差的形成,正是基於這個特點,氣囊拋光加工技術(shù)具備廣泛應用於大口徑自由曲麵元件的去中頻誤差修正加工。
為確保氣囊加工可適(shì)用於不同的加(jiā)工對象,課題組研究了不同結構形式的氣囊(náng)拋(pāo)光頭(tóu),以(yǐ)獲得不同變形模式和(hé)剛度的拋光頭,包括純橡膠氣囊頭、內置(zhì)鋼網橡膠氣囊頭和內置薄鋼板氣囊頭等多種形式,並有針對性地研究了各種氣囊頭的變形特性和去除函數。圖 7 所(suǒ)示是其(qí)中開發的內置鋼網的柔性氣囊拋光頭。
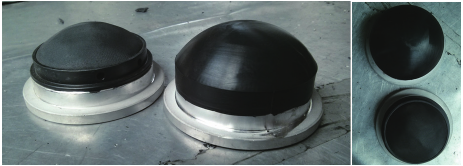
圖7 設計的柔性氣囊及其結構

圖(tú)8 離線氣囊修整裝置
為了進一步提高加(jiā)工效率,減少氣囊拋光頭修整耗時,課題組將氣(qì)囊頭修整工序分離,設計並(bìng)增加了離線氣囊(náng)修整裝置,開發了如圖 8 所示的離線氣囊修整裝置,該裝(zhuāng)置由底座(zuò)、擺動電機、擺(bǎi)動底座、擺動導軌、進給電機、導軌、砂(shā)輪(lún)底座、砂輪主軸電機、修整砂輪、拋光頭電機、防護(hù)裝置等部分組成。擺動(dòng)電機固定在(zài)底座的底部,通過減速機與擺動底座相連,導軌固定在擺動底座上,進(jìn)給電機與進給主軸通過(guò)導軌帶(dài)動砂輪底座完成進給(gěi)運動,砂輪主軸電機通過聯軸器帶動修整(zhěng)砂輪旋轉,完成修整(zhěng)砂輪的運動。拋光頭部分底座通(tōng)過螺釘固定在底座的一端,氣囊(náng)拋光頭由皮帶輪與拋光頭電機帶動旋轉。
在氣囊頭(tóu)離線修整加工中(zhōng),氣囊頭的修整由橡膠氣囊頭的旋轉、砂輪主軸(zhóu)的旋轉、進給軸進給運動和擺動軸的擺動運動共同完成。同時,在防護罩的頂部安裝有氣囊頭動平衡裝置,檢測氣囊頭在旋轉(zhuǎn)過程中的振動與轉(zhuǎn)速,方便對氣囊頭的平衡調整,提高修整(zhěng)精度。
3 、氣囊拋光仿真與運動控製軟件
為確保氣囊拋(pāo)光加工可(kě)實現預期功能,課題組充分研究了可控氣(qì)囊拋光的(de)加工(gōng)機理,將試驗與仿真相結合,確定不同工藝條件對拋光接觸區的影響,以及不同條件下氣囊拋光的靜態和動態去除函數,並研究(jiū)了基於去除(chú)函數的拋光駐留時間算法。在研究基於運動學(xué)理論的氣(qì)囊拋(pāo)光過(guò)程中進(jìn)動控製方法的基礎上,得出最(zuì)高效的(de)進動控製算法。研究(jiū)特別對連續進動(dòng)拋光模式下的氣囊加工進行了深入的(de)研究,尤其在壓力控製(zhì)和位姿控製的基礎上分別研究了如圖9 所示最優效率算法(fǎ)、剛度可控算法和四(sì)軸聯動控製算法等,並在(zài)此基礎上編製了柔性氣囊可控拋光的(de)仿真與運動控製軟件,該軟件具備手(shǒu)動和自動控製兩種模式,如(rú)圖 10 所示為開發的(de)軟件界(jiè)麵。該仿真與運(yùn)動控(kòng)製軟件極大地方便了氣(qì)囊拋光的運動規劃和運動控製,有效地(dì)促進了氣囊拋(pāo)光加工的高度自動化(huà)。
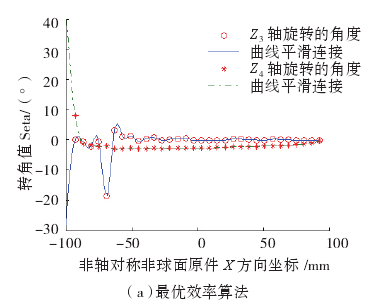
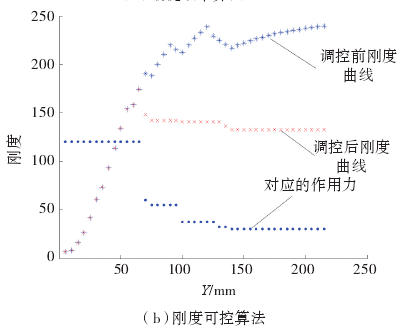
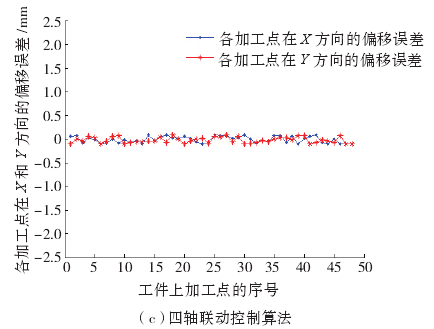
圖9 開發的幾(jǐ)種氣囊拋光控製(zhì)算法
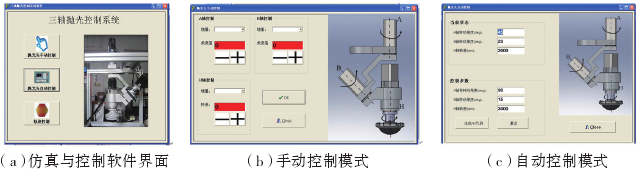
圖10 氣囊拋光的仿真與(yǔ)運動控製(zhì)軟件(jiàn)界麵
大口徑光學元件精密檢測裝(zhuāng)備及單元技術
大口徑光(guāng)學元件(jiàn)的加工一般經曆銑磨、磨削、拋(pāo)光 3 個階段,為保(bǎo)證每道工序的加工(gōng)餘量和精(jīng)度,每個加(jiā)工階段都需要(yào)匹配對應的精度(dù)測量檢測技術。大口徑光學元件的加工過程中,磨削加工階段主要是為了獲得較為接(jiē)近設計要求的形狀精度,該階段獲得的麵型(xíng)精度將在(zài)很大程度上決定後續麵型收斂加工(gōng)的(de)工作量(liàng),因此(cǐ)其麵型精度的檢(jiǎn)測至關重要。一般而言,大口徑光學非球麵(miàn)磨(mó)削加工階段麵型誤差檢測裝置的精度要(yào)求介於(yú)數(shù)十微米到亞微米之間。基於此,課題組有針對性地開發了大口徑光學元件麵型誤(wù)差的(de)檢測技術。圖 11 所示是課題(tí)組開發的在位檢測係統,該(gāi)檢測係統將激光位移傳感器放置於(yú)磨削主軸上,利用磨床(chuáng)各軸(zhóu)的運動完成(chéng)大口徑非球麵元件的麵(miàn)型檢測,可(kě)實(shí)現大口(kǒu)徑光學元件的全口徑測量。該(gāi)種檢測方(fāng)式屬於在位式的,其特點是可以避免工件離線測量引入裝夾、定位等誤差,實現對工件加工表麵精度進行測量,並可為補償加工提供加工誤差數據。圖 12 所示為利用在位檢(jiǎn)測係統檢測大口徑非球(qiú)麵光學元件初始加工和補償加工後的麵形精度圖,經過 3 次補償加工後(hòu)麵(miàn)形精度 PV 值由 7.77μm 下降到4.67μm。
圖11 在位檢測係(xì)統
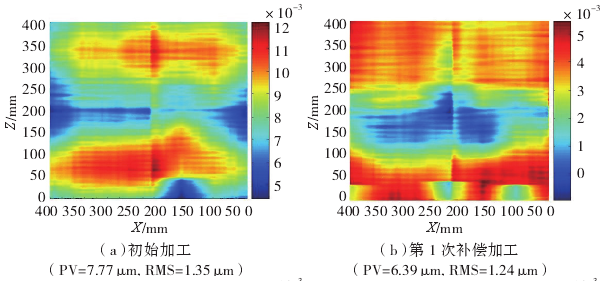
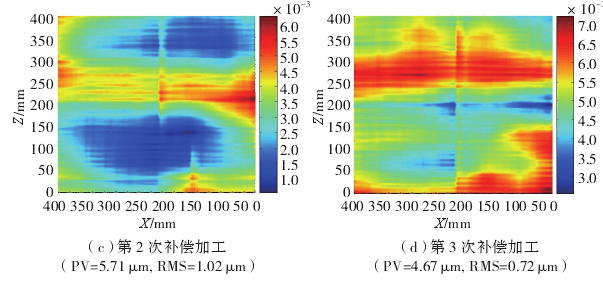
圖12 初始加工(gōng)的補償加工麵形(xíng)精度
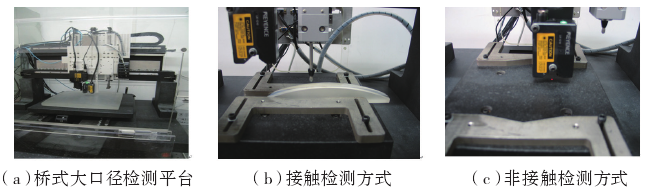
圖13 大口徑(jìng)光學元件檢測裝置
此(cǐ)外,課題組還(hái)分別開發了中大口徑(200mm×200mm)和大口(400mm×400mm)光學元件的三維輪廓測量離線精密檢(jiǎn)測(cè)平台。圖 13為其中的大口(kǒu)徑離線精密檢測平台,該平台采用固定橋式結構,XYZ 軸行(háng)程分(fèn)別(bié)為 400mm×400mm×150mm,各軸定位(wèi)精度為 ±1μm,整體設(shè)計測量精度目標為 ±3μm。檢測平(píng)台采用一種上下位機的多 CPU 結構,上位機實現係統管理、數據處理及人機界麵等功能。下位(wèi)機由(yóu)運動控製和數據采集兩(liǎng)個模塊組成(chéng),實現實時的運動控(kòng)製和數據采樣(yàng)、分析及處理功能。平台采用接觸(chù)式和非接(jiē)觸(chù)式雙探測係統,可針對不同工(gōng)件需求實(shí)現工件麵(miàn)形數據的實時采集,采集後的麵形原始數(shù)據通過相(xiàng)關數據擬合算法和誤差分(fèn)析,可(kě)擬合出實際(jì)加工後的工(gōng)件麵形,將擬合後的工件麵形與理想的非(fēi)球(qiú)麵麵形比較,從(cóng)而求出非球麵麵形誤差和各種像差等(děng)參數(shù),為後續加工提供加工(gōng)補償數據。
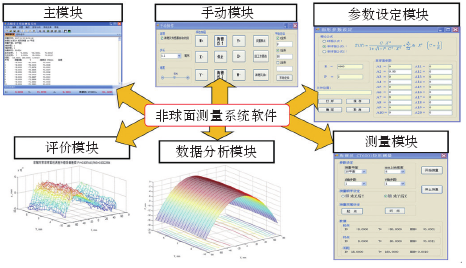
圖14 非球麵檢測軟件及功能模塊
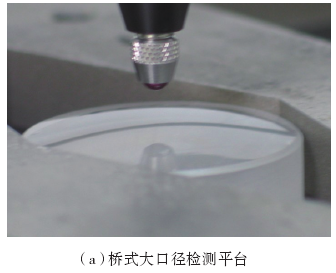
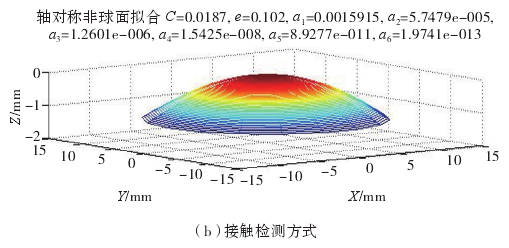
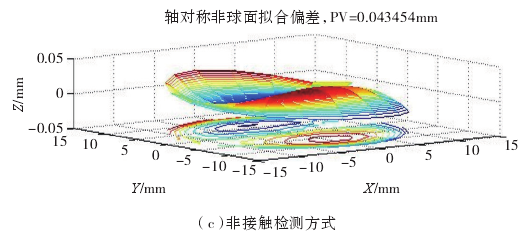
圖15 非(fēi)球麵光學(xué)元件的(de)檢測結果
為(wéi)使檢測(cè)平台在大口徑非(fēi)球麵元件檢測中更為便利,課題組還(hái)開發了適應於大口徑(jìng)非球麵元件(jiàn)檢測的非球(qiú)麵測量係統軟(ruǎn)件,該(gāi)軟件包(bāo)含如圖 14 所示的參數(shù)設定模(mó)塊(kuài)、測量模(mó)塊、數據分析模塊和評價模塊(kuài),具備非球麵頂點查找、定位誤(wù)差補償、直線度與(yǔ)垂直度和平麵度誤差補償、測杆變形誤差補償等功能,該軟件設有手動和(hé)自動(dòng)兩種(zhǒng)工作模式(shì)。圖 15 是利用開發的大口徑(jìng)光學檢測平台和軟件測量得到的非(fēi)球麵光學元件麵型及擬合(hé)偏(piān)差。該檢(jiǎn)測裝置和配套軟件的開發成(chéng)功地為大口徑光學元件的精密加工提供了強(qiáng)有力(lì)的精度測量和補償加工保證。
結論
大(dà)口徑光學元件(jiàn)的精密製造加工屬於(yú)一個複雜的綜合性係統工程,其(qí)精密加工涉及難加工材料的去除機理與控製、精密超精密機(jī)床開發、數(shù)控技術、精(jīng)密檢測、加工工具(jù)及修整、材料、加工狀態及環境控製、誤差評價及補償和加工技術與工藝等方麵,其中(zhōng)的每一項均是一個重要的研究方向,對其深(shēn)入係統的研究任重而道(dào)遠。在相關大光學(xué)工程項目(mù)的資助下,廈(xià)門大學微納米加工與檢測聯(lián)合實驗室在大口徑光學原件的精密製造與檢測裝備方麵進行(háng)了較多的探索,取得了一些實用的科研成(chéng)果,主要體現在:
(1)開發(fā)了“T 型”布局的大口徑四軸精密磨床,該機床(chuáng)采用液(yè)體靜壓支承導軌、動靜壓主軸及動平衡技術,配置針對圓弧金剛石砂輪(lún)修(xiū)整(zhěng)的杯形砂輪修整器,針對大口徑非球(qiú)麵光學(xué)元件的精密加工(gōng)需求,開發(fā)了與該磨床配合使用並包含多個關鍵單(dān)元(yuán)功能模塊的計算機輔助製造(CAM)係統。
(2)開(kāi)發了大口徑柔性氣囊拋(pāo)光機床,拋光機床采用 AB 擺(bǎi)五軸構,“T”型龍門布局,拋光頭采用柔性氣囊(náng)結構,具備壓力和姿態控製兩種加工模式。研究設計了多種拋光加工路徑與駐留時間算(suàn)法,並開發了精密拋光機床(chuáng)的(de)計算機輔助拋光(guāng)(CAM)係統。
(3)研製了中大(dà)口(kǒu)徑光學非球(qiú)麵檢測平台,測量平台具備接觸式與非接(jiē)觸式兩種測量工具與手(shǒu)段,並開發了大口徑(jìng)非球麵的測量與評價軟件,該軟件具備自動測量、數據分析(xī)、評價和補償等功能,可實現較高精度大口徑非球麵的精密測量與(yǔ)評(píng)價。綜合分析(xī)當(dāng)前的技術發展現狀可見,雖然我國(guó)已經能加工出(chū)較高精度(dù)的大口徑光學元件,但相比(bǐ)國外先進水(shuǐ)平仍然(rán)存在較大的提升空間,未來需要相關部門(mén)與研究機構及高校創新性的探索研(yán)究相關新加工技術與方法、新的工(gōng)藝、新的檢測技(jì)術(shù),以期在此基礎上實現大口(kǒu)徑光學元件的高精度與高質量加工,確保我(wǒ)國相(xiàng)關大工程項目和國防軍事(shì)等領域的建(jiàn)設與實施。在相關高端裝備及數控領域方麵(miàn)的攻關工作(zuò),也將幫助我國最終突破(pò)國外技術封鎖,全麵提升我國的精密製造技術及其裝備水(shuǐ)平,確保我國的技術安全。
投(tóu)稿箱:
如果您有機床行業(yè)、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量(liàng)數據
- 2024年11月 軸(zhóu)承出口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新(xīn)能源汽(qì)車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車(chē)產量數(shù)據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
博文選萃
| 更多