


摘(zhāi) 要:在(zài)刀剪專用數控單頭磨床(chuáng)的基礎上,為進一步提高刀剪加工效率,設計了一款刀剪專用數控雙(shuāng)頭(tóu)單麵磨床。 磨床采用了雙驅(qū)動雙主軸結構,一次裝夾完成粗、精加工(gōng);開發數控專用指令,加工工藝穩定;開發專用工作台、主傳動鏈(liàn)係統、專用伺服驅動裝置等關鍵技術(shù)。 該磨床經相關企業使用後,達到了高轉速、高效率、高精度(dù)磨削刀剪的目的。
關鍵詞: 數控(kòng)雙頭單麵磨床 雙主軸運動 專用程序 G66 L88 G66 L8
1 、概述
刀剪行業是我國曆史悠久的傳統行業,近年來,刀剪五金(jīn)產品行業有了較大的發展, 出口貿易額在逐年增加。 刀剪五(wǔ)金產品(pǐn),包括菜刀、套刀(dāo)、小刀(dāo)、陶瓷刀和工業用剪刀、民用剪(jiǎn)刀、裁縫剪刀等,名(míng)副其實地呈現“小商品,大(dà)市場”的喜人形勢(shì)。 據不完(wán)全統(tǒng)計,我國(guó)從事刀剪生產的企業約有 3 000 家, 刀剪產品年工(gōng)業總產值約在 100 多億元, 年出口創匯超過(guò) 4 億美元。 這些五金產品刀類, 必須要有相(xiàng)當高的硬度才能(néng)達到其鋒利度和(hé)耐用性, 通常是(shì)通(tōng)過磨削來達到剪切麵及刃口的鋒(fēng)利要求、幾何(hé)尺寸及(jí)外觀要求。
目前,生產刀剪的工藝裝備已比較成熟,由通用機床到普通專用機床到數控專用機床, 在不斷進步和更新,如今,已研製出技術成熟的高精刀剪專用單麵數控磨床[1-6]
。
雖然數控專用單麵磨床磨削的(de)精度已達到國際先進水平,加工精度可以和進口的(de)如德國“雙立人”、日本“莊山郎”等世界知名品牌的(de)刀剪產品比美,磨刀效(xiào)果可達到:刀剪的表(biǎo)麵粗糙度 Ra=0.4~0.2 μm,刀刃口厚(hòu)薄均勻,刀(dāo)圓弧外表麵美觀,刀紋路細膩,不留刀痕,剪刀的上下刃口在工(gōng)作長度內始終保持圓(yuán)弧線相(xiàng)切的點接觸,刃口鋒利耐(nài)用,磨頭可在 2 800~3 200 r/min 高轉速的條件下連續工作等, 基本實現了(le)高效高(gāo)精度(dù)磨削。
但是當前刀剪專用磨(mó)床無論是國產的,還是進口的,無(wú)論是傳統(tǒng)液壓式的,還是新發展起來的數(shù)控式,它們都是單動力頭磨床,其生(shēng)產工藝基本為:一是在同一台磨床上采用工作台兩次來回往複移動(dòng),實現(xiàn)粗、精磨(mó)削,即用同一砂輪完成粗、精磨削,其磨削表麵精度自然不高;另一種是采用兩台機(jī)床,安裝不(bú)同粒度的砂輪,通過兩(liǎng)次工(gōng)件安裝來實現粗、精磨削,這樣雖然能提高磨削表麵精度(dù),但由於兩次裝夾,難以保證磨(mó)削表麵的尺寸精度,而且加工效率低[7-11]。
因此, 在保證精度的前提下, 更(gèng)新(xīn)和(hé)完善磨刀工藝,更進一步提高加工效率,即磨削工(gōng)藝由原來的一次裝夾隻能完成粗加工或精加工(gōng)一道工序, 改(gǎi)為一次裝夾(jiá)完成粗精加工順序磨削兩道工序, 提高磨削效率(lǜ)和降低加工成本[12],這就需要研發一種(zhǒng)具有雙磨頭的磨刀設備。因(yīn)此研發一種高效率、高精度磨削刀剪的數控雙頭單(dān)麵專(zhuān)用磨床顯得十分(fèn)重要, 是提高刀剪產品(pǐn)質量的高(gāo)精、高效磨削設備。
2 、刀剪專用數控雙頭(tóu)單麵磨床總體方案
2.1 設計要求
目的(de)在(zài)於克服現有的工藝技術局限和不足, 提供一種雙磨頭結構、裝夾快捷、定位精度高、適用於多種規格和各種材料的磨(mó)削刀剪的數控雙頭單(dān)麵專用數控機床(chuáng)。 因此設計時應滿足以下幾點(diǎn)。
(1) 主傳動鏈設計。 要求雙動(dòng)力頭頭, 雙傳動鏈結構,傳動效(xiào)率高,有足夠的動力和在較大範圍變(biàn)載荷下有較穩定的高轉速。
(2) 機床主體的基礎件床身(shēn)及(jí)底(dǐ)座的設計要比一般機床的剛度要高。在滿足支承雙(shuāng)磨頭結構的情況下(xià),保證在任(rèn)何負載條件下不允許出現振動現象。
(3) 雙主(zhǔ)軸設計(jì)。 在(zài)滿足轉矩要求的條件下,應保證主軸徑向、軸向的(de)跳動精度;保證長期在高壓水霧(wù)工作環境下具有足夠的密封效(xiào)果;選用主軸副形式,應配專用的調隙機構。
(4) 數控係(xì)統的設(shè)計選用。 數控係統應保證定位精度和重複定位(wèi)精度滿足磨(mó)削刀具(jù)要求, 能完成三軸聯動的輪廓控製。
(5) 伺服驅動係統設計。 采(cǎi)用半閉環(huán)控製,可實現監(jiān)控雙磨頭動作。
2.2 設計參數
主軸轉速最(zuì)大值為(wéi) 4 000 r/min; 主軸徑向跳動≤0.01 mm;主軸軸向跳動≤0.005 mm。機床定位精(jīng)度為 0.002 mm;機床重複定位精度為0.004 mm。
導軌縱(zòng)向直線度≤0.02/1 000 mm;導軌橫向平行度≤0.04/1 000 mm。每件磨削時間為 40~50 s。 磨削效果:表麵粗糙度(dù)要求 Ra=0.4~3.2 μm,刃口、剪切表麵粗糙度要求(qiú) Ra=0.2~0.4 μm。粗磨削深度為 3 mm;精磨削深度為 0.5 mm;最大(dà)進(jìn)給(gěi)量為 5 mm/s。專用磨削指令:設計專(zhuān)用數控指令(lìng)和刀剪 PLC 專用程序。
其它要求:低能耗,低噪聲(shēng),低汙染。
2.3 主傳動鏈設計(jì)
電機 1—皮帶輪 1—主(zhǔ)軸 1; 電機 2—皮帶輪 2—主軸 2。
2.4 整機布局
整 機(jī) 由 數 字 控(kòng) 製 係 統 及(jí) 機 械 本 體 組
成,其總體布局如圖 1 所示。
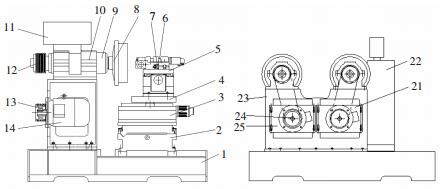
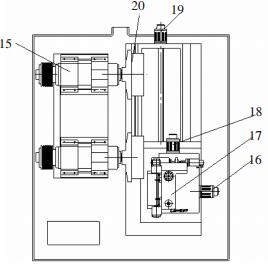
圖 1 刀剪專用數控雙頭單麵(miàn)磨床總體布局圖
1. 床身底座 2. 床身 3. 中滑座 4. 上滑 座(zuò) 5. 工 作 台 6. 旋 轉 消 隙 機 構7. 刀 架 機 構 8. 砂 輪 頭 架 9. 砂 輪 頭(tóu)架座 10. 雙主軸驅動組件 11. 數控係統(tǒng)控製麵板 12. 被動皮帶輪 13. 主動皮(pí) 帶 輪 14. 主 電 機 15. 主 電 機 16. Z向伺服驅動裝置 17. 底板 18. X 向伺服驅動(dòng)裝置(zhì) 19. 工作台伺服驅動裝置20. 砂 輪 頭 架(jià) 21. 電 機 底 板 22. 數 控係 統 23. 雙主軸驅動部件支承架24. 雙主軸驅(qū)動組件 25. 電機底板
3 、工作原理(lǐ)及關鍵技術(shù)
3.1 工作(zuò)原理
電(diàn)機通過帶輪,將動力傳輸到主軸副,主軸帶動砂輪(lún)安(ān)裝盤旋轉,實(shí)現主運動。 進給運動由進(jìn)給伺服係統控製, 伺服電機帶動滾珠絲杆副旋轉,實現縱(zòng)、橫向進給。 同
時,伺(sì)服電機驅動絲杆(gǎn)螺(luó)母副旋轉,帶(dài)動齒條齒輪齧合,完成刀座旋轉(zhuǎn)運動,通過數控係統控製而使數控磨床能完成三軸聯動切運動。
圖 1 所示為磨削刀剪的數(shù)控雙頭單麵專用磨床, 機架(jià)一側沿 X 軸方向安裝有(yǒu)雙主軸組件, 每套主軸組件前端安(ān)裝砂輪頭架(jià), 後端接有由電機(jī)通過皮帶驅動的皮帶輪; 機(jī)架上表麵安裝可沿 X 軸移動的下(xià)滑(huá)座, 下滑(huá)座上(shàng)麵安(ān)裝了可沿(yán) Z 軸移動的(de)中滑座, 中(zhōng)滑座的上表麵安裝可沿(yán) X 軸移動的上滑座,在(zài)上(shàng)滑座上麵安裝工作台,工作台上安裝刀架機構, 刀架機(jī)構上安裝有刀座,刀座上(shàng)安裝有刀座夾板,其中,主軸組件安裝在主軸組件支座上,電(diàn)機安裝在電機支座(zuò)上。
刀架機構是可(kě)調的,一端通過鉸軸與工作台鉸接,另(lìng)一端通過鎖銷安裝在工作台(tái)上的(de)滑槽內, 並安裝有鎖銷的鬆緊手柄,鬆開(kāi)鬆緊手柄,刀(dāo)架機構可繞水(shuǐ)平麵擺動,從而可調(diào)節磨削角度,同時刀座固定在旋轉消隙機構上,隨旋轉軸轉動,旋轉軸通過消(xiāo)隙傳動機構與伺服電機連接, 通(tōng)過(guò)伺(sì)服係統控製實現刀架繞刀架軸轉動。雙主軸組件的軸心(xīn)位於同一水平麵上,等高平行(háng)放置(zhì),兩個砂輪頭架上分別安裝粗、精加工砂輪。
下滑座、中滑座、上滑座分別由各自的(de)伺服(fú)電機驅動裝置控(kòng)製,可(kě)分別控製(zhì)其直線移動。
磨削時刀具安裝於刀座(zuò)上(shàng), 由中滑座的 Z 軸移(yí)動實(shí)現磨削深度的進給(gěi)控製,由(yóu)上滑座的 X 軸移動實現磨削主進給移動, 由刀座的擺動和旋(xuán)轉軸的轉動(dòng)實現刀具麵的曲麵控製磨削, 由(yóu)下滑座的快速移動實現(xiàn)刀具從一個砂輪的磨削(xuē)轉移到另一個砂輪的磨削(xuē), 達到了在同一台(tái)機床上實現刀具的粗精磨削加工工藝。
數 控 係 統 選(xuǎn) 用(yòng) 廣 州 數 控 設 備 有 限 公 司 生 產 的980T 數控係統,實現(xiàn)機床的數字控製(zhì)功能。
3.2 關鍵(jiàn)技術
設計刀剪專用數控雙頭單麵磨床的主要目的是在具備高精度的前提下,能(néng)更好地提高加工效率,因而在主運(yùn)動係統、 工作台的驅動係統及專(zhuān)用(yòng)加工指(zhǐ)令等關鍵技術方麵的(de)設計顯(xiǎn)得非常重要。
3.2.1 工作台的驅(qū)動係統設計
刀(dāo)剪專用數控雙頭單麵磨床的最關鍵結構是雙(shuāng)主運動雙主軸(zhóu)結構,如圖 2 所示,因而相應的工作台(tái)驅動裝置需與之相應設計,並應具有的特點是:一次裝夾實現粗、精加工的順序進行,選擇的導軌(guǐ)結構需滿足使用要求,且要具有反向間隙(xì)自動調整結構(gòu)。
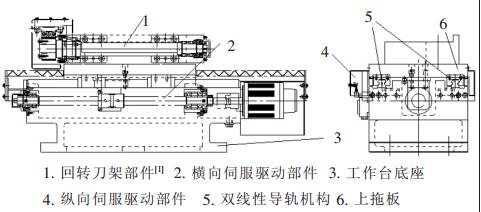
圖 2 刀剪專用數控雙頭單麵磨床工作台布(bù)局圖
工作台由底座及上拖板兩部分組成, 其上安(ān)裝了回轉刀架部件[13-14],配合縱(zòng)、橫向兩(liǎng)軸移(yí)動,磨床可完成三軸聯動磨削。回轉刀架設計的消隙機構(gòu),可消除刀(dāo)架回轉時的反向間隙,保證磨削精度,同時刀架機構是可調的,一端通過(guò)鉸軸與工作台鉸接,另(lìng)一(yī)端通過鎖銷安裝在工(gōng)作台上的滑槽內,並安裝有鎖銷的鬆(sōng)緊手柄,可根據刀(dāo)剪幾何形狀的不同,調整不同擺角安裝刀剪;工作(zuò)台底座和上(shàng)拖板的配(pèi)合(hé)麵選用(yòng)雙線性導軌(guǐ)機構,因(yīn)線性導(dǎo)軌精度高,一方麵可(kě)保證運動精度,另(lìng)一方麵雙導軌更能滿足工作台高剛性及高穩定性(xìng)的要求。 橫向驅動(dòng)由伺服電機帶動滾珠絲杆運動, 線性導軌及滾珠絲杆兩者配合工作, 是保障機床的定位精度及重複定位精(jīng)度的雙重結構。
3.2.2 主運動的驅動係統設計
主運動的(de)驅動係統(tǒng)是機床的主要關鍵部分, 因為設計的是雙磨頭(tóu),所以需兩條主運動路線,其結(jié)構布局如圖 3 所示。
圖 3 刀剪專用數控雙頭單麵磨床(chuáng)工作台布局圖
兩套主軸組件采用主軸(zhóu)副[4,12-13],在兩台電機的驅動下,由皮帶輪帶動主(zhǔ)軸旋轉,實現主運動,安裝時需保(bǎo)證兩主軸(zhóu)的(de)軸心位於同一水平麵上,等高平行放(fàng)置,兩個砂輪頭(tóu)架上分別安裝粗、精加工砂輪。
3.2.3 專用程序設計[5]
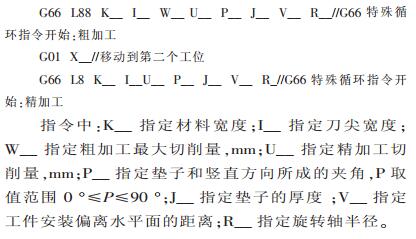
為了更好地發揮雙磨頭高效切削的功能, 在(zài)設計時(shí), 根(gēn)據(jù)磨刀工藝, 對所選用的數控係統進行二次開發,如圖 4 所(suǒ)示,開發專用加工程序 G66L8,運(yùn)行本機(jī)床(chuáng)時,可(kě)直接調用該程(chéng)序運行(háng),不用重編程序,當然,不同的(de)加工刀具及(jí)加工材料,可以靈活修(xiū)改加工參數。其格式如下。
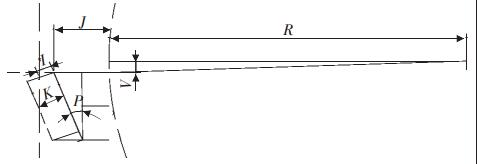
圖 4 專用程序指令示意圖
G66 L88、G66 L8 為三軸磨(mó)刀專用指(zhǐ)令,該指令是(shì)根(gēn)據刀具表麵的曲(qǔ)麵形狀要求而(ér)設置的(de), 其運行軌跡是:通過參數(shù)賦值後,由數控係統發出(chū)指令,通過伺服係統驅動,磨床(chuáng)刀架作 X、Z 向聯動的同時刀架可繞 X軸旋轉(zhuǎn),其運動軌跡與刀背麵的形狀一致,因此用此指令編製的程序其磨削軌跡與刀麵形成(chéng)原理一致, 從而保證加工質量。 該指令的格式及涵義如下:
4 、專用數控磨床的應用
現以廣(guǎng)東銀鷹實業集(jí)團(tuán)有限公司使用該刀剪專用數控雙頭單麵磨床(chuáng)為例, 分析說明本專用磨(mó)床(chuáng)的具體使用情況。 該公司使用專用數控磨床磨削家用小刀及剪(jiǎn)刀的圓(yuán)弧曲麵。
家用小刀(dāo)及剪刀的加工工序是: 先加工好(hǎo)基準平麵,以基準平麵定位(wèi),利用專用夾具裝夾好(hǎo),安放(fàng)於磨削刀剪的數控雙頭單麵(miàn)專用磨床的工作台上。啟動機床,機床作原點複位,對刀(dāo),建立零件(jiàn)加工原點,調(diào)用專用程序,調整加工參數。加工工件過(guò)程為(wéi):
先(xiān)粗磨圓弧曲麵,由數控係統發出執行指令(lìng),伺服係統驅動(dòng)進給執行機構直線移動;Z 軸進給伺服驅動機構(gòu)使(shǐ)中滑座(zuò)起作用,使刀具作縱向直(zhí)線移動;X 軸進給伺服驅動機構使上滑座起作用, 使刀具作 X 向移動;兩機構及旋轉消隙機構和刀架機構同時作用, 達到磨削圓弧曲麵切削。粗(cū)加工完成後,由下滑座(zuò)的快速移動實現刀具從粗加(jiā)工砂輪的磨削轉移到精加工砂輪的磨(mó)削加工,即在同一台機床上(shàng)實現刀具(jù)的粗、精磨削。加工效果為: 內圓弧麵(miàn)的表麵粗糙度值可達 Ra=0.2~0.4 μm,表麵光滑,無任何刀痕。 每件刀剪完(wán)成加工時間為 40~50 s,達(dá)到高效高(gāo)精度(dù)的設計目的。
5 、結束語
高精刀剪專用數控雙頭單麵磨床的(de)特點如下。(1) 實現一(yī)次裝夾(jiá)完成刀剪圓弧曲麵的粗、 精加工(gōng),提高加工效率,解決了刀剪加工效率低、成本高、表麵加工精度低等問題(tí),有效縮短了(le)加工時間,降低勞動強度和勞動成本,提高了工作(zuò)效率和經濟效益。(2) 在主軸轉速 4 000 r/min、 磨削(xuē)深度 0.5 mm、定位精度 0.002 mm、 每(měi)把刀剪加工時間 40~50 s 的(de)參(cān)數下,達到了高效、高精度磨削刀剪的目的。
來源(yuán):
1. 廣東石油化工學(xué)院 機電工程(chéng)學院 2. 廣(guǎng)東省茂名市永順機械有限公司 3. 廣東省(shěng)茂名市技工學校
如果您有機床行業、企(qǐ)業相關新聞稿件(jiàn)發表,或進行資訊合作,歡(huān)迎(yíng)聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新能源汽(qì)車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能(néng)源汽(qì)車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據