


摘要: 近年來,機械行業競爭越來越激烈,許多企業對生產效率和產品質量(liàng)都提出(chū)了較高的要求。市場競爭要求產品既要質量好,又要成本低。使用工裝(zhuāng)夾具可以實現工件的快速裝夾,減少(shǎo)輔助加工時間,降低加工成本。本文設計了一套鏜床一套筒零件(jiàn)內孔加工的專(zhuān)用夾具。其特點是結構緊湊,操作迅速(sù)、方便、省力,可以保(bǎo)證較高的加工精度和生產效率。
0 引言(yán)
在機械切削加工過程中,通過(guò)使(shǐ)用夾具(jù),可以更加精(jīng)確(què)地固定切削(xuē)工件的位置,從而在很大程度上提高切削的質量。隨著(zhe)機械切削工(gōng)藝技術水平的(de)不斷提高,對夾具的使用標準要(yào)求也越來越高,可以說,要想(xiǎng)實現更高精度的切削,沒有設計科(kē)學,使(shǐ)用恰當的夾具是不行的。夾具的輔助作用,通過固定工價(jià)的準確位(wèi)置來實現,因為在實際切(qiē)削作業過程中(zhōng),由於機械設備的震(zhèn)動,會導致工件的位置發生一定程度的位移,在這種情況下,就需要使用(yòng)合適的夾具,對切削工件進行(háng)固(gù)定,從而為提高工件的切削精度奠定基礎。除此(cǐ)之外,通過(guò)使用夾具,還可以提高零件(jiàn)的互換性,使得切削加工作業的勞動生產率得到提高,在改(gǎi)善車間切削技術技術(shù)工人作業環境的同時,還可以進一(yī)步(bù)減輕他們(men)的勞動強(qiáng)度。
1、 夾具的分類
現階段在機床實際切削加工作業過(guò)程中,比較常用的(de)夾具有如下5 類,即:①通用夾具(jù):這種夾具,是常見的標準化夾具,在合理的條件下,使用這種夾具可以對一些工件進(jìn)行加工,能夠滿足符合切削加工條件的工件,基本上都可(kě)以使用。②專用夾具:這種(zhǒng)夾具,顧(gù)名思義,就是為了加工某一工件或(huò)在某一(yī)機械切削工序中必須使用而專門設計的夾具,由於是專門設計的夾具,對於相關零件(jiàn)的位置控製更加準確,並且使用過程(chéng)相對簡單,可以提高工件的(de)切削精度。③通用可調夾具和成組夾具:該類夾具的主要(yào)特點是(shì)可以根據所工作環境和切削工(gōng)件的不(bú)同,而更(gèng)換部分原件,並(bìng)且其裝置也可以進(jìn)行適(shì)當的調整,以適應不同的切削工件。④組合夾具:組合夾具是指(zhǐ)按零件的加工要求,由一套(tào)事(shì)先製造好的標準元件和部件組(zǔ)裝而成的夾具。由專業廠家製造,其特點是靈活多變,萬能性強,製造周期短、元件(jiàn)能反複(fù)使用,特別適用於新產(chǎn)品的試製和單件小批生產。⑤隨行(háng)夾具:隨(suí)行夾具是一種在自動線上使用的夾具。該夾具既要起到裝(zhuāng)夾工件的作用,又要與工件成為一體沿著自(zì)動線(xiàn)從一個(gè)工位(wèi)移到下一個工位,進(jìn)行不同工序的加工。
2 、工藝分析
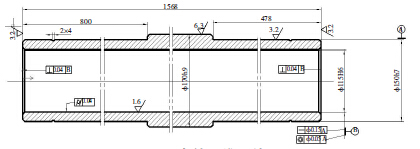
圖1 套筒二維零件圖
2.1 零件分析該零件為一套筒類零件(jiàn),主要起支承和導向作用,其(qí)孔長與直徑之比為13.6,屬於典型(xíng)的長套筒零(líng)件。其技術要求為:①孔的技術要(yào)求。Φ130 的孔與回轉軸頸相配合,其直徑的精(jīng)度為IT6,內孔圓柱度誤差不大(dà)於0.04mm,表麵粗糙度為(wéi)Ra1.6μm。②外圓表(biǎo)麵要求。外圓與基(jī)座孔相(xiàng)配合,它(tā)是套筒的支(zhī)承表麵,其(qí)尺寸精度為IT7,形(xíng)狀尺寸(cùn)精度控製在(zài)外徑公差範圍內。Φ168 外圓柱麵的表麵粗(cū)糙度為Ra6.3μm,Φ150 外(wài)圓柱(zhù)麵的表麵粗糙度為Ra3.2μm。③孔與外圓的同(tóng)軸度。內孔對兩端支承外圓(yuán)的同軸度允差為Φ0.05mm。④軸線與端麵(miàn)的(de)垂直(zhí)度要求。內(nèi)孔軸線與(yǔ)端麵(miàn)的垂直度誤差不(bú)大於0.04mm。
2.2 零件製造工藝經(jīng)以(yǐ)上(shàng)分析,確定(dìng)零件加(jiā)工工藝如表1 所(suǒ)示。
3 、夾具設計原則
機床夾具的主要功能在機(jī)床上加工工件時,通過夾具將(jiāng)工件固定在相應的位置上,同(tóng)時,為了能夠是工件在整個切削工序中,得到恰當的切削(xuē),就需要夾(jiá)具控製的工件跟隨機床切刀相對運動,並(bìng)且二者之間要保持合理的位置。對於長套筒零件,為保證內(nèi)外圓同軸度,加工外圓時,其裝夾(jiá)方式常采用下(xià)麵兩種:用頂尖頂住兩端孔口的倒角;一頭夾緊外圓另一端(duān)用中心架支承(chéng)或一頭(tóu)夾緊(jǐn)外圓另(lìng)一頭用後頂尖頂(dǐng)住。加工(gōng)內孔時,一般采用夾(jiá)一頭,另一頭用(yòng)中心架支承(chéng)外圓。
本文的論述中,重點分析的是內(nèi)孔加工(gōng)的專用夾具,該夾(jiá)具的設計要點,第一,要保證夾具的強度(dù)和(hé)剛度可以滿足大(dà)部分零件切削加工的需要。第二,對於(yú)夾具(jù)的結構要求緊奏,占用空間較小,因為是實際車床切削零(líng)件時,如果夾具占用的(de)空間較大,則會(huì)影響工序的正常進行。第(dì)三,夾(jiá)具的製(zhì)造(zào)成本要(yào)相對低廉,並且安裝和操作也應簡單(dān),在實際(jì)使用過程中,可以(yǐ)有效降低切削工人(rén)的勞動強度(dù)。簡要來說,夾具設計的基本要求有以下幾個方麵:①可以實現對工件的快速準確裝夾,並且夾具自身在機床上快(kuài)速(sù)定位和裝夾。②操作方便(biàn)省力,降低操作(zuò)者的勞動(dòng)強度,提高工作效率(lǜ)。③夾緊力在一(yī)定(dìng)範圍內可調,裝夾可靠。④體積小、結構緊(jǐn)湊、便於工件裝卸(xiè),易於加工、維護和清理。
4 、夾具設計
本設計的夾具結構二維(wéi)圖如圖2 所示,主要由V 型座1、套2、定位套3、校正塊4、連接螺釘7 和緊定螺釘8等構成。
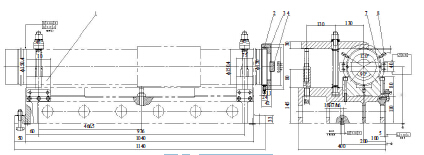
圖2 夾具裝配圖
4.1 工件的定位在此道工序之前,兩端麵與(yǔ)主要外表麵已加工完畢,因此在(zài)夾具設(shè)計時,外圓柱麵的軸心線和一端麵為(wéi)定位基(jī)準,定位基準麵(miàn)是Φ150 圓周麵及一端麵,定位元件是2 個V 型塊和定位套,即一夾一(yī)頂式(shì),限製了5 個自由度。本設計中,V 型座1 的結構如圖3 所(suǒ)示,其(qí)底座用(yòng)螺栓固定在機床的工作台上;端麵定位利用定位套3 和校正塊4 實現,其(qí)結構如圖4 所示(shì)。
4.2 工件的夾緊夾具使用時(shí),先將零件放置在2 個V 型塊定位槽(cáo)中(zhōng),並使其右端(duān)麵頂在(zài)定位套3 中孔Φ160的(de)右端麵上,裝上張緊板並擰緊(jǐn)張緊螺母將工件夾緊。張緊螺杆設計在套筒兩端處,保證受力平衡。張緊板上端麵的高度(dù)可以根據需要,通過調節擰緊螺母來控製工件上夾緊力的大小(xiǎo)。另外,由於工件長度教(jiāo)長,在距V 型塊466mm 處,增加(jiā)了起支承作用的(de)托架,以防止零件(jiàn)在加工過程中由(yóu)於剛度不足引(yǐn)起的(de)變形。
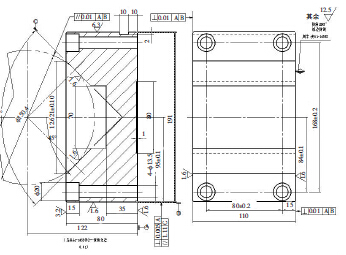
圖(tú)3 V 型塊零件圖
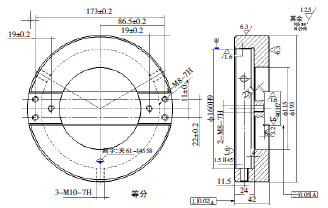
圖4 定位套零件(jiàn)圖
5 、夾具的(de)使用效果(guǒ)
5.1 加工質量采用(yòng)工裝加工(gōng)後,不但定位精確,而(ér)且由於各夾緊麵都為麵接觸,夾緊可靠,而(ér)且有效地保護了工件已加(jiā)工麵,工件加(jiā)工質量大大提高。通過現場(chǎng)多批(pī)次零件實際加工檢驗,該工裝(zhuāng)完全能夠滿足工件的加工精度要求,合格率達到100%。
5.2 效率及成本通過(guò)使用專用夾具,在實際切削作(zuò)業過程中,可(kě)以使得工件固定的(de)更加穩定,提高切(qiē)削工作的穩定性和安全性,能夠(gòu)有效(xiào)縮減輔助工時。另(lìng)外,專用夾具的使(shǐ)用,還(hái)可以在很大程度(dù)上提(tí)高(gāo)工件(jiàn)的剛(gāng)性,使得切削工件的質量(liàng)更加穩定(dìng),有效降低殘品率、廢品率,使得機床切(qiē)削工序的整體成本得以(yǐ)降低。
5.3 勞動強度通過采用該工裝(zhuāng)進行產品加工,可以在一定程度上降低對技(jì)術工人工(gōng)作(zuò)技能的依賴,提(tí)高了操作的安全性和舒適性,有效降低了機(jī)床切削操作工人的勞動強度。
6 、結論
此套筒零件屬於雖然結構簡單,但是(shì)尺寸教大,通用夾具難以滿足要求,因此根據實際情況設計了專用夾具,這(zhè)樣中夾具在固定工(gōng)件時,能夠以較快的速度進行裝夾,提高工件的固(gù)定速度(dù),大幅度降低輔助加工時間,從而有效降低機床(chuáng)零件切削的成本,而且此夾具使用方便,製造加工容(róng)易,成本也不高,也(yě)能很好地保證產品質量(liàng)。
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網(wǎng)編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
金馬")
牌(pái)調查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車(chē))產量數據