


摘要:本文通過對我(wǒ)廠現場PRORECTIF93工件軸的軸(zhóu)承易損壞的問題進行分析,提出解決和優化(huà)方案:在原來基礎上增(zēng)加氣密封用(yòng)來阻止外界雜質,有效地保護並延長軸承壽命,同時也(yě)保護了工件軸(zhóu)箱體的精度,取得了成效。
我(wǒ)廠變速箱分廠熱後線的5 台設備XF1014、XF1015、XF1026、XF1039和XF1040是法國PRORECTIF93的磨(mó)床,已使用(yòng)10年左右。其(qí)中,XF1014、XF1015和XF1026采用斜切入式
加(jiā)工方式,用來加工1~5擋齒輪的錐麵和端麵;XF1039/1040采用切(qiē)入式加工方式,用來加工(gōng)二軸花鍵麵和軸頸。
1. 問題
工件軸( 俗稱頭架(jià)) 為磨(mó)床不可缺少的一部分,在加工精度方麵扮演(yǎn)著(zhe)非常重要的角色,其主要靠主軸的製造精度和軸承的裝配(pèi)精(jīng)度來保證。但是我們發現一個問題, 就是軸承使用壽命非常短,約每半年XF1039、XF1040就要更換一次軸承,最(zuì)多(duō)每一年XF1014、XF1015和XF1026就要更(gèng)換一次頭架軸(zhóu)承。
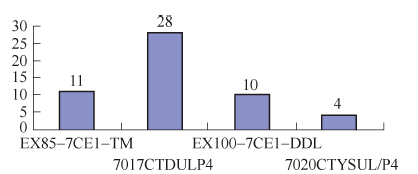
圖1 內(nèi)磨床頭架軸承消耗情況
圖1簡單統計了(le)5台設(shè)備在(zài)3年內磨床頭架軸承(chéng)的消耗情況。圖中,EX85、EX100軸承(chéng)是以組為單位,2套/組;7017、7020的(de)是以套為單位,折(shé)合成組軸承(chéng)為28套/2=14組和(hé)4套/2=2組;7017可替代EX85,7020可替代(dài)EX100。其(qí)中左邊是X F 1 0 1 4 、XF1015和XF1026的頭架軸承,而右邊的是XF1039、XF1040的頭架軸承,每台磨床的軸承裝機量如圖2所示。
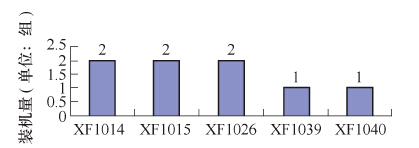
圖(tú)2 每台磨床的軸承裝機量
由(yóu)於(yú)使(shǐ)用的是SNFA軸承,通過(guò)SNFA軸承使用手冊,得到相關的一些數據以及計算軸承理論壽命的曲線(xiàn),並通過該曲線來查(chá)找相對應的軸承理論壽命(見圖3)。
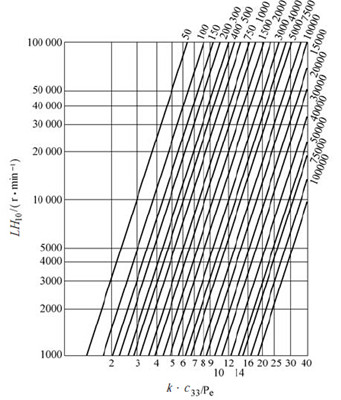
圖3
同時, 根據現場提供的頭架(jià)軸承的轉速,XF1014/XF1015/XF1026的轉(zhuǎn)速為500r/min,X F 1 0 4 0 / X F 1 0 3 9 的轉速為200r/min,通(tōng)過曲線圖表(注:關於軸承壽命計算公式可以(yǐ)查(chá)看(kàn)相關軸承手冊) , 配合相(xiàng)關數據, 我們可以得到這(zhè)樣(yàng)的(de)結論: 在(zài)當前轉速下, 5 台磨床的頭架軸(zhóu)承的正常使用理論壽命為100 000h按一年300個工作日,每天22h運(yùn)轉,則可以使用100 000/300/22≈15年。當然這隻是個理論值,考慮到實際情況,在(zài)正常使用下,3~5年軸承肯定沒(méi)問題。但是按(àn)照(zhào)我們目前更換軸承的情況來說,每半年或(huò)一年就更換,就極為(wéi)不正常了。
2. 問題分析(xī)與解決
通過檢查每次(cì)更換下的軸承損壞情況,都有一(yī)個共(gòng)性:就是(shì)工作期間大量切削液夾(jiá)雜著磨屑進入(rù)到軸承內部。為什麽會有雜質進入到內部(bù)呢?我們來(lái)看下結構:以XF1040頭架結構為例(見圖4)。
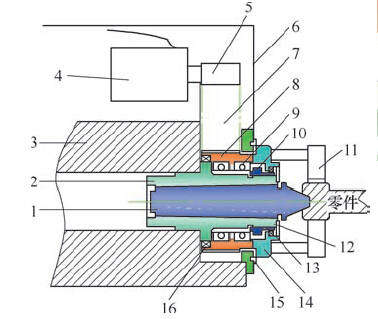
圖4
1.頂尖 2.心軸 3.頭架箱體 4.電動機5.帶輪 6.防護罩 7.同(tóng)步帶(dài) 8.帶輪 9.軸承10.鎖緊螺母(mǔ) 11.撥盤 12.擋水(shuǐ)盤13、16.骨架油封 14.傳動法蘭 15.V形密封圈
通過結(jié)構(gòu)圖, 我們很容易就發(fā)現問題出在加工工(gōng)件的過程中,主要原因是磨屑夾雜在骨架油封唇邊上使骨架油封結合麵磨損,再通過骨架油封和鎖緊螺母的磨損麵進入到軸承內部(見圖5)。
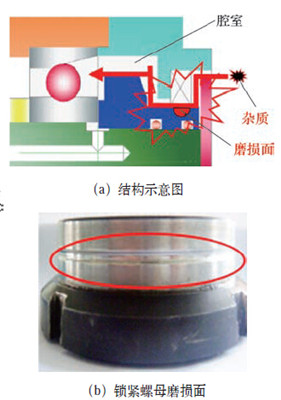
圖5
問題是找到了, 更換(huàn)鎖緊螺母、骨架密封就可以了,但是這並不是我們的最終目的,因為僅僅(jǐn)是更換,螺母一樣會磨損,雜質還是一樣進入到軸承內部,軸承還是一樣頻繁地損壞。同時(shí)頻繁地拆裝軸承也會(huì)導致頭架本體孔的磨損, 破壞其精(jīng)度, 一旦破壞到一定(dìng)程度,整個頭架就(jiù)報廢(fèi),會嚴重影響車間的生產,甚至導致停產, 尤其XF1039/XF1040是唯一設備,重要性就不用說了。如何做才能尋找到一個(gè)有效的辦法,能阻止切削(xuē)液夾(jiá)雜著磨屑進入到軸承內部,使軸承使用壽(shòu)命能達到或接近其理論值呢?
3. 改造優化
回到結構圖,我們看到在鎖緊螺母和骨架油封,靠軸承端有一個腔室,如果能在這個腔室內充滿一定的介質,使該介質能阻止雜質進入就(jiù)可以。我們就考慮使用壓縮空氣來充當該介質充滿腔室,既氣密封。
氣密封是將壓(yā)縮空氣導(dǎo)入需要密封的結構內部使內部形成一個壓(yā)力腔,氣體的壓力和(hé)走向(xiàng)可有效防止加工時切削液及外部雜質(zhì)進入密封腔內。而且在工廠內壓縮空氣的資源是很豐(fēng)富的(de),氣源多,安裝方便(就這幾台設備來說,我們曾(céng)將這5台磨床(chuáng)的安全門進行自(zì)主改造,取消了控製門運動的氣路,隻需要將該氣路引(yǐn)到頭架(jià)就可(kě)以。同時,因為(wéi)壓力低,麵積小,氣密封(fēng)所消耗的氣資源遠遠小於原來門所消耗的氣資源)。
開始動手進行改造:(1)通過經驗以及手段判斷心(xīn)軸的硬度(dù)不硬,可以加工,在心軸上開啟兩個氣孔(見圖(tú)6)。
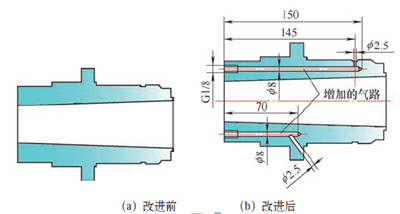
圖6
(2)重新(xīn)加工擋水盤。紅(hóng)色部位是擋水盤, 與(yǔ)改進前相比,擋水盤的外圓尺寸由128mm增加到132mm,擋水盤與傳動法蘭之間的間隙由原來的2.5mm縮(suō)小到0.5mm,便於壓縮空氣形成氣幕,有效地防止外部雜質侵入(見圖7)。
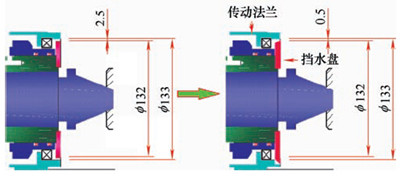
圖7
(3)引氣(qì)源。從調壓閥處引出氣源,管徑8mm氣管(guǎn)進入設(shè)備內部後用(yòng)三通將氣路分為兩(liǎng)支管徑6mm的氣路。在頂尖潤滑法(fǎ)蘭(lán)上(shàng)鑽兩個(gè)φ 8mm孔,將(jiāng)氣管引入聯接在心軸上(shàng)(見圖8)。

圖8
(4)設定氣體的壓力。我(wǒ)廠(chǎng)的壓縮空氣的壓力一般在0.4~0.6MPa,如何調整壓力在合適(shì)的範圍內? 通過《機械設計(jì)手冊》(第2版)我(wǒ)們(men)查到如下字段:旋轉軸唇形密封圈適(shì)用於安裝在設備中的旋轉軸端,在壓差(chà)≤0.05MPa的條件下,對流體和潤(rùn)滑脂起密封作用。以此為參考,我們(men)將(jiāng)調壓閥(fá)的壓力(lì)調整到0.05MPa。
(5)效果驗證。用含有洗手液的液體澆在頭架上驗證效果,大量氣泡產生(shēng),說明壓縮空氣(qì)達到理想密封效果(見圖9)。

圖9
4. 結語
自該工作實施以來, 所有頭架軸承已使用兩年有餘(yú), 未(wèi)出(chū)現精度走失、損壞的問題,徹底解決5台(tái)設備磨床頭(tóu)架軸承頻繁損壞的故障, 降低設備的故障時間( 平均每年更換軸承時間為120h);同時對頭架本體起到了很(hěn)好的保護作用( 前麵提過:頻繁地拆裝軸承也會導致頭架本體孔(kǒng)的磨損, 破壞其精度, 一旦破壞到(dào)一定程度, 整(zhěng)個頭架就(jiù)報廢) ; 而且降低(dī)了維修費(fèi)用:在3年時間因更換軸承所消耗的資金約(yuē)為153 087.79元,平均每年消(xiāo)耗51 029.26元。將每(měi)年更換軸承(chéng)的時間折合為:按(àn)生產節拍為70件/h,工時成本為5.39元,則為:120×70×5.39=45 276元/年,加 上 節(jiē) 約 軸 承 成 本(běn) , 總 共 能 為公司節約:51 029.26+45 276=96 305.26(元/年)。
目前我們已將氣密封通(tōng)過自主(zhǔ)改造(zào)運用在這5台設備的砂輪架(俗稱:磨頭)上,用來(lái)阻止切削液夾雜著磨屑進入到動靜壓(yā)軸(zhóu)承內部,也取得不錯效果。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
州金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承(chéng)出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘用車(chē)(轎車)產量數據