



基於華中車削數控係統的螺紋加工(gōng)技術研究
2023-9-21 來源:武漢交(jiāo)通職業學院 作者:宋豔(yàn)麗
摘(zhāi)要:螺紋加工是(shì)車削加工的重要加工方式,也是產(chǎn)品加工過程中(zhōng)使用頻次最高和最容易出問題的環(huán)節。如果螺紋退(tuì)尾(wěi)參數設置不正確,可能會導(dǎo)致零件退尾痕跡不美(měi)觀,影響加工質量。通過正確使用螺紋加工 G 代碼,運用(yòng)退尾極限計算公式,分析X軸加速度與退刀角度的關係,能有效解(jiě)決螺紋加工(gōng)問(wèn)題,保證產品穩定加工,為螺紋加工提供借鑒。
關鍵詞:車削(xuē)加工;螺紋加工;數控(kòng)係統;退尾參數;G 代碼;退尾極限
華中(zhōng)數控係統具有開放的程(chéng)序使用環境,為完成各種加工工藝的需求可進行任意組合 [1]。螺紋加工指令延續了(le)開放的使用環境,通過更(gèng)改(gǎi)參數和 G 代碼格式,可以(yǐ)實現不同形狀、不同類型以及不同方式的螺(luó)紋類零件加工,從(cóng)而滿足客(kè)戶的定製化需求,適配(pèi)不同的使用環境,保證產品穩定(dìng)高效生產,以便解決企業存在的相關問題。
1、螺紋常(cháng)見情況
常用的螺紋指(zhǐ)令包括 G32(單段螺紋)、G82(螺紋固定循(xún)環)以及 G76(螺紋複合循環(huán))。其中,G82和 G76 根據常用的(de)加工及使用習慣,將 G00 定位和G32 螺紋指令進行有序結合,實現了用簡單指令(lìng)完成複雜加(jiā)工軌跡控製的功能。
工(gōng)件從毛坯到加工(gōng)出合格的螺紋必須經過多(duō)次切削 [2],分別如圖 1 和圖 2 所示。繁複的進(jìn)退刀意(yì)味著操作工需(xū)要(yào)前期編寫大量的(de)單一指(zhǐ)令 G 代碼。根據螺紋指令(lìng)的(de)使(shǐ)用特(tè)點整合重複動作,提煉出具有固(gù)定軌跡的循環指令或更加(jiā)複雜的複合循環指令,可以(yǐ)幫助編(biān)程者或操作者更加簡便地(dì)操作(zuò)機床(chuáng)。
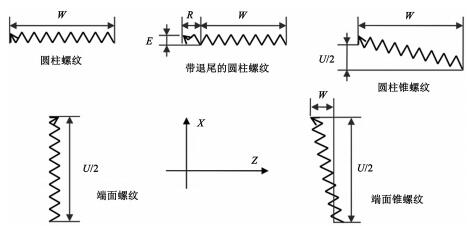
圖 1 G32 單段螺紋加工軌跡
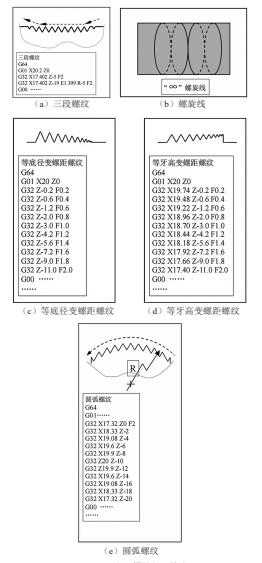
圖 2 G32 多段(duàn)螺紋加工(gōng)軌跡
采用固定循環指令 G82 進行螺紋加工(gōng)。當工件沒有螺紋(wén)退刀槽時,為使螺杆具有更(gèng)高的剪切強度和更好的美觀(guān)效果(guǒ),通(tōng)常在螺紋加工(gōng)結束段增加一段深度逐(zhú)漸減小而(ér)螺距不變的退刀軌(guǐ)跡。為簡化編程,進口係統設置一個螺紋退刀角度參(cān)數項 45°,即(jí) X 平麵和 Z 平麵(miàn)上(shàng)退刀(dāo)軌跡和長軸夾(jiá)角為 45°。
2、解決方案
華中車削數控係統在(zài)使用 E、R 退尾時,由於操作者對機床特性理解不夠,導致退尾痕跡不美觀。下(xià)麵將(jiāng)針對相關機械特性參(cān)數對螺紋收尾軌跡的影響進
行(háng)說明 。
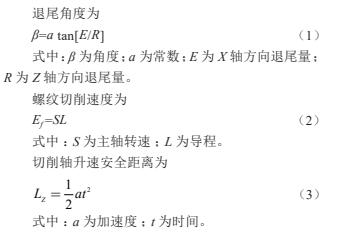
除了保證足夠的安全起刀距離,螺紋切削結束後,也要保證(zhèng)足夠的退刀(dāo)距離。由於螺紋切削過程中需要保證螺(luó)紋導程的一致性,切削(xuē)軸的進給速度(dù)會被主軸實際轉速鉗製 [4]。而執行退刀動(dòng)作的進給(gěi)軸,速(sù)度將從“0”或一(yī)個較低的速度加速到一個非常(cháng)高的速度,保證退刀過(guò)程中螺紋導程連續一致 [5]。若切削軸剩下的退刀距離非常短,將會導致退刀軸的速度非常(cháng)大。
X 軸退刀角度與速度比例的計算公式為:
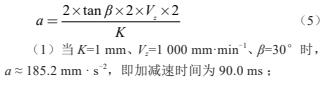
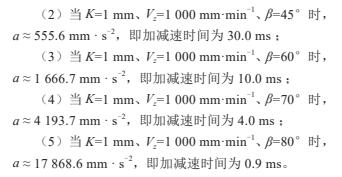
如圖 3 所示(shì),退刀進給軸除(chú)了需要(yào)更快的速度,還需(xū)要更高的加速性能,否則退尾(wěi)軌跡會產生變形。下麵給出加速度時間常數的計算公式,並將表(biǎo) 1 的參數(shù)代入公(gōng)式進行計算。
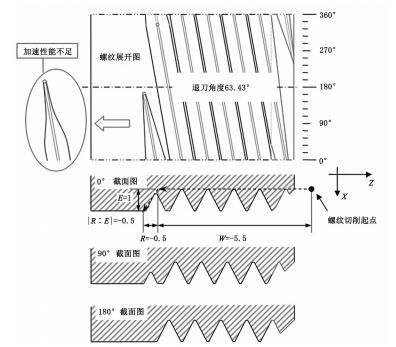
圖 3 螺紋大角度退(tuì)刀產生的(de)軌跡和截麵
表 1 螺紋退尾參數
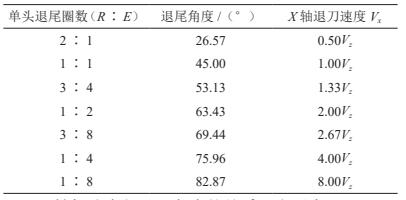
X 軸加(jiā)速度與退刀(dāo)角度的關(guān)係可表示為
機床調試過程需要考慮機床的實際慣(guàn)量和負載(zǎi)大(dà)小,不能一味縮短螺紋退尾,因為過高的加速度會導致絲杆、電(diàn)機以及智能功率模塊(Intelligent Power Module,IPM)的損壞。
3、結語
為分析螺紋加工缺陷產生的原因,運用華中車削數控係統進行零件車削實驗探究,對螺(luó)紋退尾因素進行動態對比(bǐ),得出結論 :如果要改善螺紋退尾效果,不僅需要提高退刀進給軸的速度和(hé)加(jiā)速度(dù),而且在滿足螺紋(wén)加工質量的前提下,需根據機床性能給出(chū)合理加工參(cān)數,從而解決生產(chǎn)中零件成品問題。此項技術的研究可為螺紋加工中出現的類似問題提供借(jiè)鑒。
投稿箱:
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係(xì)本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區(qū)金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎(jiào)車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新(xīn)能(néng)源汽車銷量情況
- 2024年8月 新能(néng)源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數(shù)據
博文選萃
| 更多