



新版 CNC 軟件(jiàn)簡化了新型五軸機床的使用
2021-11-9 來源:NUM 作者(zhě):-
. 增(zēng)強型 RTCP 功能,帶刀具矢量編程
. 新的 G 代碼命令和平(píng)滑算法有助於提高表麵質量
2021 年 8 月 11 日 —— CNC 專家 NUM 發布最新版 Flexium 軟件,包(bāo)括增強型 RTCP(旋轉刀具中心點)功(gōng)能,帶有刀具矢量編程,可(kě)顯著(zhe)簡化五軸機床的使用。
NUM 的 Flexium CNC 軟件現在包含具有 3D 工件補償的(de)增強(qiáng)型 RTCP 功能,可顯著簡化五軸機床的(de)編程。
作為 RTCP 的(de)原(yuán)始(shǐ)開發商之(zhī)一,NUM 持續增強該功能,以滿足機(jī)床製造商和最終用戶不斷變化的需求。公司實施的 RTCP 包括 24 個預定義運動配置,其 Flexium+ CNC 係統可在同一台機床上容納不同的運動(dòng),例如,當需要不同的銑(xǐ)頭時。
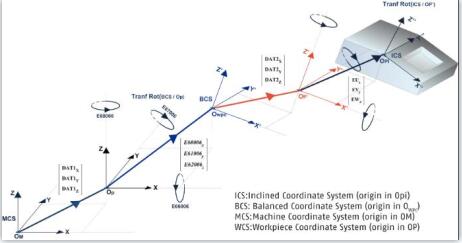
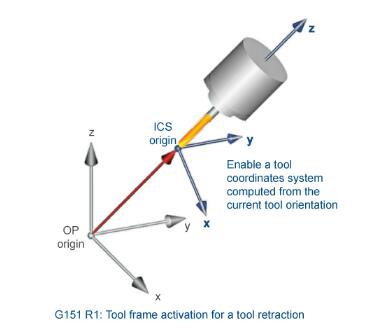
NUM 的基本 RTCP 功能由(yóu) ISO 代碼 G151 調用,提供了許多(duō)用戶指定(dìng)的變體(tǐ)。該功能可以通過斜坐標係或在定位移動後激活(huó)。無論哪種情況,CNC 係統都會自動計算機械偏(piān)移量,以(yǐ)確保在(zài)旋轉(zhuǎn)軸移動時,刀具中心點始(shǐ)終與定義的工件(jiàn)表麵接觸。RTCP 功能也可(kě)以通過旋(xuán)轉軸的(de)實(shí)際位(wèi)置激(jī)活。
在此之前,5 軸機(jī)床的編程通常被認為是一項繁重的任務。旋轉軸通常使用其角度位置直接編程,其優點是在查看零件程序時可以想象加工頭(tóu)的位置。但缺點是零件程序取決於機床的運動,未經修(xiū)改(gǎi)就無法傳送到另一台 5 軸機床上。
NUM 的 RTCP 功能的刀具矢量編程選項使(shǐ)刀具的(de)方向由沿 X、Y 和 Z 軸(zhóu)的矢量分量決定,從而使零件程序獨立於機(jī)床運動。
在某些情況下,對準機床上(shàng)要加工的工件可(kě)能是一個複雜的程序。此時,為了提高生產率,NUM 的(de) Flexium+ CNC 係統可(kě)以(yǐ)通過應用適當的(de)修(xiū)正值來補償定位偏差(包括(kuò)角度),而不是移動工件。工件仍(réng)然未對準,但 CNC 係(xì)統意識到偏差並自動對其進行補償。
NUM Flexium 軟(ruǎn)件(4.1.00.00 或更高版本)現在具有一個特殊的人機界麵 (HMI),允(yǔn)許輸入相應的修正值。由移位和旋轉產生(shēng)的坐標係(xì)稱為“平衡坐標係”(或 BCS),補償功能稱為 3DWPC(3D 工件補償)。
NUM Flexium CNC 軟件中的 RTCP 功能現在可由旋轉軸的實際(jì)位置激活。
此外,該軟件(jiàn)現在還(hái)包括一項功能,幫助機床用戶加速粗(cū)加工操作的調整,以實現最佳的表麵光潔度。新功能由 ISO 代碼 G732 調用,簡化了參數優化,並自動計算粗加工和精加工的預設置,平滑度可調。機床(chuáng)操作員可以選擇一係列屬性——例如輪廓公差、允(yǔn)許的弦誤(wù)差和段長——並調用可選的平滑算法,以減少機械(xiè)衝擊(jī)和平滑工件表麵。
為了進一步幫助機床操作員獲得最佳結果,NUM 還引入了一種新算法,使樞軸點保持恒定速度(dù)。由(yóu) CAD/CAM 係統(tǒng)生成的零件(jiàn)程序無一例外地包含多個(gè)小的 G01 段——在旋轉軸(zhóu)的情況下(xià),這些段往往分布(bù)不均(jun1)——導致速度變化,從而影響表麵質量。新算法在旋轉軸運動過程中,在樞軸(zhóu)點保持(chí)恒定的速(sù)度,使不連續的部分得到平滑,從而改(gǎi)善表麵質量。
投稿(gǎo)箱:
如果您有機床行業、企業相關新(xīn)聞稿件(jiàn)發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件(jiàn)發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月(yuè) 金屬切(qiē)削機床產量數據
- 2024年11月 分地區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能(néng)源汽(qì)車(chē)產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量(liàng)數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年(nián)10月 金屬切削機床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何(hé)去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉(bì)才
- 製造(zào)業大逃亡(wáng)
- 智能時(shí)代,少談點智造,多談點製造
- 現實(shí)麵前,國人沉默。製造業的騰(téng)飛,要從機床(chuáng)
- 一文搞懂數控(kòng)車床加(jiā)工(gōng)刀具補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝的區別