")



FANUC 係(xì)統中 PMC 窗(chuāng)口功能在車床上的運用
2021-1-7 來源:華格特拉克(江西)傳動係統有限公司 作者:王俊青
摘要: 本文(wén)結合在倒立式車床實踐案(àn)例,分析運用(yòng) FANUC 係(xì)統窗口(kǒu)功能,讀取相關軸的負載值,利用 PMC 實時監控。當(dāng)讀取值(zhí)高於設定臨界值時(shí),對相關軸進行保護,避免進一步運動(dòng)造成聯軸器偏移或損傷。
我工廠使(shǐ)用的熱前倒立式車(chē)床,采用FANUC 18i數控(kòng)係統控製(zhì),其(qí)特點為加工工件時,由主軸上集成夾具並加持工件,而刀塔不動,車削時(shí)靠主軸帶動工件旋轉並移動來(lái)完成(chéng)車削。主要優點是落屑朝下,脫(tuō)屑理想且占地小,加工穩定,所以在熱前精加工中大量使用。在後續批量生產中(zhōng),出現過一些問題,為此我們結合 PMC知識進行優化。
1. 優化方案
由於熱(rè)前車床需要使用乳化型切削液,一些切削量大的零件在(zài)切削過程中,會帶出斷屑粘在零件上(shàng),通過機床環形料道(dào)排出。但(dàn)這些斷屑會脫落在環形料道工件托盤輸送鏈條上(shàng),阻滯鏈(liàn)條,使(shǐ)機床 A 軸聯軸器打滑並造(zào)成托盤上料(liào)位置錯位。
FANUC 係統順序控製 PMC 指令分(fèn)為基本指令和功(gōng)能指令兩種類型,優化方案將結(jié)合兩(liǎng)者,對於鏈條受力打(dǎ)滑,可以反映到輸送鏈條驅動源A 軸伺(sì)服電動機上。A 軸(zhóu)為該機床的第 4 個軸,為此將(jiāng)利用 PMC 窗口功(gōng)能讀取 A 軸伺服電動機(jī)負載電流值,在滿足 A 軸啟動條件後進行比較,如果負載電流值大於設定臨界(jiè)值,則鎖定 A 軸(zhóu)電動機避(bì)免進一步運行損傷硬件,同時播放提示語,現場人員根據提示信息,在機床鏈條(tiáo)處,檢查切屑情況。
上述為軟件保護,硬件上(shàng)用(yòng)尼龍棒料製(zhì)作了與鏈條配合(hé)的(de)蓋板,並且蓋板扣在鏈條(tiáo)上可以與輸送帶同(tóng)步運動,盡可能避免斷屑進入鏈條內,幹涉輸送(sòng)帶,硬件實物如(rú)圖 1 所(suǒ)示。

圖 1
通過以(yǐ)上硬件及軟件優化,倒立車環型料道卡料影響生產問題得到解決,下麵將重(chóng)點闡(chǎn)述PMC 改進方法。
2. 關鍵功能(néng)指(zhǐ)令介紹
(1)WINDR(窗口(kǒu)功能讀取(qǔ)讀 CNC 窗口數據(jù)): 此功能在 PMC 和 CNC 之間經由窗口讀取(qǔ)多種數據項。WINDR分為兩類,一類在一段掃描時(shí)間內完成數據讀取,另一類在幾段掃描時間內完成數(shù)據讀取。前(qián)者稱為高速響應功能,後者稱為低速響應功能。WINDR的梯形圖格式如圖2所(suǒ)示。
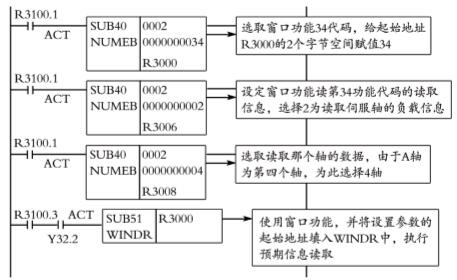
圖2
(2)COMPB(二進製數據大小判別): 該指令可比較 1、2 和 4 字節長的二(èr)進製數據之間的大小。比較結果存放在運算結果(guǒ)寄存器(R9000)中,需在存儲(chǔ)區中指定足夠的字節來(lái)存儲輸入數(shù)據(jù)和比較數據。
3. 具體實施(shī)以及效果
實施 A 軸的負載監控關鍵為使用 WINDR 窗口功能讀取(qǔ) NC 參數,PMC 修改使用 “FANUCLADDER-III” 軟件。經過 PMC 梯形圖查閱,地址 R3000 到 R3100 可在本次優化改善中使用,為此選擇 R3000 為首地址的存儲(chǔ)空間作為窗口功能(néng)參數設置地址,其中窗口功能讀取第 34 功(gōng)能(néng)代碼對(duì)應軸負載電(diàn)流值(zhí),為此 WINDR 將設定該功能代碼讀取 A 軸電流負(fù)載,PMC 程序編寫如圖 2 所示。
將信息讀取後,考慮到電(diàn)動機正反轉電流值會有正轉矩和負轉矩,為此當(dāng)出現負轉矩時,將取絕(jué)對值(zhí),負載數據完(wán)成處理後,使用 COMPB 功能進行數據比較。經(jīng)實地觀察,A 軸電流負載不
能超(chāo)過 350,為了保證鏈(liàn)輪電(diàn)動機聯軸器不打滑和損傷,設(shè)定臨界值為 300,當機床超過設定臨(lín)界值,將鎖死 A 軸,避免進一步運動,並進行報(bào)警提示。該部分 PMC 程序(xù)編寫如圖(tú) 3 所示。
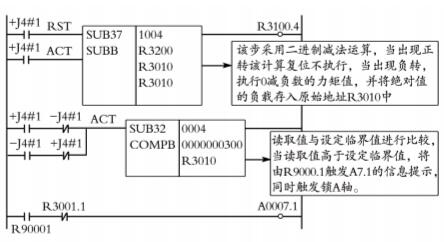
圖 3
運行過程中,當出現負載過大現象時,A 軸可以(yǐ)有效地停止並(bìng)且製動,避(bì)免了(le)料道進一步(bù)跑偏和損傷。同時如圖4 所示出現信息提示,操作人員根據提示進行料道檢查。
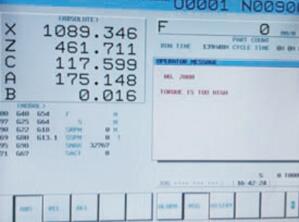
圖(tú) 4
4. 結語
利用窗(chuāng)口功(gōng)能進行 PMC 優化,對(duì)軸進(jìn)行(háng)相關保護,通過生產觀察是(shì)有效(xiào)的(de),另外窗口功能在 FANUC 係統中的功能也(yě)非常強大,是 PMC 與 CNC 數據(jù)交換的有效平台,在機床改造重運(yùn)用廣泛,本文對該功能的應用隻是冰(bīng)山(shān)一角,相關運用還需要結合實際情況進行使(shǐ)用(yòng)。
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發(fā)表,或進行資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界(jiè)視(shì)點
| 更(gèng)多

行(háng)業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地(dì)區(qū)金屬切削機床產量數據
- 2024年(nián)11月(yuè) 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新(xīn)能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機(jī)械加(jiā)工過程圖示
- 判斷(duàn)一台(tái)加工中(zhōng)心精度的幾種辦(bàn)法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控(kòng)機(jī)床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機(jī)械老板做了十(shí)多年,為何還是小作坊?
- 機械行業最新自殺性營銷(xiāo),害人(rén)害己!不倒(dǎo)閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車床加工刀具(jù)補償功能(néng)
- 車床鑽孔攻螺紋加工方(fāng)法及工裝設(shè)計
- 傳統鑽削與螺旋銑孔加工工藝的區別