控")



0.3L取樣器(qì)上(shàng)封頭數控化加工
2020-6-22 來(lái)源: 中核蘭州(zhōu)鈾濃縮有限公司 作者:吳克清,魏履平(píng)
摘要:對數控加工中影響0.3L 取樣器上封頭(tóu)內(nèi)、外表麵輪廓尺寸精度和表麵粗糙度因素進行分析,確定加(jiā)工方法並編程。同時確(què)定了車削取樣器上封頭內 NPT3/8”螺紋(wén)的數控加(jiā)工(gōng)方法。
關鍵詞(cí) :循環輪廓 ;程序編製 ;數控切削(xuē)
0.3 升取樣器因所取物料(liào)樣品的特殊性,致使其製造精度(dù)和密封性要求及相關零(líng)、部件加工精度要求較高。為確保容器內表麵不(bú)掛料(liào),上端內輪廓表麵(miàn)采用錐麵(miàn)與兩端光滑曲麵相連(lián)結構(gòu),進、出口處與液化閥采用 NPT3/8" 螺紋副結構。加之上封頭(見圖(tú)1)內、外輪廓表麵形狀複雜,工期緊,決定改傳統的普通(tōng)車削為數控(kòng)車床加工取(qǔ)樣器上封頭。
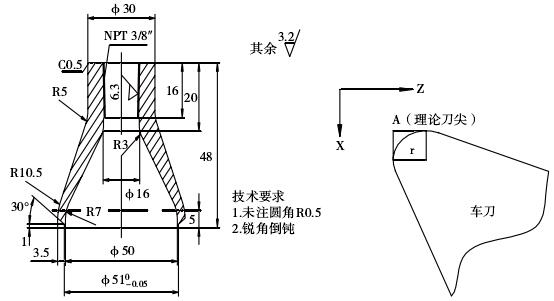
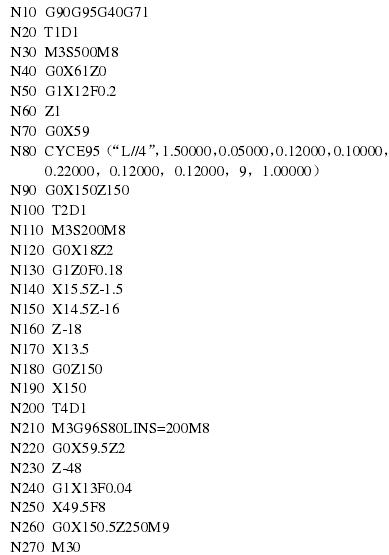
圖1 上封頭 圖(tú)2 理論刀(dāo)尖點
1 、確定工藝路線
根據上封頭輪廓形狀特點,確認工(gōng)藝路線為 :平棒料一端麵→分段粗加工(gōng)各外輪廓表麵→精加工棒料 φ30外表麵→以 φ30外表(biǎo)麵為基準,加工其餘外輪廓表麵(miàn)→加(jiā)工內輪廓表麵(此時應準確確定好 NPT3/8" 螺紋底錐孔尺寸,為 NPT3/8"螺紋(wén)車製奠定良好基礎)→車製 NPT3/8" 螺紋→車製結束。
2 、數控加工程序設計
2.1 上封頭內、外輪廓表麵加(jiā)工方(fāng)法確定
2.1.1 理論刀尖點確定
CAK50l35gi 型(xíng)數控車床具備刀尖圓角半徑(jìng)補償功能,可(kě)以在(zài)該車床上不按等距(jù)編程就能精確(què)車出圓弧和錐體、圓角、內凹圓弧、內錐麵、反錐麵等。加工零件(jiàn)時,一般先車(chē)一刀外(wài)圓,測量外圓的實際尺寸,由此確定車刀在 X 方向上的位置。然(rán)後車一(yī)刀端麵,測量該(gāi)端(duān)麵到坐標原點的距離,以確定車刀在 Z 方向的位置。所以,把與刀尖(jiān)圓角相(xiàng)切,且分別與 X 軸、Z 軸相平行的直線交點 A
,定義為理論(lùn)刀尖點(見圖 2)。如果車外圓、內圓、端麵、台階(jiē)時(shí),按理論刀尖點(diǎn) A 沿著工件輪廓移動而編程,就可以車出工件的精確輪廓,而(ér)且隻需一把車刀。
2.1.2 坐標(biāo)係建立
零件上各點數值計算坐標係時,最好與加(jiā)工零件坐標係一致(zhì)。因此,在建立上(shàng)封頭加工坐標係時,為方便編程,均以其端麵(miàn)圓心作(zuò)為 xz 平麵坐標(biāo)原點,即建立(lì)了二軸(zhóu)工件直角坐(zuò)標係。
2.1.3 編程(chéng)方法選擇
確定選用(yòng) CAK50135gi 型數控車(chē)床(chuáng)絕對坐標編程。
2.1.4 內、外輪廓表麵切削加工程序設計
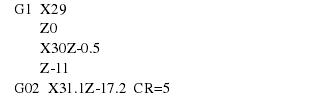
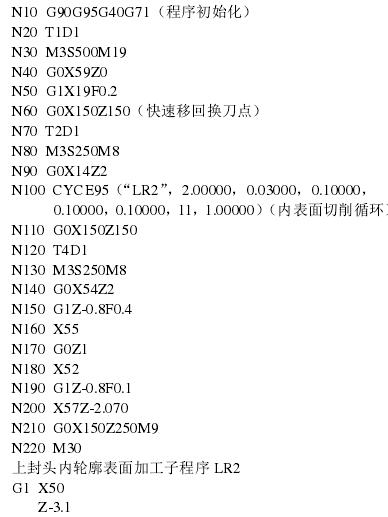
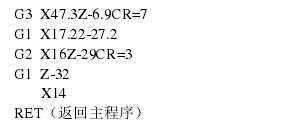
CAK50135gi 型數控車床采用 SIEMENS802D 係(xì)統。針對上(shàng)封頭(tóu)輪廓(kuò)表麵形(xíng)狀複雜、加工餘量大,確定采用單步和單程兩種循環編程方法。CYCLE95為外輪(lún)廓表麵加工循環子程序,CYCE95為內輪廓表麵循環加工子程序。上封頭內、外輪廓(kuò)表麵的(de)加工程序如下 :
上封頭外(wài)輪廓表麵加工(gōng)主程序
上封頭外(wài)輪廓表麵加工(gōng)子程序 L//4
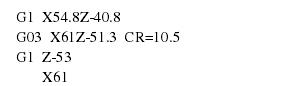
RET
(返(fǎn)回主程序)
上封頭內輪(lún)廓表麵加工主程序
2.2 NPT3/8"加工(gōng)方法確定
(1)切削工藝路線確定
內輪(lún)廓(kuò)表麵加工(gōng)滿(mǎn)足(zú)尺寸要求後,就可進行 NPT3/8" 切削加工。螺紋分粗(cū)加工、精加工,且同向(螺(luó)紋左、右側(cè)麵)均使(shǐ)用同一(yī)把刀具,切削深度控製在0.2mm 範圍內 即(jí)加工路線為 :粗加工螺紋→粗加工螺紋左(zuǒ)側(cè)麵→粗加工螺紋右側(cè)麵→精加工螺紋左(zuǒ)側麵(miàn)→精加工(gōng)螺紋(wén)右側麵→螺紋加工結束。
(2)切削加工程序設計
CAK50135gi 型(xíng)數控車床螺紋加工程序(xù)設計的關鍵是解決L97 使用中,每刀切削深度不能太大,以確保螺紋加工質量。為使用 SIEMENS802D 係統(tǒng)中的編程語言和車削螺紋(wén)循環子程序 L97,在設計
NPT3/8" 螺紋加(jiā)工程序時,隻需在主程序中螺紋每更改一次刀具正確賦值(zhí)沿軸向起始(shǐ)切削位置數值,調(diào)用循環子程(chéng)序(xù),至螺紋加工完成。
3 、效果分析
本加工方法取得如下成效。
1)工件輪廓尺寸精度高,表麵粗糙度低,質量(liàng)完(wán)全符合圖(tú)樣要求。
2)工件成(chéng)形尺寸一致性好、質量穩定,為(wéi)後續與筒體組焊奠定了良好基礎。與液化閥連接端螺紋副鏈接時互換性好。
3)降低了(le)操作者勞動強度,提高了生(shēng)產效率,縮短了生產周期。
4)數控加(jiā)工具有模擬試切功能,杜絕了廢品。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視(shì)點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年(nián)11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月(yuè) 新能源汽車(chē)產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
博文選萃
| 更多