



基(jī)於 UMAC 的開放式(shì)五軸磨床數控軟(ruǎn)件研(yán)發(fā)
2018-8-20 來源:西南交通(tōng)大學(xué) 機械工程學院 作者:楊欣雨,趙 銳,馬術(shù)文,丁國富
摘要: 為了實(shí)現國產五軸磨床數控係統的自主研發,通過對開放式(shì)數控係統硬件及軟件結構體係的分析,提出基於 UMAC 運功控製器的五(wǔ)軸磨床數控(kòng)係統的設計方案。針對數控係統對上位機(jī)的功能需(xū)求,采(cǎi)用模塊(kuài)化設計方法,進行上位機軟件的功能模塊設計。研究(jiū)了上位機與 UMAC 的通信(xìn)方式,及代碼檢驗、PMAC 運(yùn)動程序自(zì)動生成、加工過程代碼同步顯示、伺服參(cān)數整(zhěng)定(dìng)等(děng)關鍵技術,利用軟件工程(chéng)技術在. NET 平台上開發出一套五軸磨床數(shù)控軟件,該軟件人(rén)機(jī)界麵友好,操作簡(jiǎn)單,能(néng)根據用戶角色權限進行係統用戶管理、數控機床加工控製及數(shù)控係統參數調節等操作。
關鍵(jiàn)詞: 數控係統軟件; UMAC 運(yùn)動控製器; 開放式數控係統; 模塊化
0 、引言
由於現代製造技術的(de)發展,對(duì)刃形複雜的高精(jīng)度刀具的需求迅猛增長,普通修磨工具磨床已發(fā)展(zhǎn)成(chéng)為五軸聯動數控工具磨床。以 FANUC、SIEMENS 等為典型代表的傳統數控係統均屬於封閉(bì)式係統(tǒng),構(gòu)成係統的硬件和軟件是(shì)專用且(qiě)互不兼(jiān)容的,係統各模塊間通信與數據交互(hù)機(jī)製也互不相同,導致在控製軟件開發上難以(yǐ)修改和擴展,不能滿足五軸磨床(chuáng)數控(kòng)係統自主研發的需(xū)求,因此開放(fàng)式(shì)數控係統成為新的研究方向。目前,以“IPC( 工控機) + 運(yùn)動控(kòng)製器”形(xíng)式(shì)搭建數(shù)控(kòng)係統的(de)硬、軟件平台是主流(liú)架構形式(shì),此結構的CNC 係統不僅具有傳統數控係統的穩定可靠和實時性強的特性,還具有 IPC 機的(de)柔性。美國 Delta Tau公司(sī)的 UMAC( Universal Motion and Automation Con-troller) 是當今市場上使用(yòng)廣泛功能強大徹底開放的運動控製器。本文針對五軸數控磨床的功能特(tè)點,利用 IPC +UMAC 運(yùn)功控製器的雙 CPU 結構搭建數控係統硬件結構,提(tí)高了數控係統的開(kāi)放性,克服了傳統封閉(bì)式數控係統內(nèi)部參數難提取、算法難改寫、軟(ruǎn)件難(nán)開發的(de)問題(tí)。在硬件基礎(chǔ)上進行軟件係統的功能(néng)設計,在. NET平台上開發出人機交(jiāo)互的五軸磨床數控(kòng)軟件,實現了係統管理、數控加工控製、電機伺服(fú)整定三(sān)大功能(néng)的集成。
1、 基於 UMAC 五軸數控係統體係(xì)結構
根據工具磨床的結構特點及參數要求,采用(yòng)“ IPC +UMAC”控製模式構建閉環控製係統,其硬件構成如圖 1所示,主要包括五(wǔ)大模塊: ①上位機模(mó)塊,由 IPC 完成初始化、參數管(guǎn)理等任務; ②下位機模塊,由 UMAC 完成插補、電機(jī)驅動等任務(wù)。③運動伺服控製(zhì)模塊,由驅動器接收運動(dòng)控製信號,驅(qū)動電機使機床(chuáng)完成動作,通過反饋元件,將(jiāng)實際信號反饋至 UMAC 中,通過伺服(fú)調節算法,修正命令信號(hào),提高運動精度。④主軸模(mó)塊,由變頻器接收(shōu) UMAC 發(fā)出的模擬量信(xìn)號,實現主軸無級變速(sù)。⑤電氣(qì)控製模塊,各(gè)開關量和(hé)限位開關的數字量信號,通過 UMAC 上的 I /O 板卡接口進行輸入輸出。
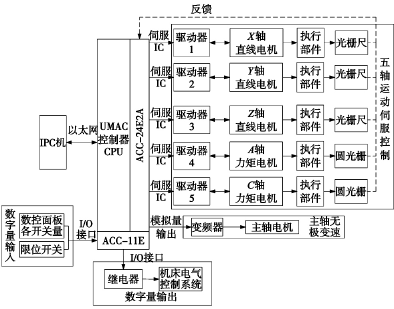
圖 1 基於 UMAC 開放式數控係統(tǒng)硬件結構
在軟件體(tǐ)係(xì)上,係統的功能模塊可分(fèn)為非實時管(guǎn)理(lǐ)模塊和實時控製功能模塊兩大(dà)類。非實時管理模塊負責係統參數設置、診斷、及 NC 代碼編輯等功能,對於響應時間(jiān)要求不高,可由 IPC 機運行,主要包括用戶管理(lǐ)、數控代碼處理、內部參(cān)數管理等模塊。實時控製功能模塊負責控製(zhì)機床當前運動和動作響應,要求極高時間響應。實時控製功能模塊主要包含(hán)數控代碼解釋、插補處理、伺服驅動、PLC 監控以及等子模塊。UMAC 提供了實時控製類模塊功能,隻需設置少量(liàng)的參(cān)數就(jiù)可直(zhí)接調用。
2 、上位機數控(kòng)軟件設計
針對(duì)軟件係(xì)統中上位機的非實時任務處理(lǐ)功能的要求,在. NET 平台(tái)上進行五軸磨床數控軟件開發,其軟(ruǎn)件框架及(jí)主要功能如圖 2 所示(shì)。①係統用戶管理模塊用於管理係統管理員和係統用(yòng)戶(hù)信息(xī),通過數(shù)據庫權限控製技術對不同用戶賬戶賦(fù)予不同的模塊使用權限(xiàn)。②數控代碼處理模塊(kuài)用於進行數控代碼的手動編寫或導入已有數控代碼文件,並完成(chéng)代碼的檢驗、仿真及傳輸。③物理加工過程同步控製顯示模塊用於對實際(jì)機床的加工過程的控製、當前執行代碼行同步顯(xiǎn)示、各軸運動狀態的實時顯示以及(jí)加工軌跡的可視化顯示。④手動功能模塊用於數控機床各軸的點動和連(lián)續運動的控製和手動進給速率、進給量參數的設置,實現對各(gè)電機的手(shǒu)動(dòng)操作(zuò)。⑤ 電氣控製模塊用於控製UMAC 上 I / O 接口輸入輸出邏(luó)輯開關信號,從而控製繼電器、接觸器等動作,實現機(jī)床電氣部分的控製。⑥數控係(xì)統內部參數管(guǎn)理(lǐ)模塊用於(yú)對 UMAC 運動控製器內(nèi)部的 I、M、P、Q 參(cān)數進行(háng)提取和設置,如(rú)與電機設置、坐(zuò)標係(xì)設置、伺服(fú) IC 時鍾設置、伺服 IC 通道設置等相關(guān)的變量和一些自定義變量。⑦數控係統伺服參數(shù)調(diào)節模塊通過階躍響(xiǎng)應和拋物線響應的數據采集(jí)和圖像繪製,實現對電機進行交互式的伺服參數調節整定,改善係統的(de)動態性(xìng)能。
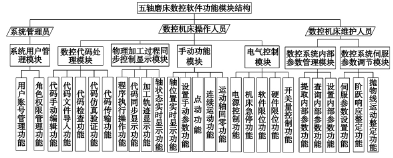
圖 2 五軸磨床數控軟件功能結構
3、 軟件開發的關鍵技術
3. 1 上、下(xià)位機的通信
數控係統中,將(jiāng) IPC 作為上位機,處理非實時管理、人機交互的任務; 將 UMAC 作為下位機完成機床的運(yùn)動(dòng)控製和邏輯控製。由於這種雙 CPU 的結構(gòu)設計,上、下位機在硬件上以及數據的運算處(chù)理上是相互獨立的,但在操作人(rén)員控製機(jī)床(chuáng)完成指定(dìng)運動時又(yòu)是緊密(mì)協作的,需要共享數據,因(yīn)此(cǐ)需要建立上、下位機的通(tōng)信。硬件(jiàn)上,采用較新的線型以太網(TCP/ IP 協議)總線方案,選用集成了(le) CPU 和高速(sù)通信板的 UMAC 可實現以太網通信功能。軟(ruǎn)件上,采用 Delta Tau 公司提供的 Pcomm Server 通信驅(qū)動程序庫。Pcomm Server 為用戶在 windows 操作係統下開發應用程序提供了 400多個函數,幾乎涵蓋了所有與 UMAC 操作有關的方法。在係統開發過程中,常用的有以下幾個函數: ①運動控製卡驅動函數 PMAC. Select Device( ) ; ②程序下載函(hán)數 PMAC. Download( ) ; ③發送在線(xiàn)指令並獲取(qǔ)返回值函數 PMAC. GetResponse( ) 。
3. 2 數控代(dài)碼檢驗
在實際加工操(cāo)作中,檢驗數控(kòng)代碼正確性是進(jìn)行數(shù)據(jù)處理和物理加工之前的必要步驟,可有效的指導操作人員編寫 NC 代(dài)碼,避免(miǎn)因(yīn)代碼錯誤而造成係統後續計算出錯,甚至機床運行出(chū)現衝突或故障。根據常用 NC 代(dài)碼編寫規則製定出一(yī)套針對本係統的標準檢驗規(guī)則,以(yǐ)此為依據(jù)編寫(xiě)軟件程序(xù)。代(dài)碼檢驗流程(chéng)如(rú)圖 3 所示,首先逐行讀入 G 代碼,去掉(diào)代碼中的空格、注釋(shì)等無意義字符。檢查程序段代碼行的編號是否遞增排(pái)列,再(zài)檢查指令的字符( 如 NGXYZ等) 的(de)合法性,檢查指令字符的排序是否符合規定。然後判斷是否有同一組的 G 指令重複出現在當前行中,並對特定 G 指(zhǐ)令的書寫格式進行檢查。最後對指令字符後的賦值的數字類型和是否超程進行檢查。在任(rèn)意位置檢驗出現錯誤時應(yīng)提示出錯(cuò),反饋出錯誤代碼的位置、原(yuán)因和修改(gǎi)意見,並結束當前行(háng)的檢驗程序。當前(qián)行檢驗完成後判斷檢驗進(jìn)程,如果是程序的最後一行,則代碼檢驗程序結束,否則跳轉到下一行(háng),重複檢驗工(gōng)作。
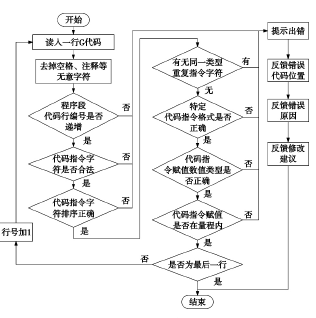
圖 3 數(shù)控代碼檢查流程
3. 3 運動(dòng)程序自動生成與傳輸
UMAC 運(yùn)動(dòng)控(kòng)製器可識別執行的是. PMC 格(gé)式的運動程序文件,而通常數控係統的輸入是. txt 格式的數控代碼文本文件,因此五軸磨床(chuáng)數控軟件首先需要將數控代碼文件自動轉換生成運動程序文。如(rú)圖 4 所示,根(gēn)據運動程序書寫規則,首先軟件讀取數控代碼文件的內容,在數控代碼前端添加坐標係和電機軸(zhóu)的定義語句,添加 OPEN PROG n 打開緩存區和 CLEAR 清空緩存區指令。通過(guò) UMAC 解釋程序定義過的常用 G 指令可以直接識別(bié),故無需修改直接保留使用。但 UMAC 不能識別數控代碼程序段編號 N等未(wèi)解(jiě)釋字符,故將其去掉,同時在每行後添加自定(dìng)義P 變量的賦值語(yǔ)句來指示行號,並在運動指令行間插入(rù)延時指令 DWELL。最後(hòu)在運動指令逐條添加(jiā)完後,寫入 CLOSE 指令關閉緩存區。將寫好的運(yùn)動程序(xù)保存為. PMC 格式,利用函數 PMAC. Downloa( ) 下(xià)載到UMAC 控製器內存中。
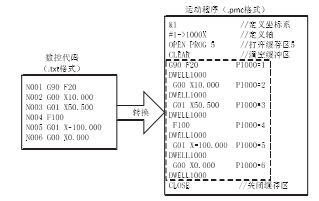
圖(tú) 4 程序文件轉(zhuǎn)換
3. 4 執行代碼同步顯示
在加工過程中顯示(shì)當前正在執行加工的數控代碼行,便於機床操作人員監(jiān)控加工進度。在 UMAC 內部處理中沒有行號的概念,因此隻能利用自定義的用戶變量 P 來實(shí)現代碼行(háng)的標識。如圖 4 所示,在每行數控代碼後添加 P1000 變量的賦值命令,用於標誌對應數控代碼的行編號。在程序執(zhí)行的過(guò)程中,上位機軟件通過時鍾控件不斷(duàn)執行查詢參數值(zhí)的函數即可得從(cóng)下位機中獲取到同步變量 P1000 的值,從而在人機交互界(jiè)麵上顯示(shì)出當前正在執行的(de)代碼行,並通過與總行數的計算得出程序(xù)執行的進度。同時,由於 UMAC 運動(dòng)控製卡的前瞻計算功能,在每(měi)一行運動執行的末尾係統將預先讀取下一行將要執行的代碼進行軌跡計算(suàn),這將導致上一行還(hái)未執行完(wán),而 P 變量(liàng)的值通過前瞻計算已(yǐ)經重新(xīn)賦值改變,引起代(dài)碼(mǎ)行顯示的不同步。因此在各行(háng)運動程序之間插入延時指令 DWELL,造成一個短暫的延時,避免(miǎn)了在運動過程中 P 變量被提前賦值計(jì)算,如圖 4 中代(dài)碼所示。
3. 5 伺服參數整定模塊
實際工業控製中,PID 調節算法應(yīng)用較為普遍,UMAC 控製卡提供了強大的 PID 濾波器功能,通過調(diào)節其內(nèi)部 I 變量值來控(kòng)製伺服參數。利用階躍響應曲線,交互(hù)式調整(zhěng)比例項(變(biàn)量 Ixx30) 、微(wēi)分項( 變量Ixx31) 和積分項( 變量(liàng) Ixx33) 的值,利用拋物線響應曲線,調整速度前饋( 變量 Ixx32) 、加速度前饋( 變量Ixx35) 和摩擦前饋( 變量 Ixx68) 的值。
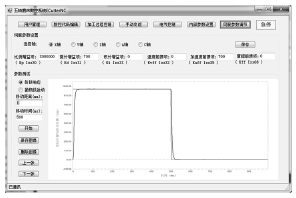
圖 5 數控係統伺服(fú)參數階躍響應整(zhěng)定(dìng)
首先編寫命令電機執行位置階躍運動和速(sù)度拋物線運動的 PLC 程序,以及采(cǎi)集電(diàn)機同步位置變量(liàng) Mx62和同步速度變量 Mx66 的 PLC 程序。UMAC 控製器可(kě)同時響應多個 PLC 程序,PLC 程序用(yòng)以完成高頻率的(de)輸(shū)入輸出值監控、發送(sòng)控製命令等任務。當係(xì)統運(yùn)行時(shí),先設置(zhì)相關伺服參數(shù)到 UMAC 內存中,再同時運行電機運動的 PLC 程序和數據采集(jí)的(de) PLC 程序。此時電機執行運動,並同步(bù)采集到相關的實際運動參數保存在(zài) UMAC 的一段內存中,運動結束後提取該段數據,最後將命令曲線和實際運動曲線繪(huì)製到人(rén)機交互的界麵中,為伺服參數的調整提供依據。該模塊的整定功能運行(háng)效果如圖 5 所示,電機執行了一(yī)次階躍響應後,係統繪製了命令階躍曲線和實際響應曲(qǔ)線,通(tōng)過查看響應(yīng)曲線的上升(shēng)時間、超(chāo)調量等性(xìng)能指標以及觀(guān)察響應曲線穩(wěn)定性判斷該組伺服參數是否滿足(zú)要求。
4、 結束語
在分析五軸磨床加工控製功能的需求上,研究開放式數控係(xì)統中工業控製計算機和 UMAC 運動控製器的硬(yìng)件結構和軟件功能。針對(duì)軟件係統中對上位機非(fēi)實時管理的(de)功能要求,進行五軸磨床數控軟件的開發。重點研究了使用 Pcomm Server 通信驅動(dòng)程序庫實現(xiàn)上、下位機通訊,製定規(guī)則進行數控代碼檢驗(yàn),數控文件(jiàn)與運動程序間自動(dòng)轉(zhuǎn)換,利用自定義 P 變量實現代碼同步顯示,及(jí)使用(yòng) PLC 程序實現伺(sì)服(fú)參(cān)數整定等關鍵技術。該軟件界麵簡潔,操作簡便,能實現係統用戶管理、數控(kòng)機床加工控製及數控係(xì)統參數調節等功(gōng)能。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯(lián)係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯(lián)係(xì)本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月(yuè) 基(jī)本型(xíng)乘用(yòng)車(轎車)產量數據