


摘要:在鉗工裝配中,需要依靠工人的手藝作較為精密的加工,而實際工作中,一些(xiē)工具長期以(yǐ)來不符合省力原則以及人機工程學,給鉗工(gōng)工人(rén)的工(gōng)作帶來諸(zhū)多不便。在積極倡導勞動安全、高效、舒適的大環境下,提出對(duì)以下三種常用“I”型鉗(qián)工(gōng)工具:鉸杠、起子、通孔器進行改造使之成為“L”型,可以省力(lì)、方便操作,為鉗工的工作效率提高以及工作(zuò)舒適度的提升帶(dài)來裨益,避免勞動職業病、減輕勞動疲勞度,以達到人(rén)們在生產勞動中安全、高效且舒適的目的。
關鍵(jiàn)詞:鉗工裝配;工具改造;L型工具;鉸杠(gàng);通孔器(qì);起子
引言
鉗工(gōng)是機械(xiè)製造中最古老的金屬加工(gōng)技術,19世紀後在機械製造(zào)過程中鉗工仍是廣泛應(yīng)用的基本技術。然而,在長期的生(shēng)產實踐與(yǔ)加(jiā)工改造中,仍(réng)有一(yī)些工具的設計與製造未能滿足省力、便捷(jié)、高效的(de)原則。在生產製造工作中,要強調以人為本,同(tóng)時要注重對工作效率的提高,從細節進行改善(shàn)。對以下三種 “I”型常用鉗工工(gōng)具(jù)的改造,可以在新工具的設計(jì)生產中實現,也可(kě)以在(zài)裝配進行時對現有工具進行臨時改造,從而為鉗工的加工(gōng)裝配帶(dài)來(lái)更高的勞動生產率(lǜ),減輕勞動疲勞度。
1.問題分析
在鉗工中,有經驗(yàn)的工人會因為一些工具不利於操作,臨時進行改良。如:①使用鉸杠時,會套上一截鋼管,加長杠杆以省(shěng)力。②在使用普通螺絲刀時,當施力空間不夠,會(huì)臨時用熱彎或冷(lěng)彎的方法(fǎ)將(jiāng)螺(luó)絲刀前端一部分彎曲,成L型,除省力外,更能獲得更大的(de)工作(zuò)空間(jiān),改善工況。③需要用螺(luó)栓連接構件,構件之間又存在調整墊片時,墊片易歪斜,擋(dǎng)住孔隙。有的工人師傅直接把螺栓擰入,破壞了調整墊片。這(zhè)裏提出調整墊片以及各零件孔軸的工具:通孔器,使得需要安裝螺栓的構件孔處於(yú)同一軸線上(shàng)。一般情況下,通孔器可以用一根尖頭(tóu)的細鐵棒代替。但很(hěn)多時候,螺栓孔高度很低,貼(tiē)近地(dì)麵(如(rú)地腳螺栓),工人師(shī)傅需要彎腰作業,加大工作疲勞度(dù),於是需要對提出的通孔(kǒng)器這(zhè)一工具進(jìn)行改進。
以上這些都表明,在(zài)鉗工裝配時,存在一批常用(yòng)工具,需要從細節和個體出發進行改(gǎi)造(zào),提倡(chàng)工廠在生產(chǎn)時對現有模具進行適當更換和改進。
2.解決方案
2.1鉸杠
鉸杠是用來夾持絲錐或絲攻、圓板牙等工具的手工旋轉工具。而在目前的鉗(qián)工車間,鉸杠的結構一般(bān)如圖1所(suǒ)示(shì),為“I”型。在使用中,由於鉸杠兩端長度相(xiàng)等(děng)且沒有把手,在旋轉需要較大力時,不能滿足省力(lì)原則(zé)。因此隻需將一端加長,一般(bān)鉗工(gōng)工人加一根圓管套在鉸杠上達到省力目的,作者安裝把手後,使之成L型如圖1,改(gǎi)進後(hòu)優點如下:
① 根(gēn)據杠杆原理,加(jiā)長鉸杠(gàng)旋轉時,可(kě)達到省力效果。
② 改變手腕施力方向,由人體工程力學,減小工作疲勞(láo)度。
③ 對於L型端,進一步改進,其(qí)把手可以設置成兩種:伸縮型,其附加優點(diǎn)為可調距(jù),對於不同工況不(bú)同環境,可調節其長度,利用杠杆原理而省力或方便操作。折疊式(加長端如圖2),其附加(jiā)優點為,便於工具箱整理。

圖1 “I”型鉸杠改“L”型
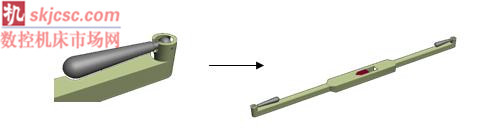
圖2 “L”型折疊式鉸杠把手設計
2.2螺絲刀
螺絲刀,俗稱起子,通常有(yǒu)一個薄楔形(xíng)頭,為“一”型,還有“十(shí)”字型。可插入螺絲釘(dìng)頭的槽縫或凹口內。目前,有L形內六角扳手,分為球頭和平頭兩(liǎng)種,其原理是利(lì)用其較長的杆來增大力矩,從而(ér)更省力。球(qiú)頭可(kě)以調整任(rèn)何角度,而平頭不能調整角度,隻能垂直用力。球頭的發明便於(yú)安裝、拆卸(xiè)機器設備。而在實際應用中,大部分情(qíng)況(kuàng)下,現成的螺絲刀工具(jù)為I型。尤(yóu)其對於鄉村企業(yè)、工廠,很少有L型起子。當使用間隙較小,使用者的手不能(néng)在足(zú)夠的空間旋轉時(shí)(如圖1中的(de)情況(kuàng))可人為將螺絲(sī)刀彎成“L”型,便於操作。
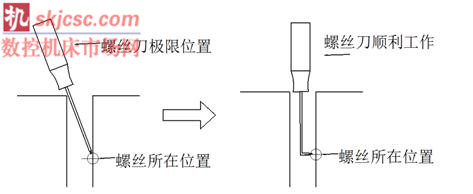
圖3 “I”型(xíng)螺絲刀改“L”型螺絲刀工況
在臨時彎曲(qǔ)時,方法如下:①對於含碳量低的起子,可直接(jiē)在虎(hǔ)鉗(qián)上彎曲。(冷彎(wān))②對於含碳(tàn)量高的起子,一般這類(lèi)起(qǐ)子成本低、批(pī)量大,冷彎會斷裂。可將彎口(kǒu)處用乙炔燃燒,采(cǎi)用紅彎(即熱(rè)彎)的方式。
2.3通孔器
通(tōng)孔器是在裝配零件對準零件孔(kǒng)的時候,各零件孔軸不在同(tóng)一軸線時做調整(zhěng)所用。比如在安裝螺栓時,調整墊片孔與構(gòu)件孔(kǒng)不在同一軸線上,發生歪斜,就需要用通孔器調整墊片。鉗工安(ān)裝人員為了快速安裝,有時用螺栓直接對孔的調(diào)整(zhěng)墊片用(yòng)手錘錘擊墊(diàn)片,把墊片錘破,這樣很容易造(zào)成機器漏油。在上文提到,許多時候螺(luó)栓孔高度很(hěn)低,貼近地麵,工人師傅需要彎腰作業,增(zēng)大了工作疲勞(láo)度(dù),於是需要對提出的通孔器這一工(gōng)具進行改進。把通孔器做長,把手處彎曲(qǔ)而成為“L”型(xíng),並且前端磨成圓錐形,圓錐形可以用於多種不同孔的螺栓聯接(jiē)。易於掌(zhǎng)握並提供更大扭力。這樣,不需彎腰(yāo)或下(xià)蹲就可以完成操作。發明並改進後的(de)通(tōng)孔器即如圖4所示。下端可根據工況加長(zhǎng)設計。

圖4 通(tōng)孔器樣圖
3.結(jié)語(yǔ)
以上提出的三種工具改造作為鉗工裝配中小型常用工具改進的代表。由於以上三種工具原始均(jun1)為“I”型,故統稱為“I”型工(gōng)具,經過改造(zào)後,成為“L”型。在工程實踐中,考慮(lǜ)到工人師傅的勞動效率和疲勞度,對手工作業的小工具進行改造是必要的,也有(yǒu)一部分改造(zào)已成功批量生產,比如內六角扳手由原來的平頭改造成球頭,便於用各個(gè)角度實力。在這裏主要提(tí)出方(fāng)便改造的三個,事實(shí)上還有一部分(fèn)有待改(gǎi)造的工具,將在進一(yī)步實踐中總結(jié)研究(jiū)。
(文自:武漢理工大學交通(tōng)學院(yuàn)、武(wǔ)漢理工大學工程(chéng)實訓中心)
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編(biān)輯部, 郵箱(xiāng):skjcsc@vip.sina.com
馬")
調查")
- 2024年(nián)11月 金(jīn)屬切削機床產量數據(jù)
- 2024年11月 分(fèn)地區金屬切(qiē)削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年(nián)10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中(zhōng)走絲(sī)線切割機(jī)床的發展趨勢
- 國產數控係(xì)統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十(shí)多年,為何還是小作坊(fāng)?
- 機械行業最新自殺性(xìng)營銷,害人害己(jǐ)!不倒(dǎo)閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智造,多談點製(zhì)造(zào)
- 現實麵前(qián),國人沉(chén)默。製(zhì)造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具(jù)補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區(qū)別