


磨削液集中(zhōng)供應與(yǔ)過濾係(xì)統具有很大的(de)推廣價值(zhí),一次性投入並(bìng)不算大,但是資(zī)源節(jiē)約效果明顯,社會效應顯著。
磨削加工(gōng)過程(chéng)中冷(lěng)卻液對於防止工(gōng)件燒傷、改善工件表麵精度和粗糙(cāo)度、提高工件及機床的(de)防鏽能力、延(yán)長刀具和機床的使用壽命有著非常重要的作(zuò)用。因此合理使用和維護磨削液在磨削加工過程(chéng)中至關重要。
切削液的合理使用(yòng)
切削液按成份大致可以(yǐ)分為油基(jī)切削液和水基切削(xuē)液兩大類。油基切削液,如軸承廠(chǎng)超精(jīng)加工使用的(de)以煤油為主添加少量機(jī)械(xiè)油的切削液。油基(jī)切削(xuē)液通過加工部位後一般隻含有磨粒、切屑等固體雜質,使用中隻需要分離掉固體雜質就能獲得清潔的切削(xuē)液,因此其處理相對比較簡單。另一(yī)類是(shì)水基切(qiē)削液,以乳化液為代表,在乳(rǔ)化液(yè)中細微的油(yóu)滴高度分散地分布在水中,乳化液中還含有各種表麵活(huó)性劑及防鏽劑等添加劑。乳化液(yè)通過(guò)加工(gōng)部位後除含有磨粒、切屑等固體雜質外,還容易滋(zī)生微生(shēng)物。微(wēi)生物包括細菌、黴菌、真菌等(děng),這些都是(shì)影響乳化液品質的主要因素,正常的乳化液含菌量不超(chāo)過1000個/mg,當含菌量(liàng)達到10000~100000個/mg時,乳化液就會變黑發臭,冷卻潤滑效果迅速下降,發出令(lìng)人不(bú)愉快的氣味,腐蝕設備,甚至菌體會將(jiāng)過(guò)濾器堵(dǔ)塞,這時必須更換全部乳化液(yè)並徹底清洗循環係統。
切削液(yè)的使用和維護
1. 配置(稀(xī)釋)
切削(xuē)液的(de)配(pèi)置就是按一定比例加水稀釋。水基切(qiē)削(xuē)液特別是(shì)乳化液在稀釋時注意以下幾點:
(1) 水質 一般情況下不(bú)宜使用超過推薦硬度的(de)水,因為高硬度的水中所含有的鈣、鎂離子會使陰離子表麵活性劑失效,乳液分解,出現不溶於水的(de)金屬皂。即使乳化液是用非離子表麵活性劑製成,大量的金屬離子也可以使膠束聚集,從而影響乳化液的穩定。太軟(ruǎn)的水也不宜使用,用太軟的水配置(zhì)的乳化液在使用過程中易產生大量泡沫。
(2) 稀(xī)釋 切削液的稀釋關係到乳化液的穩定(dìng)。切削液使用前,要先確定稀釋的(de)比例和所需乳(rǔ)化液的體積(jī),然後算出所使(shǐ)用切削液原液量和水量。在稀釋時,要選取潔(jié)淨的容器,將所需的全部水倒入容器內,然後在低速攪拌下加入原液,配置時,原液的加入速度以不出現未乳化原液(yè)為準。注(zhù)意原(yuán)液和水的加入程序不能顛倒。
2. 維護
延長乳化液的使用壽命除了選擇合(hé)適的冷卻液的質量和(hé)合理使用外,切(qiē)削液的維護也是非常重要的因素。切削液的維護工(gōng)作主要包括以下幾項:
⑴ 確保液體循環線路的暢通。及時排除循環線路的金屬屑、金(jīn)屬(shǔ)粉末、黴菌粘液、切削液本身的分解物、砂輪灰等,以免造成堵塞。
⑵ 抑菌 切削液(特別(bié)是乳化液)抑菌生長至關重要,在切削液的使(shǐ)用過程中,要(yào)定期檢查細菌(jun1)含量,及時采取相應措施。
⑶ 淨化 要及時除掉切(qiē)削(xuē)液中的金屬粉末等切屑及(jí)飄(piāo)浮油,消(xiāo)除細菌滋生環境。
⑷ 定時檢查切削液(yè)PH值,有較大變化(huà),及時采取相(xiàng)應措施。
⑸ 及時補加切削液,由(yóu)於切削液在(zài)循環使用過程中因(yīn)飛濺、霧化、蒸發以及加工(gōng)材料和切(qiē)屑的攜帶,會不斷消耗(hào),因此要及時補加新液,以滿足係統(tǒng)的循環液總量不變。
切削液的淨(jìng)化
切削液的過濾淨化即將切削(xuē)液中一(yī)定比例、相(xiàng)對較大的固體顆粒(lì),從(cóng)切削液中去除的過程。經過(guò)過濾淨化後的切削液能(néng)夠再用於機械加工中達到循(xún)環使用的目的。對切削(xuē)液過濾淨化的優點(diǎn)主要表現在以下幾個方麵:
·延長切削液的更換周期。
· 提高刀具及砂輪的使用壽命。近幾年的研究表明,如將切削液中的雜質(如碎屑、砂輪粉末等)從40μm降(jiàng)低到10μm以下,刀具(或砂輪(lún))壽(shòu)命可延(yán)長(zhǎng)1~3倍。
· 提高工件(jiàn)表(biǎo)麵粗糙(cāo)度,降低廢品率。
· 延長管路及泵組使用壽(shòu)命,切削液中的固體顆粒等切屑會加速管路及(jí)泵等部件的磨損。
切削(xuē)液的集中過濾
對切削液的過(guò)濾淨化大致可以分為過(guò)濾和分(fèn)離兩大(dà)類,但在實際(jì)生產中常將他們結合使(shǐ)用。切削液的循環方式有單機過濾和集中過濾兩種型式。單機循環過濾就是每台機床(chuáng)的過濾係(xì)統各自獨立。單機循(xún)環(huán)過濾係統一般是加工機床出廠時設備自帶的,一般比較簡陋,過濾(lǜ)精度比較低,隻能滿(mǎn)足低精度生(shēng)產要(yào)求(qiú),不能滿足高精度的需要。這種獨立的過濾(lǜ)循環方式,一般適合與機床數量不多或使用(yòng)不同切削液的工況。對於采用濕式加工的大型機械加工(gōng)廠,推薦采用集中過濾方式。集中過濾係統(tǒng)是現代濕式加工過濾的(de)趨勢,與單機循環(huán)係統相比,集中過濾的優(yōu)越(yuè)性表現在以下(xià)幾個方麵:
· 占地麵積小 大型集中過(guò)濾(lǜ)係統比單機過濾相對占地麵積小得多。
· 便於管理 添加切削液時點數少,可以減少切削液管理人員,廢切削液(yè)可以集中(zhōng)處理,環境汙染小;排(pái)出的鐵屑集中,便於運輸處理;切削(xuē)液的使用情況可以集中檢(jiǎn)測(cè)。
· 過(guò)濾精度容易控製。
· 容易實現自動控(kòng)製。
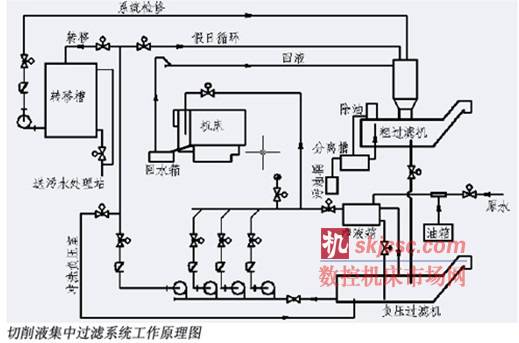
型集中(zhōng)過濾係統由(yóu)自動配(pèi)液係統(tǒng)、供液管道、刮板粗過濾、紙帶負(fù)壓過濾機精過濾、增氧滅菌、浮油清理、供液泵組及(jí)電氣自動控製係統組成。切削液由管道(dào)通過車間內供液管道輸送到機床或自動線,並將切屑衝到回液係統,在壓力噴(pēn)嘴的作用下,切屑和乳(rǔ)化液經過架空管道或地下管道係統回流(liú)到過濾係統。在過濾係(xì)統中的乳化液先經過刮板沉(chén)澱槽粗過濾,較大的切屑由(yóu)刮板輸送機送到集屑箱內(nèi),然後乳化液再由(yóu)負壓(yā)過濾機精過濾(lǜ),兩次過濾後(hòu)的淨液由泵組重新送回到車間。該係統供液泵組采用變頻恒壓供液技術,保證整個過濾係統(tǒng)供應壓力和流量的穩(wěn)定,當車間(jiān)內使(shǐ)用切(qiē)削液的設備數量變化時,管道中的壓(yā)力也產生變化,壓力傳(chuán)感(gǎn)器(qì)就會發出信號,泵組將(jiāng)自動調節流量,使車間管道係統內的壓力恒(héng)定。配液係統由配液槽與配液泵及相應的管道和調節閥組成(chéng),可根據設定的數值自(zì)動(dòng)配液。增氧裝置對液槽定期增氧,抑製厭氧菌的增長,有效延長切(qiē)削液(yè)的使用壽命。除油裝置自動清(qīng)除液麵浮油,避免浮油對切削液的(de)腐蝕。係統設有液位檢(jiǎn)測係統,對液位自動檢測,並輸(shū)出信號。設有自動補水功能,對係統自動補水。電氣控製有手動/自動/半自動/假日循(xún)環四種模式,以滿足不同工況下的使用。在廠(chǎng)休(xiū)及節假日期間,為防止切削液長期靜(jìng)置腐敗,係統增設再循環泵,在係統停(tíng)止(zhǐ)運行後,係統自動(dòng)啟動再(zài)循環泵,使切削液保持流動,可以有效抑製細菌滋長,大大延長切削液的使用(yòng)壽命,達到節約成本的目的(de)。
冷卻液集中過濾(lǜ)係統(tǒng)對生產車間的(de)磨削液進行集中供液、集中處理,可以對冷卻液進行集中過濾、除油、增氧、殺(shā)菌,實現(xiàn)對其濃度、pH 值和菌落數的控製,從而保(bǎo)證(zhèng)冷卻液不(bú)發生變質,延長冷卻液的使用壽命。
冷卻液的(de)集中過濾,循環使用,在降低(dī)生產(chǎn)成本,降低工人勞動強度,改善車間工作環(huán)境,減少環境汙染(rǎn)的同時,還可(kě)以實現對廢冷卻液的集中處理,從而進(jìn)一(yī)步減少對環境的汙染。冷卻液(yè)集中過濾係統使冷卻液質量長期穩定,保證了磨削加工(gōng)的需要。
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月(yuè) 金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽(qì)車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產(chǎn)量數據