


摘要: 靜 壓托(tuō)瓦的工作原理是利用液壓油高壓產生油膜浮(fú)起軋輥,在負載較小(xiǎo)的情況下進行軋(zhá)輥磨削加工,文章介紹了研究靜壓托瓦的必要性和工作原理及設計,力求實現不同磨床加工的互換性.
0 前言
MK84160 軋輥磨床是韶鋼工程技術有(yǒu)限公司設備製(zhì)造事業部(bù)唯一對韶鋼二軋(zhá)廠(chǎng)軋輥進行加工的大型重點設備,給軋輥生產組織帶來一定的局限性.由於(yú)該機床長期(qī)每天兩班滿負荷使用(yòng),無法長時間停機進行係統檢修,設備故障停機率增加,直接造成軋輥磨床非計劃檢修較多,隨時給生產造成不必要的損失. 為了順利完成計劃性設備(bèi)大修工作(zuò)和解決突發事(shì)故造成的不必要的損(sǔn)失,需要進行靜壓(yā)托瓦的研究,力求使寬板廠HERKULES 軋輥磨床和二(èr)軋廠MK84160 軋輥磨床(chuáng)在工作輥的加工上實現互換.
1、 研究的內容
根據兩台軋輥磨(mó)床(chuáng)在加工技術參數和機床性(xìng)能上進行比較,二軋廠工(gōng)作輥要在HERKULES 寬板數控軋輥磨床進行磨削加工,必需根據工作(zuò)輥(gǔn)的支承軸頸尺寸設計製作一副(fù)靜壓托瓦.
HERKULES 寬(kuān)板數控軋輥磨(mó)床中(zhōng)心架為靜壓中心架( 見圖1) ,中心架為兩層結構,上層為整體式靜壓(yā)托瓦,下層為靜壓中心架殼體,磨削不同(tóng)的工件隻需(xū)更換靜壓托瓦,靜壓托瓦為(wéi)不可調的整體(tǐ)托瓦,托瓦開有兩(liǎng)個靜壓腔,托瓦材料為鋁基合金.
托瓦在設計過程(chéng)中,考慮到是在寬板磨床靜壓中心架上增加靜壓托瓦,因此,靜壓(yā)托瓦底座與靜壓(yā)中心架殼體連接必需按原結構設計(jì),靜壓托瓦供油係統采用寬板磨床原(yuán)有(yǒu)供油係統(tǒng),托(tuō)瓦與供油係統(tǒng)進油口接頭采用“無溢出”式/齊(qí)平麵液壓快換接頭與(yǔ)設備本體的接頭匹配.
2 、研究解決的問題
2. 1 軋輥支撐部位的選擇(zé)
在二軋(zhá)廠工作輥上選取Ф500e8 × 198 作(zuò)為靜壓托瓦的工作麵,必須符合以(yǐ)下條件:
1) 粗糙度達到Ra 1. 6 以上.
2) 直徑上(shàng)要有形位公差和尺寸公差限製.
3) 要有180 mm 以上的寬度(dù).
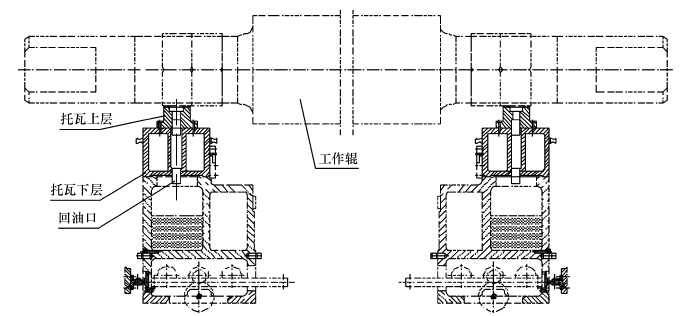
圖1 軋輥磨(mó)床靜壓托瓦加工(gōng)示意
2. 2 靜壓托瓦的結構設計
根據國內目前(qián)的機械製造(zào)水平,決定將靜壓托瓦設計為兩層,下層為鑄件底座( 見圖2) ,上層為鑄件基體澆巴氏合金托瓦(wǎ)( 見圖3) ,托瓦分兩層結構(gòu)設(shè)計(jì)有一定的好處(chù),首先降低靜壓托瓦製(zhì)造難(nán)度( 托瓦底麵為R800 的大(dà)圓弧) ,其次在兩層之(zhī)間由於有一調整墊片,工件中心高也易於保證,並且當機床由於某種原因造成托瓦損(sǔn)傷時,隻(zhī)需更換巴氏合金托(tuō)瓦或重(chóng)新澆巴氏合金(jīn).
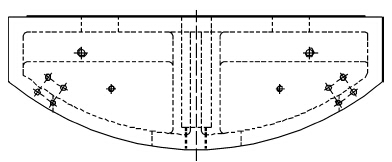
圖2 托瓦下層示意
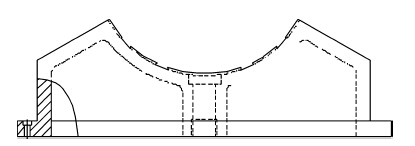
圖(tú)3 托瓦上層示意
2. 3 靜壓托瓦密封麵達到的效果
在確保HERKULES 寬板數控軋輥磨床靜壓中心(xīn)架液壓參數不變的情況下,流量20 L /min、工作壓(yā)力,3MPa 保證工作輥輥的浮起量(liàng)至少在0. 08 mm以上,達到磨削加工的最佳狀態.
3 、研究方(fāng)法的原理(lǐ)
3. 1 工作輥主要參數
工作輥主要參數: 磨削直徑: 810 mm; 磨削(xuē)長度: 2 500 mm; 工件長度: 5 890 mm; 工件重量:14 798 kg; 工件支(zhī)承直徑: 500 mm; 工件表麵粗糙(cāo)度: Ra1. 6; 圓柱度: 0. 05 /1000.
3. 2 托瓦底座的強度校核
由於托瓦底座隻受(shòu)擠壓力,因此,隻校核底座機械強度和擠壓強度,托瓦底座按承載30 噸工件進行強(qiáng)度校核.
1) 校核機械強度
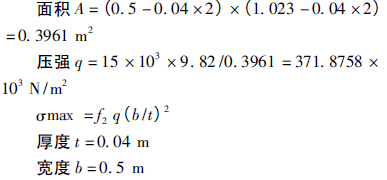
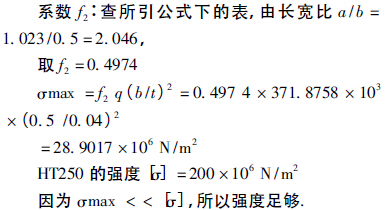
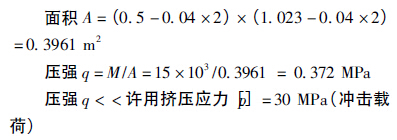
2) 校核擠壓強度
3. 3 靜壓托瓦計算
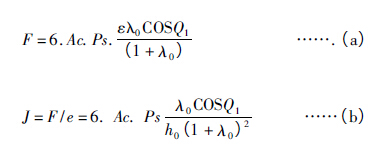
1) 靜壓托瓦的承載能(néng)力F 及剛度J 為:
靜(jìng)壓托瓦最大承載能力時的λ,( a) 式對入求導得:
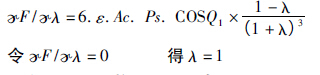
即當λ = 1 時,靜壓托瓦最大承載能(néng)力Fmax 為(wéi)
( d) 式為靜壓托瓦最佳剛度表達式,式中
其中: R 為托瓦半徑( cm) ,L 為油(yóu)徑長度( cm) ,L1為軸向封油麵長(zhǎng)度( cm) ,Q1為油(yóu)腔張角之半,Q2為油腔中心線與周向封油(yóu)麵邊上的夾角.
單個靜壓托瓦最大總承載能力FF = 2 × 4 623. 1 = 9 246. 2 kg
2) 靜壓托瓦流量計算
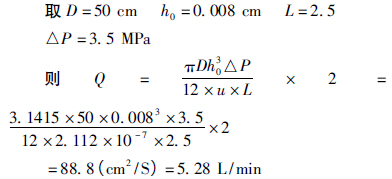
靜壓托(tuō)瓦所需總流量為10. 56 L /min
3) 油泵功率(lǜ)
![]()
通過上述(shù)計算,可以(yǐ)看出靜壓托瓦所需的流量和壓力遠小HERKULES 寬(kuān)板數控軋輥磨床靜壓中心架供(gòng)油壓力( 35 kg·f) 和流量( 20 L /min) ,而(ér)靜(jìng)壓托瓦最大(dà)承載(zǎi)力184 92. 4 kg 又遠大於二軋廠工作輥( 14 798 kg) ,完(wán)全(quán)能夠滿足(zú)軋輥加工要求.
4) 研究(jiū)過程
按照設計原理,結合(hé)現有HERKULES 軋輥磨床配置的Ф850 靜壓托瓦的外形尺寸、材質、工藝性能要求進行(háng)現場測繪,對(duì)靜壓托瓦(wǎ)瓦麵按設計要求重新繪製,對設計方(fāng)案和整套加工圖紙(zhǐ)進行細(xì)致的討論,確定最終加工製作(zuò)圖.
托瓦在設計過程中,考慮到是在寬板磨床靜壓中心架上增加靜壓托(tuō)瓦,因此,靜壓托瓦底座與靜壓中心架殼體連接(jiē)必需按原結構設計,靜壓(yā)托(tuō)瓦供油係統采用寬(kuān)板磨床供油係統(tǒng).
組織(zhī)自身專業人員,研發完成(chéng)Ф500 靜壓托瓦後,在HERKULES 軋輥磨床上進行安裝、調試(shì).用著色法檢查托瓦底座R800 圓弧、R250 圓弧接觸麵,調整靜壓托瓦間隙和液壓係統參數,滿足壓力35 bar、浮起量80 ~ 100 μm 的要求,並進行二軋工作輥的磨削加工全過(guò)程操作.
4 、研究效果
通過此次HERKULES 軋輥磨床中心架Φ500靜壓托(tuō)瓦研發,解決了HERKULES 軋輥磨床軋輥加工在(zài)韶鋼的通用性,可進(jìn)行寬板廠和二(èr)軋廠工作(zuò)輥的磨削,緩解了因為設(shè)備的不確定因數對二軋廠生產造成的影響,避免了不必要的損失.
從實際(jì)使用(yòng)情況來(lái)看(kàn),完全能夠達到研發的預期效果,對(duì)二(èr)軋廠工(gōng)作輥的磨削加工,經檢測完全達到二軋廠對軋輥的使用要求.
5 、結論(lùn)
綜合上(shàng)述研(yán)發的實際效果(guǒ)和前景推廣,HERKULES 軋輥磨床中心架Φ500 靜壓托瓦研發是成(chéng)功的,達到了預期效果,充分實現現有機加工設備資源整合利用,將設備因素造成的(de)損失降到最(zuì)低,為二軋廠生產順利進行保駕護航,以創造更大(dà)經濟效益.
靜壓托瓦研發發現,對專用設備的單一性進行研發、改造,盡可能的擴大其通用性,發揮設備(bèi)的最大潛能(néng),可(kě)為公司實現(xiàn)效益最大化作貢獻. 下一步可推廣到在二軋軋輥磨床( MK84160) 上對(duì)寬板廠工作輥的磨削加工,力求(qiú)實現兩台設備的加工互換性.
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
州金馬(mǎ)")

- 2024年11月(yuè) 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車(chē)產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削(xuē)機(jī)床產量數據
- 2024年10月 金屬(shǔ)切(qiē)削機床產量數據(jù)
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據