


1、概述(shù)
我廠生產各種係列的搖臂鑽床,其中大件之一(yī)搖(yáo)臂屬(shǔ)於(yú)典型的複雜零件。原采用龍門刨床進行精加工,現改為數控導軌(guǐ)磨床,使生產率和產品質量有了很大的提高。
2、搖(yáo)臂導軌的結構及加(jiā)工精度
搖臂導軌結構如圖(tú)1所示
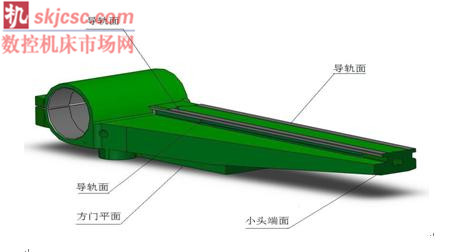
導軌長2400mm,材料為HT200, 搖臂導軌為矩形導軌Ⅰ麵、Ⅱ麵及燕尾型(xíng)導(dǎo)軌55°,淬火硬度HRC45-55。
加工精度:導軌Ⅰ麵扭曲度0.03/1000,導軌Ⅱ麵與(yǔ)導軌55°的平行度0.02,導軌Ⅰ麵(miàn)與Ⅱ麵垂直度0.02,導軌麵粗糙度1.6/ ▽。
共有6個待磨麵,主要是導軌Ⅰ麵,導軌Ⅱ麵(miàn),導軌240–0.1右麵(miàn),
導軌55°斜(xié)麵,39+0.10 上麵及26右麵 。
3、導軌(guǐ)磨(mó)床簡介
它主要有床身、工(gōng)作台、立柱、橫梁、主軸箱、磨(mó)頭架、組合砂輪、砂輪修正器組成,可同時磨削工件的6個導軌麵。
4、 工藝要求(qiú):
4.1 工藝路線:劃線—粗銑(基準麵(miàn))-粗銑(導軌麵)-失效處理-劃(huá)線--半精刨(páo)(基準麵)-半精刨(導麵)-劃線 -鑽(zuàn)-精磨(導軌麵)-油漆。
4.2 工藝要求:
采(cǎi)用失效處理,是為了提高搖臂導軌的(de)精度及使用壽命,在粗加工之後,半精加工之前必須進行失效處理(lǐ)(自(zì)然失效(xiào)不少於21天或(huò)人工時效), 以減少殘(cán)餘應力和(hé)變形。半(bàn)精刨(基(jī)準麵),該工件在精磨時,以搖臂的方門平麵為基準,所以工藝要求方門平麵粗糙度1.6/ ▽。
5、 工藝過程及措施
搖臂(bì)導軌的組合磨削,需經過裝(zhuāng)夾(jiá)、粗磨、精磨、檢測等步驟。
5.1 裝夾:工件以方門平麵粗糙度1.6/ ▽為基(jī)準麵,不采用夾(jiá)緊力,是在自由狀態下進行(háng)磨削,但為了便於調整和承受磨削力,適當在工件兩端兩側安放一定數量的支撐。經(jīng)過調(diào)整後,用千分表以導軌(guǐ)Ⅰ麵及Ⅱ麵打表找0.05mm,以齒(chǐ)條安(ān)裝麵為基準檢(jiǎn)查工作台麵直線度0.03mm,再與工件導軌麵與主軸箱端麵的垂直度0.05 mm 。
5.2 清理:工(gōng)件在磨削前均應清除砂孔、夾砂等鑄造缺陷,並且去除毛 刺,清理(lǐ)幹淨表麵傷痕,刻線,劃傷,磕碰及半精加工後,產生的(de)導軌變(biàn)形。
5.3 粗磨(mó):粗磨開始時,須進行一段試(shì)磨,檢查砂輪V形槽麵與55 °導軌配合是否符合要求。幷調整到最佳狀(zhuàng)態。最後一次進(jìn)給之(zhī)前,檢查並(bìng)調整工件導(dǎo)軌Ⅰ麵及Ⅱ麵與主軸箱端麵的垂直度(dù)0.02 mm 。
5.4精磨:精磨時,每次走刀進給量應在0.005-0.01mm範圍內(nèi)逐漸減小。
5.5 檢測:精磨(mó)結束後,對工件(jiàn)進行檢測。
5.6 切削用量:
切削深度=0.02-0.05mm(粗磨)0.005-0.01mm(精磨)
進給(gěi)速度=5m/min(粗(cū)磨) 0.5m/min(精磨)
5.7砂輪休整:砂輪修整分為粗(cū)修和精修。修整砂輪前,將砂輪休整器下降到(dào)即將接觸(chù)到砂輪的位置,在砂輪修整器的滑(huá)動部位加潤滑油,並讓修整器往複空行一次,以(yǐ)便(biàn)使修整器工作穩定,粗修整(zhěng)時每(měi)次進(jìn)給量(liàng)為0.01-0.02mm,每進給一(yī)次修整(zhěng)刀須往複(fù)一行程。精修時每次進給量(liàng)為0.005-0.01mm,一般精修(xiū)一、二(èr)次即可。砂輪修整時一(yī)定要加
冷卻(què)液。
6、效率
采用導軌磨削, 每件隻需1小(xiǎo)時,工效比原來采用刨削提高了5倍,保證了加工質量,提高了效率。(文自(zì):沈陽機床中捷鑽鏜床(chuáng))
如果您有機床行業、企(qǐ)業相關(guān)新聞稿件(jiàn)發(fā)表,或(huò)進行資訊(xùn)合作,歡迎聯(lián)係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出(chū)口情況(kuàng)
- 2024年11月 基本型(xíng)乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量(liàng)情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出(chū)口情況(kuàng)
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型(xíng)乘用車(轎車)產量(liàng)數據
- 機械加工(gōng)過(guò)程圖示
- 判斷一台加(jiā)工中心(xīn)精度的幾種辦法
- 中走絲線切割(gē)機床的發展趨勢
- 國產數控係統和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術工人都去(qù)哪裏了?
- 機械老板(bǎn)做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少(shǎo)談點智造,多(duō)談點製造(zào)
- 現實麵前,國人沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的(de)區別