


臥式車床加工中產生波紋的原因分析及解決對策
2021-12-20 來源: 哈爾(ěr)濱鍋爐廠有限責任公司 作者:何思琦
摘要(yào):分(fèn)析了臥式車床在加工時工件表麵產生波紋的原因,從設備修理的角(jiǎo)度出發,通過(guò)分析車床結(jié)構,提出解決方案,從而達到消除車削波紋,提(tí)高車削精度的目的。
關鍵(jiàn)詞:臥式車床;波紋;修理;消除;精(jīng)度
0 引言
臥式車床經長期使用(yòng)後,在車削工件時,工件外圓或端麵經常會出現不同程度的波(bō)紋現(xiàn)象。波紋的形狀、形式多(duō)樣,有等(děng)距離的、螺旋狀的,也有雜(zá)亂無章的 。有的(de)波紋與工件軸線垂(chuí)直,有的則與工件軸線成平行狀態(tài)。總(zǒng)之,不同波紋形狀對應的產生(shēng)原因也不同。但(dàn)是(shì)不論哪種形式的波紋,都會(huì)影響工件(jiàn)的表麵質量,不能滿足工藝要(yào)求。所以,加工工件出現波紋必(bì)須找出產生(shēng)的根源,通過調整或修理予以根除。
根據多年的設備修理經(jīng)驗,總結了以下幾種(zhǒng)產生波(bō)紋的原因,並列舉了解決(jué)方(fāng)案(àn)。
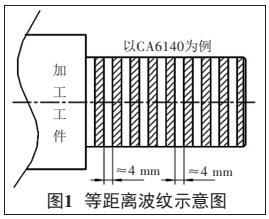
1、等距離波紋
等距離波紋是經常遇到的(de)波紋之一,波紋成圓圈(quān)狀,與工件軸線垂直,且間距相同。如用記號(hào)筆在工件上劃過,每隔(gé)相等的軸向距離便出現一段記號(hào)痕跡,痕跡是斷斷(duàn)續續的,說(shuō)明產(chǎn)生等距離波紋的(de)波峰和波穀(gǔ)的高度差較大(dà),如圖1所示。
1.1 主要原因一
在工件外(wài)圓上產生等距離波紋的原因主要是:由於受車床傳動件的(de)影響,溜板(bǎn)在(zài)沿(yán)著床身導軌作縱向運動的同時,做周期性的上下或(huò)左右運(yùn)動。致使刀具在工件(jiàn)上把溜板的運動曲線反(fǎn)映出來 。
1.1.1 原因(yīn)分析
在修理的時(shí)候首先分析是否由車床的光杠所引起的。由於光杠是細長結構,且極易彎曲(qǔ)。並且在車床工(gōng)作時,光杠與溜(liū)板箱上(shàng)與之配合的光杠套(tào)由於車床(chuáng)轉動離心力(lì)的作用,產生間隙。當光(guāng)杠彎曲時,光杠和光杠套的受力點(diǎn)會隨著光杠的彎曲而(ér)不斷變化(huà),光杠的徑向跳動量就會(huì)變大,再綜合床身和溜板導軌工作時產生的磨損量,致使(shǐ)溜板箱下沉,從而引起光杠與溜板箱上光杠帶動的(de)齒輪內孔不同心(俗稱“壓杠”)的現象。彎曲的光杠通過旋轉帶動(dòng)溜板縱向進刀的同時,溜板隨著光(guāng)杠的周(zhōu)期性跳動而作上下左右運動,於是產生了等距離(lí)波紋。這種波紋的距離與光杠旋轉一周而帶動溜板進(jìn)刀的距離是相同的。以CA6140車床為例(lì),波紋間距為4 mm左右。
1.1.2 解決方案
1)測量光杠與齒輪內孔的同軸(zhóu)度誤(wù)差。
此種方案需測量(liàng)出光杠與齒輪內孔的同軸度誤差(chà),可用檢驗棒、刀口尺(chǐ)和塞尺測量。具體方法是:在光杠套孔和齒輪孔中插入相同直徑的檢驗棒,移動溜板使檢驗棒靠近。用刀口尺分別靠在其中較高(gāo)的(de)一個檢驗棒的上母線(xiàn)和側母線上(shàng),再用塞尺測量另一個(gè)檢驗棒與刀口尺的縫隙,即可得出兩者同軸度的誤(wù)差值。
誤差值較(jiào)大時,須在溜(liū)板的平導軌麵上粘接比誤差(chà)值稍厚的導軌板(bǎn)(餘量用於合(hé)研修刮),角度導(dǎo)軌的粘接厚度則需要通過計算,粘接後,既要滿足溜板抬高的需要,又要消除水平方向的誤差。再經過合研修(xiū)刮,使誤差更小,最終(zhōng)達到光杠與齒(chǐ)輪孔(kǒng)同心的要求。
誤差值不大時,可刨去溜板上(shàng)與溜(liū)板(bǎn)箱(xiāng)的結合麵與誤差值相同的(de)尺寸,使溜(liū)板箱(xiāng)抬高,然後(hòu)再加工中(zhōng)拖板絲杠上的齒輪,使其負變位來(lái)保證齧合的方法。
通過上(shàng)述方法,光杠與齒輪內孔的同軸度誤差問題就能徹底解決(jué)。
2)測量光杠的彎曲度。
此種方(fāng)案要測量(liàng)光杠的彎曲度。將光杠架在(zài)兩個V形鐵上,采用百分表來測量,將百分表的表頭觸及光杠上母線的中間位置,轉動光杠,百分表讀數(shù)的一半就是彎曲的程度。為準(zhǔn)確起見,可以分別測量與中間相鄰的幾個位置。這樣做不但能夠知道彎曲光杠最高(gāo)點的位置;還能得出光杠彎曲度(dù)的最大值,並且在所彎曲的最(zuì)高點做記號,使之一目(mù)了然。
校正(zhèng)光杠的方法如下:將光(guāng)杠架在V形鐵上,用T形槽螺釘和壓板壓在做(zuò)記號處,擰緊螺母使光杠向相反的方向變形。壓緊(jǐn)後變形停留90 min以上。同時(shí)用銅棒輕(qīng)輕敲擊壓板,以消除光(guāng)杠本身的內應力,起到塑性變形的目的。然後鬆開(kāi)壓板,進(jìn)行直線度檢查,如果檢查結果仍不能達到徑向跳動量0.20 mm以內,就需(xū)要再一次進行壓緊(jǐn)、停留、敲擊、檢查的過程。需要注意的是,每一次的壓緊(jǐn)都(dōu)要記住擰緊壓板(bǎn)螺母的圈數,以便受力後仍然彎曲時增加圈數,使光杠受力進一步增加,從而彎曲程度加大。例如:先擰了6圈(quān),鬆開後測量光杠的彎曲度,如果發現沒有多大的改變,那麽(me)再壓時就需多擰一圈或兩圈(quān),使(shǐ)光杠的(de)彎曲度加大,達到(dào)塑性(xìng)變形的(de)程度。以此類推,如果鬆開後徑向跳動量仍(réng)然在0.20 mm以上,就(jiù)再多擰一兩(liǎng)圈。直到發現光杠有校(xiào)直的跡象時,再進行操作時(shí)就隻需要半圈或小半圈地增加了(le)。隻(zhī)有這樣做,才能做到對光(guāng)杠的(de)校直(zhí)程度心中有數,校直才會有顯著效果。
通過上述方法,光(guāng)杠受力彎曲的問題就能徹底解決。
1.2 主要原因二
產生等距離波紋另一原因是因加工精度或配合精度引起的,比如使用年限較久的車床,齒條、齒輪等部件容易磨損(sǔn),這樣,產生等距離波紋的原因可能是:齒條磨損後加工精度達不到要求、齒輪(lún)軸磨損後加工精度達不到要求(溜(liū)板(bǎn)箱上與齒條齧合的齒(chǐ)輪軸)、齒條和床身(shēn)導軌麵配合達不(bú)到要求(qiú)、齒輪軸與溜板箱孔配合達不到要求、溜(liū)板(bǎn)箱(xiāng)縱向運動的輸出齒輪與床身上的齒條齧合不良等。這時產生的波紋與上述由於(yú)光杠同軸度或直線度的原因造成的波紋形狀一樣,但距離有所(suǒ)不同,波紋的(de)距離與齒條的周節相一致。
1.2.1 原因分析(xī)
這是由(yóu)於溜板縱向運動時,齒輪軸(zhóu)上(shàng)的齒輪(lún)與齒條相齧合,當輸(shū)出(chū)齒輪(lún)與齒條接觸時(shí),與齒輪軸配合的套與齒輪軸存在配合間隙,配合間隙較大(dà)時,齒輪軸在轉動時(shí)就會偏離原有的軌跡,從而在齒輪軸與齒條齧合時,齒(chǐ)輪軸的軸線就會發生偏移,導致齧合不良,進(jìn)而產生(shēng)周期性的振(zhèn)動狀態,這是一(yī)個不正常(cháng)的運動,會造成了大托板不能平穩移動,直接影(yǐng)響了溜板的直線運動,從而在工件上(shàng)產生了波紋。
1.2.2 解決方案
在齒輪與齒條之間通過壓鉛絲法,具體方法為(wéi):將直徑為頂間隙的1.25~1.50倍的軟鉛絲用油脂粘在齒輪上(注意(yì)鉛絲長度不應短於5個齒距(jù)),然後用(yòng)力將齒(chǐ)輪轉動,使鉛絲置於(yú)齒(chǐ)輪與齒條結合麵上,經擠壓後,鉛絲變形,其厚度即為實際間隙值,用遊標卡尺測量出鉛絲厚度。然(rán)後根據(jù)間隙來調整齒(chǐ)條的位置,使輸(shū)出(chū)齒輪與齒條的齧合狀態達到最佳,保(bǎo)證傳動時平穩無阻滯(zhì) 。
1.3 主要原因三
在工件端麵(miàn)上產生等距離(lí)波紋和在外圓上產生的原因是一樣(yàng)的,也都是由於傳動機構(gòu)的(de)影響(xiǎng)。
1.3.1 原因分析
與(yǔ)上述原因一致,中拖(tuō)板絲杠彎曲導致直線度誤差、絲杠和(hé)絲母不同心導致的同軸度誤差、中拖板導軌間隙大(dà)導致(zhì)徑向跳(tiào)動(dòng)。這(zhè)3個原因使得中拖板在前進(jìn)時(shí),產生了左右(yòu)的移動,走出了有規律(lǜ)的曲線,在工件上產(chǎn)生了波紋。波紋的距離和絲杠的(de)螺距一致,即(jí)絲杠每轉(zhuǎn)一圈,對中拖板就(jiù)有一個周期性的影響,於是工件(jiàn)端麵上就留下了等距離的波紋痕跡。
1.3.2 解決方案
與上述外圓波紋的操(cāo)作方(fāng)法一致:一是校直中拖板絲(sī)杠(gàng),采用反壓緊法;二是使絲杠絲母同心,采用餘量合研修刮法;三(sān)是調整斜鐵,消除導軌間隙。這3個問題解決了,波紋也就隨之消除了。
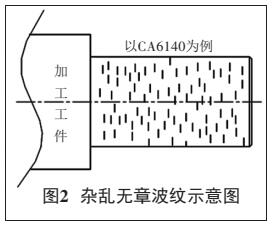
2 、雜亂(luàn)無章的波紋
此類波紋因其雜亂而多種多(duō)樣,無(wú)明顯規律可尋,並且(qiě)間斷性(xìng)地出現,因此(cǐ)需要深入分析產生的原因,找準(zhǔn)切入點,才能事半功倍(bèi),快速解決問題,經總結,大(dà)致有以下6種原因可導致此類波紋。如圖(tú)2所示。
2.1 主要原因一
主軸軸承磨損,主軸旋轉時由於受力不均衡形成振(zhèn)源引起主軸振動。
2.1.1 原因分析
主軸軸承在主軸上高速運轉,產生(shēng)軸承磨損。
2.1.2 解決方案
更換主軸磨損軸承,新軸(zhóu)承(chéng)裝配(pèi)時,要注意應根據誤差相消的方法。即:軸承外圈跳動的最高點對準主軸箱孔跳動的最低點;軸承內孔跳動的最高點對準主軸軸徑(jìng)跳(tiào)動的最低點。這樣可以減小誤(wù)差,裝配精度也會隨之(zhī)提高。
2.2 主要(yào)原因二
主軸與與之相配合的零件存在誤差,導致主軸在高速運轉時產生軸向竄動。
2.2.1 原因分析
主軸軸肩端麵的直線度誤(wù)差;主軸軸肩端麵與軸承承載端麵對主軸回轉軸線的垂直度誤差;主軸殼體軸承孔與主軸回轉軸線的垂直(zhí)度(dù)誤差等(děng)。
2.2.2 解決方案
調整主軸後端的圓(yuán)螺母(mǔ),調整並消(xiāo)除平麵(miàn)軸承、殼體等零件的間隙(xì),減少主軸軸向竄動量。調整時,先脫開主軸(zhóu)上的傳動齒輪,然後一邊旋轉主軸一邊調(diào)整圓螺母,直至調整(zhěng)至鬆緊合適即可。
2.3 主要原因三
主軸殼體(tǐ)軸承孔與主軸軸承的外圈(quān)產生間隙。
2.3.1 原因分析
主軸箱體孔(kǒng)因(yīn)長期磨損變(biàn)形導致(zhì)主軸(zhóu)殼體軸(zhóu)承孔與主軸(zhóu)回(huí)轉軸線(xiàn)產生垂直度誤差,使殼體與(yǔ)軸承間產生間隙。
2.3.2 解決方案(àn)
將主(zhǔ)軸箱在數控鏜床上按主軸後軸承孔找正,將主軸箱前軸承孔鏜大8~10 mm,用冷縮法將外徑(jìng)加工好而內(nèi)徑留有(yǒu)加工餘量的鋼套鑲入。待溫度(dù)升至常溫後,按與主軸軸承外圈過盈0.005~0.020 mm的尺寸鏜成即可。
2.4 主要原因四(sì)
四方刀台與刀架上平麵接觸不良。
2.4.1 原因分析
四方(fāng)刀台因長(zhǎng)期使(shǐ)用(yòng)導致變形,與刀架上平麵產生平行度誤差,致(zhì)使四方刀台與刀架上平(píng)麵接觸不良。
2.4.2 解決方案
四方刀台夾緊(jǐn)刀具後,可(kě)用塗(tú)色法檢查(chá)底(dǐ)麵與刀架上平麵的接觸精度。通過修磨修(xiū)刮,保證刀台夾持刀具(jù)後,其底麵與刀架上(shàng)平麵(miàn)仍能均勻地全麵接觸。
2.5 主要原因五
使用尾座支持工件進行加工時,頂尖套不穩定(dìng)。
2.5.1 原因分(fèn)析
頂尖錐柄(bǐng)與套筒錐孔磨損不能嚴密貼合,頂尖軸承因磨損出現間隙。
2.5.2 解決方案
檢查頂尖錐柄(bǐng)與套筒錐(zhuī)孔的接觸情況(kuàng),通過修磨或研磨,使其接觸良好。檢查頂尖軸承間隙,通過調整或更換,保證頂尖的旋轉精度。
2.6 主要原因六
因電動機運轉不平穩而產生振動。
解決方案:可校(xiào)正電動機轉子的平衡,有條件的可以進行動平衡。
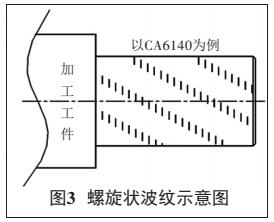
3 、螺旋狀波紋
螺旋狀波紋像螺紋一樣,有間距但不重合,包絡在外圓上,如圖3所示。
3.1 主要原因
其原(yuán)因主要是主(zhǔ)軸間(jiān)隙大、刀具夾持(chí)不緊或刀杆剛性差。縱向(xiàng)進刀時,工件和刀具因產生共振而相互作前後方向的位移,使切屑厚薄不均,工(gōng)件表麵高低不(bú)平,同時發出(chū)刺耳的響聲(shēng)。
3.2 解決方案
一是調整主軸軸承,使主軸的徑向(xiàng)間隙和軸向(xiàng)竄動量合乎精度標準的要求;二是壓緊刀具,消除鬆動(dòng)現象;三是選擇剛性好的刀杆。
4、結 論
綜上所述,總結(jié)分析了臥式車床車削加工時產生3種主要波紋的原(yuán)因,並從設備修理的角度提出了解決(jué)方案(àn),不僅提高了(le)故(gù)障診(zhěn)斷的準確率,還縮短了診斷時間。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎(yíng)聯係本(běn)網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息(xī)

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬(shǔ)切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽(qì)車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產(chǎn)量數(shù)據
- 2024年(nián)10月 金(jīn)屬切削(xuē)機床產量數(shù)據
- 2024年9月(yuè) 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數(shù)據
博文選(xuǎn)萃
| 更多
- 機(jī)械加工過程圖(tú)示
- 判斷一台加工中心精度的(de)幾種辦法
- 中(zhōng)走(zǒu)絲線切割(gē)機床的發展趨勢
- 國產數控係統和(hé)數控機床何(hé)去(qù)何從?
- 中國的技術工人都(dōu)去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點(diǎn)智造,多談點製(zhì)造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加(jiā)工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區(qū)別(bié)