


基於4G網絡(luò)的智能數控係統設計
2020-8-6 來源:泉州(zhōu)師範學院(yuàn) 物理與信息工程學院(yuàn) 作者:蘇建誌 姚壬癸
摘要:針(zhēn)對傳統數控係統控製精度不(bú)高、智能程度不強、無通(tōng)信(xìn)網絡、無(wú)法實(shí)現控製係統(tǒng)聯網和協調控製(zhì)等缺點.設計一種智能數控控製係(xì)統,將4G 網絡技(jì)術以及智能化技術應(yīng)用於數控(kòng)機(jī)床控製(zhì)係統,然後對係統的硬件及(jí)軟件(jiàn)進行模塊化設(shè)計.使該係統不僅實現數控控製係統實現數字化、智能化、網絡化,而且能夠對現有的數控係統進行升(shēng)級換代,降低車間改造成本,提高車間生產(chǎn)效率。
關鍵詞:4G 網絡技(jì)術;智能化(huà)技術;智能控製係(xì)統(tǒng)
0引言
數控(kòng)控製係統(tǒng)是裝備(bèi)製造業的中央處理器,是實現製造技術以及裝備現代化的核心部(bù)件.有的數控係統是(shì)以單片(piàn)機作為數控係統的控製芯片[1];有(yǒu)的是以 DSP作為數控(kòng)係統的控製芯片[2];控製芯片和工業(yè) PC機通過串口通信來實現數控機(jī)床與上位機(jī)的通信[3-6]有的提出以物聯網來實現數控係統的(de)通信[7-10];有側重於數控控製係統本身的伺服控(kòng)製係統設計[11-16].現有這些都與工4.0以及基於網(wǎng)絡的人工智能相差甚遠,無法滿足現代智(zhì)能和無人生產車間的(de)要求.因為現有(yǒu)的控製係統都是模(mó)擬輸(shū)入采集控製係統,導致係統輸入采集精度(dù)不高,控製速度慢,無法實現現代數控車間的生產需求。
因此有必要設計一種數(shù)控係統,使係統不僅能夠通過數字(zì)信號采(cǎi)集和控製實現數控控製係統的數字化,而且通過智能化的 PID 設計實現數控控製係統的(de)實時閉環反饋(kuì)控製實(shí)現數控控製(zhì)係統智能化;另外為了使數控係統之間能夠快速(sù)的互聯互(hù)通,有必要在數控係統上添加(jiā)4G 通信模塊,使數控控製互相通信,快速響應,協調工作。
1、數控控(kòng)製係統框架設計
基於4G網絡的數控控製係統不僅能夠通過4G 網(wǎng)絡來收集(jí)數(shù)控控製係(xì)統(tǒng)的運行狀態和運行環(huán)境,而且能夠通過中央控製係統產(chǎn)生控製決(jué)策,傳送各種控製指令以及控製參數給數控機床(chuáng),最終實現完全無人化的自動加工(gōng)生產(chǎn)車間,使中央智能數控控製係統完全監控各台數控(kòng)機床 的運行環境和狀態,而且使數控機床(chuáng)之間能夠互相交互,互通互聯.因此基於4G 網絡的智能數控控(kòng)製係統框(kuàng)架如圖1所示。
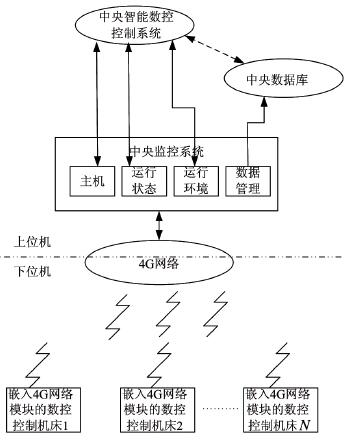
圖1 基於4G 網絡的智能數控(kòng)控製係統框架
1.1 智能閉環控製係統框架(jià)設計
智能閉環控製係統首先通過4G 網絡讀取數控控製機床1-N 的各(gè)種運行參數與運行狀態,中央智能數控控製係統對中央監控係統監控的各(gè)種運行狀態進行抽象與分析,進行係統參數辨識,進(jìn)而產生控製決策,通過4G 網絡把各種控製參數傳輸(shū)給車間的數控控製機床1-N 的控製係統和執行機構,數控控製機床1-N 通(tōng)過執行(háng)機構等來對控製目標進行控製,同時又把(bǎ)各種(zhǒng)運行狀態(tài)以及控製誤差參數通過4G 網絡反饋給中央監控係統(tǒng)和學習中心,從而(ér)形成一個有效的閉環控製係統,整個閉環的(de)控製係統如圖2所示。
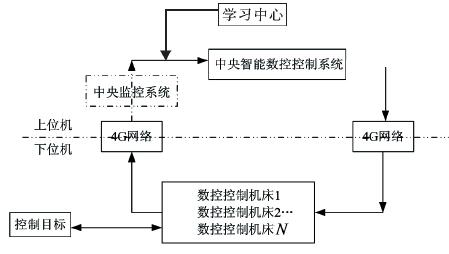
圖2 基於4G 網絡的(de)智能閉環(huán)控製係統
1.2中央(yāng)智能數控控製係(xì)統框架設計
中央(yāng)智能數控控製係統通過數據分(fèn)析與處理,得(dé)到有效的控製數據以及運行狀態,再通過中央數據庫進(jìn)行數據處理(lǐ)與插補運算算法、軌跡運動算法等各(gè)種算法,對數控機床的運行軌跡(jì),運行速度等各(gè)種運行參數進行預測(cè)與計算(suàn),產生控(kòng)製決策,輸出控(kòng)製參數到智能伺服控製係統;在通過 4G 網絡傳遞給數控控製機床1-N,對數控控製(zhì)機床1-N 進行(háng)控製,同時數控機床1-N 會通過各自的傳感器陣列采集數據(jù),把自身的運行狀態,運行參數通過(guò)4G網絡傳遞給中央智能數控控製係統,產生新的控製決策,整體產生一個閉環有效的控製(zhì)係統,具體(tǐ)如圖3所示。
2 、智能數控(kòng)控製係統軟硬件設計
2.1 4G 網絡數控控製係統組成
基(jī)於4G 網絡的數控(kòng)控製係統主要由中(zhōng)央監測係統模塊、中央控製係(xì)統模塊、機床信息(xī)終端顯示(shì)模(mó)塊、機床係統模塊組成.
2.1.1 中央控製係統模塊
主要負責對監(jiān)測係統模塊(kuài)中(zhōng)得到的數據進行抽(chōu)象,提取有用的(de)數據,然後根據數據庫的數據進行係統辨識 以 及產生控製決策;再根據(jù)控(kòng)製決策選擇合適(shì)的控製算法以及智能伺服控製係(xì)統,實(shí)現智能控(kòng)製(zhì).中央(yāng)控製係(xì)統模塊分為算法集子模塊、智能伺服係統子(zǐ)模(mó)塊、數據處理子模塊等(děng)。
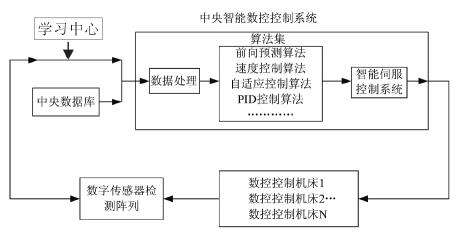
圖3 中央智(zhì)能控製係統框架
2.1.2 中央監控係統模塊
中央監控(kòng)係統模塊主要通過4G 網絡對數控機床1-N 的數據包進行(háng)接收與解析,並對其中的(de)一(yī)些簡單數據包進行分析、比較,初步篩選機床運行(háng)中的(de)有用原始數據和信息,然後把數據同時傳送給中央數據庫以及中央智能數控控製(zhì)進一步處理;同時中央智能數控控製係統通過中(zhōng)央監控係統模(mó)塊與數控控製機床1-N 進行數據(jù)交互,監控係統接(jiē)收來自(zì)中(zhōng)央智能控製係統發出(chū)的(de)各種控製指令以及控製參數(shù),經過 4G 網絡傳遞給數控控製機(jī)床,實(shí)現對數控機床的運行狀態,運行環境(jìng)進行實(shí)時檢測與監控。分為監控係統子模塊、數據(jù)交互子模(mó)塊以及通信子模塊等。
2.1.3 終端係統模塊
終端係統模(mó)塊主要負(fù)責整個係統的監控顯示,數據采集過程中異常報警等(děng).分為監控顯示子模塊、數據采集子(zǐ)模(mó)塊、控製輸出子模塊(kuài)以及異常報警子模塊等。
2.1.4 機床係統(tǒng)模塊
主要通過裝(zhuāng)在機床上麵的射頻(pín)感知硬(yìng)件以及(jí)傳感器(qì)陣列硬件來實現對(duì)機(jī)床運(yùn)行數據、運行狀態的采集,通過各種總線接口實現機床內部的通信,以及通過機床通信子模塊來實現機床之間的(de)通信(xìn),分為機床與機床通信的機床子通信模塊、傳感器陣列數據采集子 模 塊、總線 接口子模塊,射(shè)頻感知子(zǐ)模塊等。
因此(cǐ)基於4G 網絡的智能數控控製係統功能,如圖4所示(shì)。
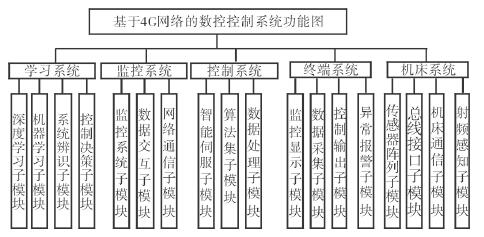
圖4 基於4G 網絡的智能數(shù)控控(kòng)製係統功能
2.2 下位(wèi)機數(shù)控控製(zhì)機床硬件係統設(shè)計
基於(yú)4G 網絡能數控控製(zhì)機床是整個係統的下位機(jī)部分(fèn),其硬件係(xì)統(tǒng)主要包括主控芯片 CPU、傳感器陣列(liè) A/D 采集(jí)電路、射頻感(gǎn)知(zhī)采集電路、4G 網絡通信電路、總線接口電路、電源管理(lǐ)電路、異常報警電路等(děng).首先主(zhǔ)控芯片 CPU 通過傳感器陣列采集電路和射頻(pín)感知(zhī)電路采集數控機床的運行狀態和(hé)運行參數(shù),在通過總線接口和4G 網絡通信電路把狀(zhuàng)態和參數傳輸給中央智能控製係統(tǒng),然後經過(guò)一係列的控製運算以及處理,把控製參數通過 4G 傳(chuán)輸給(gěi)機(jī)床,機床在通過各種控製(zhì)總線傳輸給各個控製分支,經過 D/A 轉換以及(jí)驅動(dòng)來控製機床的(de)各個傳動機構,
實現對機床的實時控製。
基於4G 網絡的數控控製機(jī)床硬(yìng)件(jiàn)係統設計(jì),如圖5所示(shì).
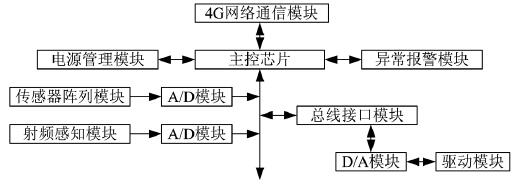
圖(tú)5 基於4G 網絡的數控控製機床硬件係統設計
2.3 上位機中央控製係統硬件設計(jì)
基於4G 網絡(luò)的上位機(jī)中央控製係統是整個係統的 主 要 部 分,其 硬 件 係 統 主 要 包(bāo) 括(kuò) 主 控 芯 片CPU、存儲器(qì)陣列電路、智能伺服控製係(xì)統電路、4G網絡通信電、電源(yuán)管理電路、控製係統(tǒng)異常報警電路等.首先主控芯片 CPU 通過4G 網(wǎng)絡通信電路采集下位機的運行狀態和參數,保存到存儲器陣列中,同(tóng)時通過中央軟件控製係統學習以及(jí)產生控製(zhì)決策,經過一係列的算法計(jì)算,產生各種控製參數,經過中(zhōng)央智能伺服控製係統電路產生最終的控(kòng)製量,在通過4G 網絡傳輸給下位機機床,機床在通過各種(zhǒng)控製總線傳輸給各(gè)個控製分(fèn)支,經過 D/A 轉換以及驅動來控製機床的各個傳動機構,實現對機床的實時控製。
基於4G 網絡的(de)中(zhōng)央控製硬件係統設計,如圖6所示.
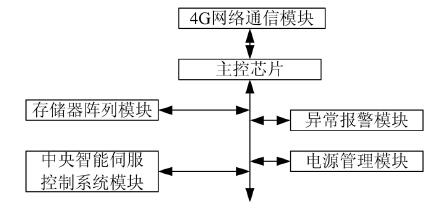
圖(tú)6 基(jī)於(yú)4G 網絡的中央控(kòng)製係統硬件設計
2.4 下位機控製係統軟件設計
下位機軟件(jiàn)係統主要包含 4G 網絡通信軟件、電路 A/D 采樣軟件、射頻(pín)感知軟件、接口軟件、電源管理軟件、電機驅動軟件、緊急報警處理(lǐ)軟件等.首先通過電路 A/D 采樣軟件和射頻感知軟件模塊負責下位機的所有(yǒu)運行狀態以及運(yùn)行參數的采集.最後通過 4G 網 絡通信模 塊軟件把參數 傳輸 給 上 位機,整個下位機控製係統的數據采集軟件流程,如圖7所示。
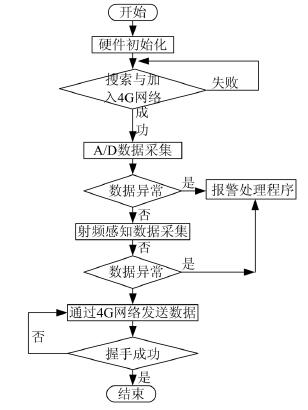
圖7 下位機數據采集軟件流程
下位機控(kòng)製係(xì)統的軟件主要通過4G 網絡接收來自上位機的控(kòng)製係統數(shù)據,如果和上位機(jī)的握手成功(gōng),那麽下位機接收數據成(chéng)功,把接收(shōu)數據通過驅動程序來驅動下位機(jī)的數控(kòng)控製機床(chuáng),實現對下(xià)位機的控製,因(yīn)此下位機的控製係統軟件流(liú)程,如圖8所示。
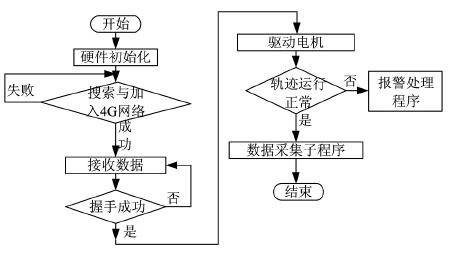
圖8 下位機控製係統軟件
2.5 上(shàng)位(wèi)機中央(yāng)控製(zhì)係統軟件設計
上(shàng)位機控製係統的軟件主要通過4G 網絡接收來自下位機的數據采集係統參數,然(rán)後根(gēn)據(jù)采集參數(shù),進行係統(tǒng)辨識,產生控製(zhì)決策,在通過智能伺服控製係統(tǒng)模型進行計算,產生控(kòng)製參數(shù),通過4G 網絡發送控(kòng)製參數實現對下位機的控製,因此上(shàng)位機的控製係統(tǒng)軟件流程,如圖9所示。
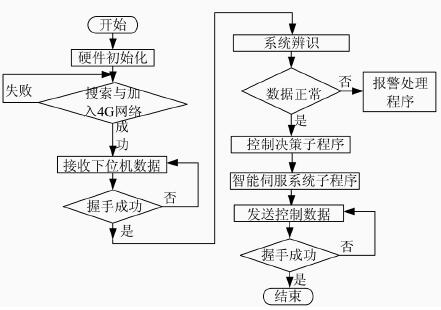
圖9 上位機控製係統軟(ruǎn)件流程
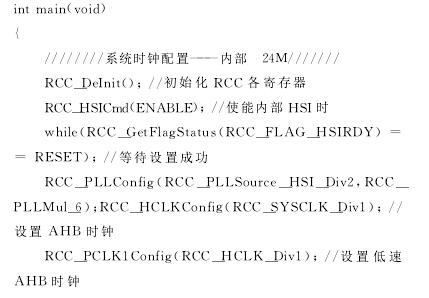
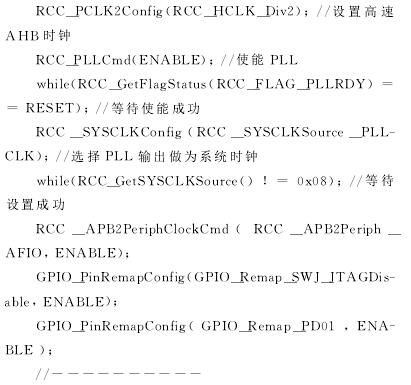
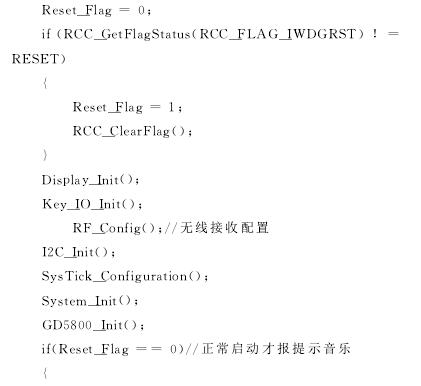
2.6 智能數控控製係統軟件
智能數控控製係統軟件主要由係統(tǒng)初始化、係統界麵設計、控製係統內核軟件、信(xìn)軟件4大部分組(zǔ)成(chéng),整個係統的(de)主程序(xù)如下:
本係(xì)統通過 4G 網絡(luò)把數控控製係統聯網(wǎng)運行(háng),並(bìng)把采集的數據傳(chuán)送到中央智能數控控製係統,通過中央控製係統可(kě)以實時監測各個數控控製(zhì)機床的運行狀態和運行數據(jù).從而實現(xiàn)係統的網絡化、數字化、智(zhì)能化。
該係統(tǒng)能夠實現無人工車間,24h 不間斷監(jiān)控數控機床,可節省大量人力,提高生產效(xiào)率。該係統用於對泉州德林機械有限公(gōng)司的數控機床進行升級換代,使(shǐ)該數控機床(chuáng)實現數字化、智能
化、網絡化,反(fǎn)饋效果良好。
投稿(gǎo)箱:
如果(guǒ)您有機床行(háng)業(yè)、企業(yè)相關新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行(háng)業(yè)、企業(yè)相關新(xīn)聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年(nián)11月(yuè) 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車(chē)產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地(dì)區金(jīn)屬切削機床產量數(shù)據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車(chē)銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦(bàn)法
- 中走絲線切割機床的發(fā)展趨勢(shì)
- 國產數控(kòng)係統和數控(kòng)機床何去何從(cóng)?
- 中國的(de)技術工人都去哪裏了?
- 機械老板(bǎn)做了十多年(nián),為何(hé)還是小作(zuò)坊?
- 機械行業(yè)最新自(zì)殺性(xìng)營銷,害人(rén)害己!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智(zhì)造(zào),多談點(diǎn)製造
- 現實麵前(qián),國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車(chē)床加工刀具(jù)補償(cháng)功能(néng)
- 車床鑽孔攻螺紋加工方(fāng)法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區別