


立(lì)式車床電氣控製係統的研究
2019-11-20 來(lái)源:中捷機床有限公司 作者:劉野
1、立(lì)式車床電氣控製係統
普通立式車床的電氣(qì)控製係統,采用繼電(diàn)器、接觸器實現對刀(dāo)架、主軸的控製(zhì),並完(wán)成相(xiàng)應的保護,為了實現機床的自(zì)動化,可以利用四門子 S7-300 進行控製(zhì)。
采用(yòng)直流伺服電機對(duì)車床提供動力(lì),可以提高運轉效率、過載能(néng)力大,同時它的運轉平穩,易於控製,而對(duì)於電動機的控製,采(cǎi)用雙回路控製方(fāng)式,如圖 1。
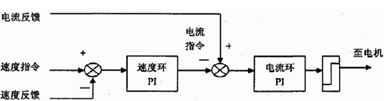
圖 1 速度環與電流環控製回路
在控製回路中,電(diàn)流環是作為控製回路的(de)內環,通過(guò)接收速度的指令後,在做出反應,電路控製中通過電流偏差輸出電動(dòng)機控製電壓。
利用這(zhè)個回路的優點有以下幾點:
(1)該回路是標準軟件模(mó)塊和控製回(huí)路(lù)的結合體;
(2)具有完善的保護功能和診斷功能;
(3)有串行通(tōng)信接口,可以與計算機或者傳動裝置建立加工過(guò)程控製係統;
(4)采(cǎi)用專用的控製模塊,使機床的傳動簡單可靠。立式車床的電氣控製係統的設計可以考慮將(jiāng)控製(zhì)電路與主電路分離開(kāi),將內部的連線簡化,這(zhè)樣會降低主電路的幹擾以及操作安全(quán)性,同(tóng)時電樞控製不受相(xiàng)序(xù)旋轉(zhuǎn)的影(yǐng)響,電氣元件選擇標(biāo)準化零件,減(jiǎn)少(shǎo)備件的種類,實(shí)現單一性。
2、PLC控製(zhì)
立(lì)式車床 PLC 控製係統主要是對機床進(jìn)行邏輯控製,包括工作台(tái)的啟停、製動和電動,同時還(hái)對電動機實(shí)現變速(sù),機床橫梁的上下移動,刀架的相應運動以及照明等。
S7-300PLC 是一個模塊化、無風扇的係統,易於用戶操(cāo)作(zuò)和掌(zhǎng)握,性價比高,組成(chéng)部分包括導軌、電(diàn)源、中央處理(lǐ)器、接口、信號、功能模塊等。
S7-300 的通信(xìn)接口有 AS-i 接口、PROFIBUS 和以太網接(jiē)口。通信類型有過程通信和(hé)數據(jù)通信,過程(chéng)通信主要是對總線和 I/O,數據通信是人機界麵和控製係統之間的通信。
S7-300PLC 硬件(jiàn)配置如圖 2 所(suǒ)示。
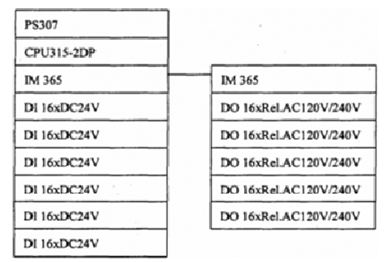
圖 2 S7-300 硬件配置
它的供(gòng)電采用 DC24V,這樣對硬件和 PLC 可以起到一個相應的保護,同時硬件配置上還帶有(yǒu)負載開關,做好(hǎo)軟件的(de)短(duǎn)路保護。
應用 STEP 7 作為 S7-300 的軟件,它是 S7-300 的(de)標準配置,是實現(xiàn)組態和編程的軟件,功能有設置(zhì)和管理、分配參數、管理符號、創建(jiàn)程序、編程、測試、運行等,軟件內有三種編程語言,STEP 7 可以通過以下三程序來編寫 PLC 控製程序:
(1)線性程序
這個方法是將用戶編寫完成的程序放(fàng)置在一個指令(lìng)快內,機床在執行時候,是通過線性或者順序的方式(shì);
(2)分部編程
這個是將程序分離開,將任務分解成子任務,每個子任務由一個 FC 完成,這樣在執行時候,不會數據交(jiāo)換,也(yě)沒有重複代碼;
(3)結構化程序
是指對控(kòng)製(zhì)中控製過(guò)程和控製要求相近或類似的功能進行分類。
3、刀架位(wèi)置模糊PID控製(zhì)
立車加工範圍廣,加工材料的(de)性(xìng)能也不同,有的材料需要粗糙(cāo)度要(yào)好,有的(de)材料硬度高,所以對機床刀具的要求也高,進給(gěi)量(liàng)也(yě)隨(suí)之而改變,如何實現刀架的位置精度和控製的準確性,是非常重要的。
模糊(hú)控製係統通過模(mó)糊集合論、語言變量以(yǐ)及(jí)推理,再通過計算機智能控製,可以準確(què)把控車床的刀架(jià)位置,圖 3 為組成框架。
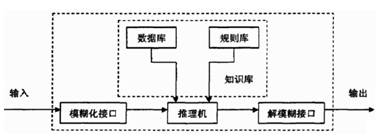
圖 3 模糊控製器組成(chéng)框架
模糊化接口,是控製器輸入與輸出求解的重要接口,作用是將(jiāng)真實的確定量(liàng)變成一(yī)個模糊矢量(liàng)。
知識庫,數(shù)據庫和規則(zé)庫(kù)構成了知識庫,數據庫是模糊控製係統存放變量和模糊子集的知識庫,規(guī)則庫包含模糊語言(yán)變量標識一係(xì)列控製規則。
推(tuī)理與解(jiě)模糊接口,這(zhè)個是對之前控製係統中模糊量和變(biàn)量進行(háng)求解(jiě)的模塊,並最終獲(huò)得模糊控製量的部分。
模糊 PID 控製是根據專家(jiā)和操作人的(de)經驗,在根據模糊控(kòng)製係統、數據模型,對機床係統控製的方(fāng)法,通過對係統過程模式的識別,利用模糊控製(zhì)規則對 PID 參數進行修改,達到 PID 參數模糊自整定的目的(de)。
4、結語
立式車床實(shí)現數控(kòng)可以大(dà)大提高加工精度和加工效率,應用數控技術,從(cóng)總線到網絡控製設計,在到最後的PLC 軟件,實現車床自動化是密不可分的,對於參數變化範圍較大時候,利(lì)用模糊(hú) PID 控製就可以增加使用性能,立車的最終方向是向著高速、實時、可靠的集(jí)成性自動化方向,PLC 軟件編(biān)程是實(shí)現控製的最好(hǎo)辦法。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削(xuē)機床(chuáng)產(chǎn)量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車(chē)銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機(jī)床(chuáng)產量數據
- 2024年9月 新能源汽車銷量(liàng)情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據