


歐洲機床智能製造匯編(一(yī))上
2018-9-17 來源:OK智能製(zhì)造 作者:--
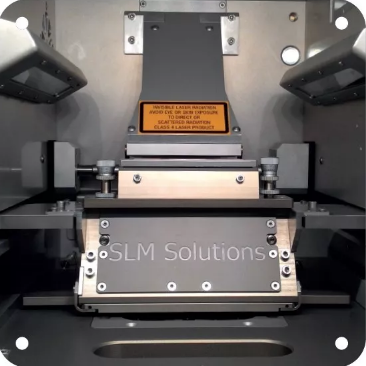
Ⅰ、德國SLM公司3D金屬打印機

德國SLM Solutions集團是世界領先的金屬激光增材製造設備(3D打印)生產商,專注於選擇性激光熔化(SLM) 相關的(de)高新技(jì)術(shù)研發。
選擇性激光熔化技術(SLM)廣泛應用於航空航天、醫療、能源、汽車工業、教育、軌道交通等領域。
精密緊湊,實現廣泛應(yīng)用領域的3D打印
——適合研發或工業生產用複雜金屬零部件

SLM125選擇性激光熔化(3D打印)設備技術參數
加(jiā)工尺寸(長×寬×高)125 × 125 × 125 mm³扣(kòu)除基板厚度
3D光路係統配置單激光(1×400W)IPG光纖激光器
加工速率最(zuì)高25 cm³/h
可加工層(céng)厚20 μm-75 μm, 1μm/步
最小結構尺寸140 μm
光斑直徑70-100 μm
最高掃描速(sù)度10 m/s
加工過程中平均惰性氣體消耗2 L/分鍾(氬)
排氧過程中平均惰性氣(qì)體消耗70 L/分鍾(zhōng)(氬)
電(diàn)氣連接/輸入功率400 Volt 3NPE, 32 A, 50/60 Hz, 3 kW
壓縮空氣要(yào)求/消耗ISO 8573-1: 2010 [1:4:1], 50 L/分鍾 @ 6 bar
機器尺寸(長×寬×高(gāo))1,400 mm x 900 mm x 2,460 mm
機(jī)器重量(含/不含粉末)約750 kg / 約(yuē)700kg
適用於所有金屬粉末的設備(bèi)
選擇性激光熔化設備SLM 125的加工尺寸為125×125×125 mm³。設備結(jié)構緊湊,經濟性極佳,適合應用(yòng)於研發領域以及工業生(shēng)產小(xiǎo)尺寸零件(jiàn)。此外,SLM 125可選配成型尺寸50×50×50 mm³的加工(gōng)小平台,可減少80%的粉末使用量。

選擇性激光熔(róng)化設備 SLM 125 可基於3D-CAD數據打印出高品質金屬零件。該設備兼備緊湊性、經濟性以及高精(jīng)度,主要適用(yòng)於小批量加工,例如研發領域。

雙向鋪粉(fěn)專利技(jì)術成(chéng)就了(le)其(qí)在同類型設備中(zhōng)最快的成型速(sù)度,而氣體循環過濾技術不僅已獲得專利,同時也(yě)呈現了安全操作(zuò)的設計(jì)理念。惰(duò)性氣流即使在調節到(dào)最低消耗量時(shí)也能夠達到最理想的工藝特性。

SLM 125 可選配用於讀取(qǔ)CAD/STL數據或切片數據的全開放式軟件,允許(xǔ)用戶根據需求進行自定義加工參數,實現個性化加工。打印材料可選擇(zé)不鏽鋼,工具鋼,鈷鉻合金,鎳基(jī)合金,鋁合(hé)金,鈦及其合金等。設備的緊湊結構和少量粉末(mò)傳(chuán)輸部件可保證快速便(biàn)捷換粉。另外,大量的選配(pèi)及擴展功能使該係統能夠(gòu)適應各種客戶的個性化需求。

篩粉(fěn)設備PSM能夠(gòu)與 SLM125 達到最(zuì)佳配合使(shǐ)用效果。篩(shāi)粉過程中,大(dà)顆粒粉末會被篩選出來並被分離(lí)至一個存儲瓶內。達到(dào)顆粒範圍內的可重複利用的粉末,將被傳(chuán)輸至存儲容(róng)器中並可直接再次使用(yòng)。
Ⅱ、德國STAMA斯塔瑪立式多主軸加工中心:高(gāo)效生產的不(bú)二選擇

STAMA斯塔瑪公司(sī)是德(dé)國著名多主軸加工中心生產企業,其加工中心可單主軸、雙(shuāng)主軸、4主軸,甚至更多,適合大批量、高效加(jiā)工。
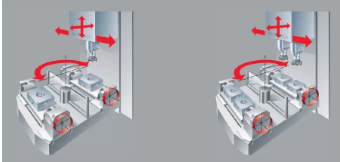
STAMA斯塔瑪單主軸、雙主軸主軸加工中心示意圖--
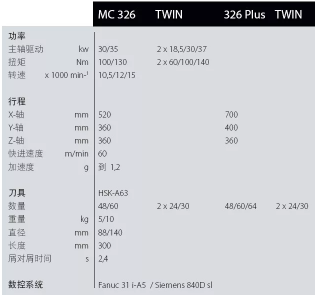
STAMA斯塔瑪MC326/MC331/MC334多主軸加工(gōng)中心--
STAMA斯塔瑪MC326單、雙主軸加(jiā)工中(zhōng)心(xīn)帶(dài)180度回轉交換工作台(tái),可在加工(gōng)的同(tóng)時上下料:
STAMA斯塔瑪MC326多主軸(zhóu)加(jiā)工中心參數--
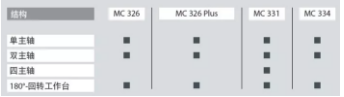
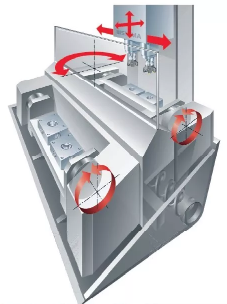
STAMA斯塔瑪MC326/MC331/MC334多(duō)主軸加工中心結構對照圖--
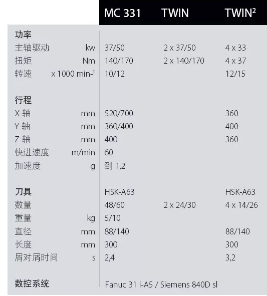
STAMA斯塔瑪MC331單、雙主(zhǔ)軸加工中心帶180度回(huí)轉(zhuǎn)交換工作台,可在加工的同時上下料:
STAMA斯(sī)塔瑪MC331單、雙主軸加工中心參數--
STAMA斯塔瑪MC334單、雙主軸加工中心帶180度回轉交換工作台,可在加(jiā)工(gōng)的同時上下料。
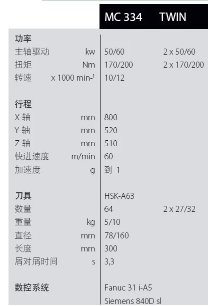
STAMA斯塔瑪MC334單、雙主(zhǔ)軸加工中心參數:
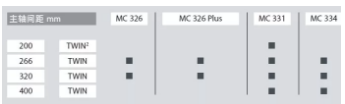
STAMA斯塔瑪MC326/331/334加工中心帶主軸間距對照圖--
STAMA斯塔瑪雙主軸加工(gōng)中心示意圖--
STAMA斯塔瑪(mǎ)4主軸加工中心示意圖--

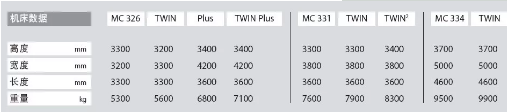
STAMA斯塔瑪MC326/331/334加工中心數據--
STAMA斯塔瑪多主軸加工中心典型加工零件--


Ⅲ、德國維拉WERA公司插滾機床 插(chā)齒滾齒拉齒的(de)高效結合

德國維拉WERA公司自行開發並注冊的插滾專利機床工藝技(jì)術,經多年成功的實際應(yīng)用,目前已在歐美汽車變(biàn)速器行業投入批量使用。
德(dé)國維拉WERA插滾工藝是首次將滾齒、插齒和拉齒工藝合並在內、外齒熱前製齒加工(gōng)生產中心。聯係:13501282025
德(dé)國維拉WERA內齒/花鍵(jiàn)插滾工藝
(舉例工件:變速器同步齒圈加工)
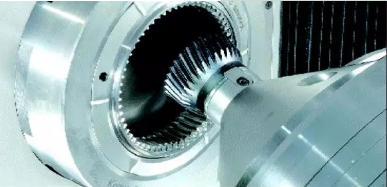

插滾(gǔn)工藝方式為工(gōng)件和刀具連續式旋分加工,其加工原理是將滾齒和插齒運動(dòng)相結合。
首先比較一下幾種熱前製齒加工的刀具與工件間的基本變速傳動作用關係:
滾(gǔn)齒:渦輪蝸杆(gǎn)傳動
插齒:圓柱齒輪差速傳動
剃齒:螺旋齒(chǐ)輪驅動
德國維拉WERA插滾法:采用維拉專(zhuān)利旋分技術,因(yīn)此可加工出(chū)多種不同齒(chǐ)形,即內外圓(yuán)漸開(kāi)線、非漸開(kāi)線和非幾何對稱齒形,且無需退刀槽。
德國維拉WERA公司插滾(gǔn)機床插滾法加工齒圈(quān)的特點:
投(tóu)資少:單機,無需傳送帶
占地少:單(dān)機,占地麵積少
人工(gōng)費低:操作人員少
以加工同步齒圈為例,迄今為止的傳(chuán)統工藝需要5 台以上機床分序加工:車(chē)削、拉削、倒(dǎo)角、銑槽和倒錐。生產中耗費大量物流(工件輸送)、多次清洗和人(rén)工及場地(dì)成本,當然還可采用(yòng)成型加工技術生產,但成品後工件(jiàn)存在內外齒形錯位對稱度不良問題。
德國(guó)維拉(lā)WERA插滾法第一次將工(gōng)序集(jí)成,即在一台插滾機上將齒圈毛(máo)坯加工成成品,完(wán)成製齒(chǐ)、倒角(jiǎo)、油槽和倒錐完整加工。
值得一提的是,全部加工均為幹式加工,無需冷卻液。
德國維拉WERA公司(sī)插(chā)滾機床特點:
節(jiē)省原材料:切削少
工件檢測成(chéng)本低:工序集中,檢測環節少(shǎo)
刀具成(chéng)本低:刀具製造簡單,可多次修磨複用
節能:單機,節省能源和排放(fàng)
德國維(wéi)拉WERA外齒/花鍵插滾工(gōng)藝
(舉(jǔ)例(lì)工件:變(biàn)速器同步(bù)齒輪和同步體加(jiā)工)

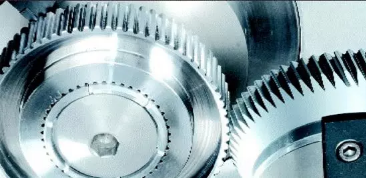
在汽車變速(sù)器齒(chǐ)輪行業中,帶單聯(lián)或多(duō)聯封閉(bì)齒(chǐ)的同步(bù)齒(chǐ)輪和同步體批量大、傳統(tǒng)加工效率低且不易加工,但采用維拉插滾法加工卻極為簡單方便,且效(xiào)率(lǜ)和精度高。
德國維拉WERA插(chā)滾機采用平行傾斜布置(zhì)的工件主(zhǔ)軸和刀具主軸得以輕鬆實現(xiàn)非對稱幾何尺寸的花(huā)鍵齒。
實現這一功(gōng)能的方法是,該(gāi)機刀具主軸(zhóu)(插滾輪)針對(duì)工件主軸采用非重複變速比設計方(fāng)案。
加工後的(de)兩齒麵幾無切削痕。加工為一次(cì)裝卡兩次進給切削完成,通常一次切削完成切削量的67%;二次切削完(wán)成剩餘33%的切削量。
切削參(cān)數視具體工(gōng)件加工切削量要求任選。該機與維拉公司其他係列機床(chuáng)相同均(jun1)采用幹式切削。
加工直齒花鍵的插滾刀為斜齒錐形設計。刀具采用帶塗層的高(gāo)速鋼(PM-HSS)製(zhì)造,可多次複磨使用。
投稿箱:
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多(duō)相關信(xìn)息

業界視點
| 更多
調查")
行(háng)業數(shù)據
| 更多
- 2024年11月 金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽(qì)車銷量情況(kuàng)
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多