


【摘要】本文主要介紹了萬能分度(dù)機械式主軸頭及其應用(yòng)領域,和其在國內應用的(de)遠景。在國內現階(jiē)段使用維修上,因維修能力的限(xiàn)製,還沒有辦法在國內完成維修任務,故將主軸頭從機床上拆下打包,寄回國外專業廠家是國內工程人員(yuán)必須要掌握的技能。
【關鍵詞(cí)】:主軸頭,萬能分度 KOSMO3
引言
萬(wàn)能分度機械式主軸(zhóu)頭,在我國的機床加工行列還應用得(dé)不是(shì)很廣泛,但(dàn)在國(guó)外得到了大量的使用。其在加工箱體類零件(jiàn),需要在三維(wéi)空(kōng)間上的加工,能有較為(wéi)準確快捷的定位,相比國內使用(yòng)的(de)側銑頭要方便精(jīng)確得多。在不需要五軸聯動(dòng)的加工方式下,又比雙擺頭電(diàn)主軸要廉價得多,其經濟性顯而易見。正是基於這些因素,我想在我國製造大國這種背景下,能預見萬能(néng)分度(dù)機械式主軸頭,將有廣闊(kuò)的使用前景。目前在國(guó)內,萬能分度主軸頭損壞後沒有維修能(néng)力(lì),需要返回廠家專業維修。故作(zuò)為一線的維修工(gōng)程師,則需要配合國外廠家將整隻主軸頭拆下(xià)打包寄回廠家(jiā)維修。在這裏我以SAHCHMAN TRT314 KOSMO3主軸頭,數控係統HEIDENHAIN ITNC530為實例,與大家一起(qǐ)分享探討。
一:KOSMO3主(zhǔ)軸頭的介紹(shào)
1.1:KOSMO3主軸頭在機(jī)床上的安裝實例圖如下圖:
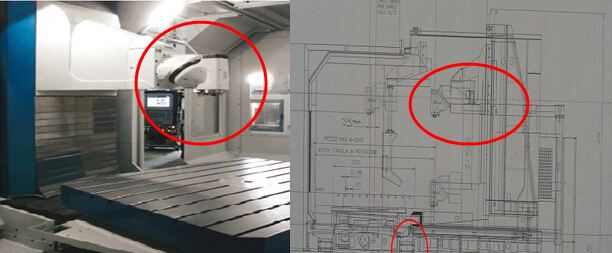
1.2:技術參數:A軸與B軸的最小分度能力0.02度,定位定盤由上齒盤(pán)2.88度,下齒(chǐ)盤2.5度及中間齒盤通(tōng)過邏輯組合的方式(shì)能達到0.02度(dù)的分度能力。最大搭配46KW主(zhǔ)軸馬達,轉數6000RPM,主軸錐孔BT50。
1.3:A與(yǔ)B軸旋轉的動力源是主(zhǔ)軸馬(mǎ)達旋轉來控製,內部潤滑與冷卻采用主軸油(yóu)冷機(jī)油冷。
1.4:加工角度為三維任意角度(與旋轉工作台C軸(zhóu)配合)。
1.5:相關(guān)主軸頭孔位號介紹:
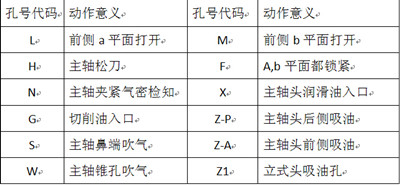
表一
二:KOSMO3主軸頭的拆卸相關難(nán)題
2.1: 據表一(yī)可以看出,在主(zhǔ)軸頭上的油管及氣管和切削油管較多,結構(gòu)較複雜,不正確的拆卸(xiè)步驟可能會造成較大的安全隱患(特別是(shì)油壓高壓(yā)部份),和對主軸頭的損壞。故在拆卸(xiè)時,對主軸頭的內部(bù)結構及氣油壓管路的走向要有(yǒu)一個清楚的認識。
2.2:主軸頭因結構特殊性,操作起(qǐ)吊時需要一些專用的工具及吊具,有時需要根據現場環境,特殊設計。
三:KOSMO3主軸頭的(de)拆卸(xiè)方(fāng)法介紹

3.1:在MDI方式下輸(shū)入S10,M59指令,開啟主軸手動控製畫麵。按B平麵鬆開按鈕(F油管的壓力將為0),要保證(zhèng)到主軸頭的所有油管(guǎn)均沒有壓力。
3.2:將(jiāng)主軸頭上部(bù)份油壓接頭盒(hé)的(de)蓋(gài)子打開,將所有關(guān)聯的油壓管,氣壓管拆掉,包含(hán)一個溫(wēn)度傳感器也要拆掉。

3.3:在主軸頭的B部份平麵上裝(zhuāng)上吊塊,B部本體上裝上M18的吊(diào)環。

3.4;用行車將吊(diào)環與吊塊提起(qǐ)來,拉住頭部,不能太用力,隻是提(tí)住就可以了(le)。注意(yì)吊繩的長度,保證兩個吊點(diǎn)的受力一致性。

3.5:將固定主軸頭的9*M16的螺杆全部拆完。

3.6:將頭輕輕的往前拉一點,等油全部排完(在貼合麵有一個頭部後側吸油孔ZP)。

3.7:將主軸頭拉出來,放在一個(gè)安全的地方,打包。

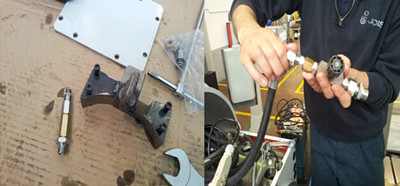
3.8:起吊及卸(xiè)油專用治(zhì)具:
總結:萬能分度主(zhǔ)軸頭分度精度極高,屬高精密部件,在使用和維修(xiū)時要盡量小心些。因要返廠維修(xiū),維修周期長,國內技術層麵還一時沒法解決。但也是暫時的一個瓶頸,我相信隨著我(wǒ)國科技水平的(de)進一步的發展,我們(men)工人素質進(jìn)一步的提高,將來我們一定會突破這些,中國(guó)的工(gōng)業需要我們大家不斷的學習和追求,才(cái)能強大!
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
金馬")
")
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新(xīn)能源汽車(chē)產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據(jù)
- 2024年10月 軸承(chéng)出(chū)口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工(gōng)中(zhōng)心精度的幾種辦法(fǎ)
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械(xiè)行業最(zuì)新(xīn)自殺性(xìng)營銷,害人害己!不倒(dǎo)閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智(zhì)造(zào),多談點製造
- 現實麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂(dǒng)數控(kòng)車床加工刀具補(bǔ)償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工(gōng)藝的區別