


當4軸數控卡盤車床正確應用時,可以提(tí)供零件裝卡所(suǒ)需的零延時功能。這是因為當兩根主軸處於切削加工的狀態時,其(qí)餘兩根(gēn)主軸可以安裝需要加工的零件。
讓我(wǒ)們來想象一下帶(dài)有(yǒu)托盤交換功能的HMC(臥式(shì)加工中(zhōng)心)機床(chuáng)的加工情況吧。當該機床在一個托盤上加(jiā)工(gōng)工件時(shí),HMC外麵的另一個(gè)托盤(pán)則處於下一(yī)個工(gōng)件的準備工作之中。因此,隻有當兩個托盤在交(jiāo)換它們的位置時,才可能發生(shēng)延時現象。
4軸卡盤車床可以最(zuì)大程(chéng)度地減少零件的裝卡延時,主軸可以采(cǎi)用水(shuǐ)平或垂直方向安裝
現在(zài),讓我們再來想象一下一台4軸車床在四角形分度托架轉鼓上的加工情況吧。這種托架轉鼓的功能大(dà)致與HMC機床(chuáng)上(shàng)的托盤(pán)交換裝置功能相同。它能夠(gòu)使四根主軸中的兩根處於密(mì)閉的加工環境中,並同時車削加工兩個工件(jiàn)。此時,處於加工區外麵的兩根主軸可以采用手工、機械手或龍門式上料機安裝需要加(jiā)工的工件。當工件在其中(zhōng)的一(yī)對主軸上(shàng)完成車削加工以後,托架轉鼓開始分度操作,將其餘兩根裝有新工件的主軸送入到加工區域內。隻(zhī)要車削加工操作(zuò)的周期超過(guò)新工件的安(ān)裝時間,那麽隻有在主軸托架轉鼓的分度過程(chéng)中才會發生幾秒鍾的延時現象。
Camloh Machinery Solutions公司(sī)的Bill Camloh, Jr.先生列出了這種(zhǒng)車削(xuē)加工平(píng)台的三大優點:第一,這類機床可以節約很多(duō)的零件裝卡時(shí)間;第二,當一個(gè)工(gōng)件A麵和B麵上的加工周期處於不平衡的(de)狀態時,采用這(zhè)類機床加工非常有效;第三(sān),不管(guǎn)工件是采用手工安裝,還是通過自(zì)動裝卡,隻要車削加工的周期超過工件的安裝(zhuāng)時間,那麽機床的生產效率(lǜ)都是完(wán)全一(yī)樣(yàng)的。
Camloh先生在紐(niǔ)約LaFayette的機床銷售(shòu)公司,該公(gōng)司(sī)提供日本Kitako公司製造(zào)的4軸數控卡盤車床 (Kitako公司的母公(gōng)司是(shì)Kitagawa公司)。這類(lèi)機(jī)床(chuáng)是通過美國SB Machine Tools機床公司進口的。Camloh先生在本文(wén)中詳細地(dì)介紹了這種4軸卡盤車床的設計,並列舉了一個實例,說明如何利用這類機(jī)床來提高加工周期完(wán)全不同工件的生產加工效率。
4軸(zhóu)卡盤車床的設(shè)計
Kitako公司的4軸卡盤車床是在該公司原3軸機床的基礎上設(shè)計生產的。這類3軸車床通常可以同時用於粗加工、精加工和工件的裝卡(kǎ)。托架轉鼓具(jù)有足夠的(de)空間(jiān)安裝第四根(gēn)主軸,於是(shì)該公(gōng)司在這台車床上又增(zēng)加了一根主軸,以適應更大範圍(wéi)的複合車削(xuē)加工。
Kitako 公(gōng)司可以提供(gòng)主(zhǔ)軸為臥式和立式布置的各種車床。臥式(shì)車(chē)床的卡盤直徑範圍為100~200mm(4~8in)。如果從操作人員的角度來看,主軸的布置正好麵向操作人員的位置。立式車床通常用於大、中型工件的車削加工,其所提供的卡(kǎ)盤直(zhí)徑範圍(wéi)為200~380mm(8~15in)。
機床的設計(jì)可以適應自動化操作的要求,也可以作為關鍵的加工設備或經(jīng)過改(gǎi)裝安裝(zhuāng)到生產現場(chǎng)。根據Camloh先生的估計,在出口到(dào)美國的500多台機床中,有 90%左右的機床裝有自動化係統。通常是以一個工程包的形(xíng)式安裝一台龍門式上料機(單臂、雙臂或三臂(bì)型)。還可以提供雙重獨立的龍門吊臂,如同機床上和地板上安裝的機(jī)械手那(nà)樣。在這些零件裝卡係統上還可以安裝氣壓表或探針,以便在卸(xiè)除零件時對零件進行測量。例如,可將這些信息輸送到(dào)控製係統中,以自(zì)動地補償磨損(sǔn)的刀(dāo)具。
加工區域中工(gōng)作的兩根主軸都是由其本身的轉塔或組(zǔ)合刀具提供服務的。組合刀(dāo)具一般(bān)用於大批量零件的生(shēng)產。標準的轉塔一般擁有8個工位,而含有10工位的轉塔,可(kě)擁有多達5個工(gōng)位的活動刀具。是否使用活(huó)動刀具應取決於鑽削、攻絲及其他加工操作所需的時間。Camloh先生說:“如果這段時間占據了總體加工(gōng)周期的一大部分,那麽在銑床(chuáng)上進行非車削加工將具有更大的意義。因為這會使零件降低裝卡(kǎ)時間所帶(dài)來的價值(zhí)消失殆盡。”例如,在(zài)整體加工周期較短的情況下,15s的新工件裝卡時間具有重大的意義。然而,對於包(bāo)括活動刀具操作在(zài)內的較長加工周期而言,這15s的時間就顯得不那麽(me)重要(yào)了。
典(diǎn)型車削應用範圍
4軸卡盤車床不一定(dìng)隻適合於大批量工件的加工需(xū)要。Camloh先生說:“卡盤車床也適合於(yú)500件左右的批量加工。”該卡盤車床通(tōng)常的加工應用範圍如下:
一個類型的零件可以在所有4個卡盤(AA/AA)中進行一次車削操作;
同時在一個卡盤中(zhōng)車削加工一個零件的A麵,並在另一個卡盤中(AB/AB)車削同一零件的(de)B麵;
同時在兩(liǎng)個卡盤中車削(xuē)加(jiā)工一(yī)個零件(jiàn)的A麵,並在另兩個卡盤中(AA/BB)車削同(tóng)一零件的B麵。
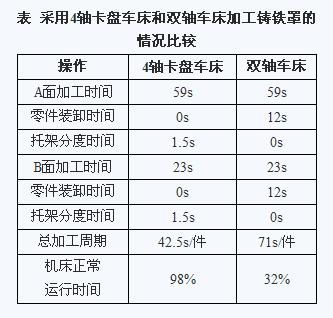
特(tè)別是在A麵和(hé)B麵加工周期相對較長和加工(gōng)操作不平衡的(de)情況下,采用4軸設計形式的車床對上述最後一個例子的加工最為有效(xiào)。按照表中所列的鑄鐵罩加(jiā)工(gōng)進行考(kǎo)慮。這些零件的A麵車削、鏜削和偏心鑽(zuàn)削加(jiā)工周(zhōu)期為59s,而B麵的鏜削和端麵加工周期為(wéi)23s。零件裝卡時間12s。如果采用一台雙(shuāng)軸車床的一根主軸車削加工這個零件的A麵,另一主軸車削加工同一零(líng)件的B麵,那麽加工B麵的主軸就要閑置36s的時間。它必須等待另一根主軸完成長達59s的加工操作。從這個實例中可以看(kàn)出(chū),完成一(yī)個(gè)零件的加工需要71s的時間,因為總體加工周期等於最長(zhǎng)的加工操作時間加上零件的裝卡時(shí)間。
另一方麵,當4軸卡盤車床(chuáng)在進行AA/BB加工操作時,其總體加工周期建立在A麵和B麵的平均加工周期的基礎上。當(dāng)兩個(gè)零件的(de)A麵完成加(jiā)工後,托(tuō)架就會對其餘兩根主軸進行分(fèn)度,開始對另外兩個零件的B麵加工(gōng)。從這個實例可以(yǐ)看出,每加工兩個零件需(xū)要85s。這表明,完成每一個零件的加工時間為42.5s。此外(wài),4軸卡盤車(chē)床的主軸利用率達到了98%,而雙軸車(chē)床的主(zhǔ)軸利用率隻(zhī)達到(dào)32%。
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com

調查")
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量(liàng)數據
- 2024年11月(yuè) 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據