


在大型/重型數控機床的應用中,由(yóu)於發(fā)熱、切削力和軸承(chéng)準靜態負載產生的變形(xíng)嚴重影(yǐng)響著工(gōng)件(jiàn)的加工(gōng)精(jīng)度和加工(gōng)效率。如何實時測(cè)量並補償各種原(yuán)因(yīn)造成的變形成為提升數控機床性能的重要課題。示意圖1中(zhōng)即描述了由(yóu)於主軸軸承發熱而引起(qǐ)的刀具中(zhōng)心(xīn)點位置變化的典型情況(kuàng)。
為控製數控機(jī)床的熱變形,傳統(tǒng)的方法是使用應變儀,但這要求有體(tǐ)積大且昂貴的專用控製電子器(qì)件(jiàn),且隻能借助結構的熱(rè)模型進行局部變形測量。同時,這種(zhǒng)建立結構熱模型的方法是一種靜態、線性的、基於結果的測量和補償方法(fǎ),不能滿足加工過(guò)程中對變形進行實時性和(hé)非線性測(cè)量和補(bǔ)償的(de)需要,不能良好的對機床變形進行測量和誤差控製,如圖2所示(shì)。
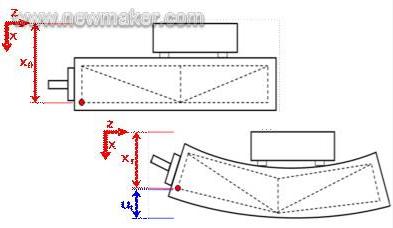
圖1. 主軸軸承發熱而引起的刀具中(zhōng)心點的位置變化
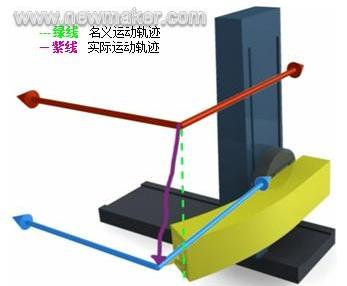
圖2. 因機床變造成(chéng)的名義運(yùn)動軌跡(jì)和實際運動軌(guǐ)跡的誤差
Sintesi SpA公司基於(yú)激光編碼器LASDE構建傳感器測量網絡,可對各種結構數控(kòng)機床實時(shí)進(jìn)行三維空間變形測量和控製(zhì)。
1. 激光編碼器LASDE
LASDE是(shì)Sintesi公司在精度等級和(hé)成本上都較為(wéi)適用於數控機床應用的激光編碼器,它由激光(guāng)源、激光(guāng)靶和信號處理盒組成,能(néng)夠在長達(dá)2m的長度(dù)內測量5 mm量程的變形,且能夠在較大溫度變化下保(bǎo)證較高的測量(liàng)精度,LASDE技術參數見圖3。
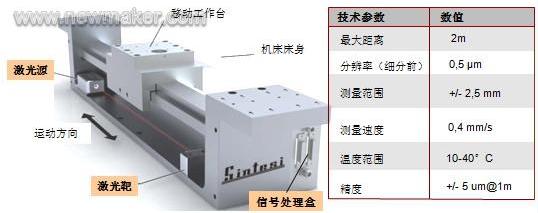
圖3. 激光編碼器LASDE參數表
2. 數控機(jī)床空間三維測量網絡的構建
顯然,由於(yú)數控機床變形的複雜性,僅利用(yòng)激光編碼器進行單軸變形測量(liàng)並不能反映出刀具中心點的變(biàn)形情況。Sintesi的(de)變(biàn)形控製解(jiě)決方案采(cǎi)用多個LASDE激光編(biān)碼器在數控機床上構造傳感器網絡,網絡的基本單(dān)元為光學三(sān)角形,如圖4所示(shì)。采用LASDE激(jī)光編碼器網(wǎng)絡的方式,能夠實時、高精度地將(jiāng)刀具中心點的三維變形量測量出(chū)來,發送給數(shù)控係統進行補(bǔ)償。
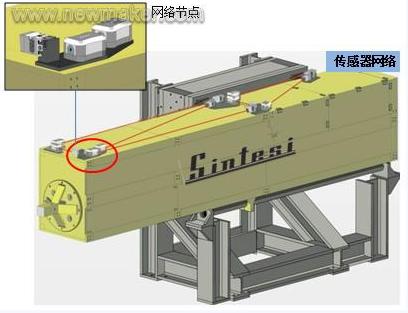
圖4. 基於激光編碼器LASDE構建傳感器網絡
根據特定的應用,也可以構建為二維或三維網絡進行不同(tóng)的空間測(cè)量,其中(zhōng)唯一的要求為每個(gè)網(wǎng)絡側麵具有光學可見性。同時,此解決方案(àn)靈活性很大,可適用於不同的機床(chuáng)構造或各種幾何形(xíng)式的軸。
3. 數控機床變形造成的誤差
補償數控係統讀取LASDE激光編碼器測量(liàng)的高精度變形值後對誤差進行(háng)補償,修正數控機床的運動,以減小加工(gōng)誤差(chà)、增加加(jiā)工效率,如圖5所(suǒ)示。在使用高速加工工件時,測量和控製的實時性尤為重要,目前比較成熟的方式是(shì)采用實時性較好的測量元件(jiàn)和控製係統來進行,例如LASDE激光編碼器和Orchestra控製係統就能夠實現較高的實(shí)時性。

圖5. 數控機(jī)床變形誤差補償流(liú)程(chéng)
通過LASDE構建變形測量和控製(zhì)網(wǎng)絡,能夠有效的提高數控機床的加工精度達80%,這會在大型、重型數控機床包括龍門機床以及CMM測量機上有廣泛的應用。事實上(shàng),大型龍門數控機床在不同的加工位置、不同的加工速(sù)度時(shí)的變形較為複雜(如圖6藍色、紅色兩種加(jiā)工狀態所示),無法用既定的數學模(mó)型進行事先補償,隻能通過實時的多維測量和控製進行良好的補償。
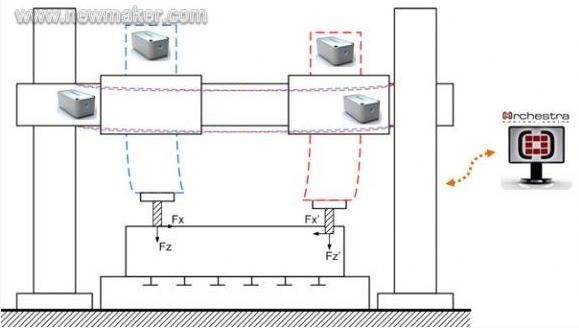
圖6. 大型龍門數控(kòng)機床變形(xíng)示意圖(tú)
如果您有機床行業、企業(yè)相關新(xīn)聞(wén)稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床(chuáng)產量數(shù)據
- 2024年11月 分地區金屬(shǔ)切削機(jī)床產量(liàng)數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月(yuè) 軸承出口(kǒu)情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車(chē)產(chǎn)量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中心精度(dù)的(de)幾種辦法
- 中走(zǒu)絲線(xiàn)切割機床的發展趨勢
- 國產數控(kòng)係統(tǒng)和(hé)數(shù)控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十(shí)多年,為何(hé)還是小(xiǎo)作坊?
- 機械行(háng)業最新自殺性營銷(xiāo),害人害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前(qián),國人沉默(mò)。製造業的騰飛,要從機(jī)床
- 一(yī)文搞懂數控車床加工刀具補償功能
- 車(chē)床鑽孔攻(gōng)螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區別