



摘要:本(běn)文介紹了(le)轎車變速箱齒輪加工桁架物流機械手機械結構設計及電氣布線等方麵常見問題,並提出解決方法,希望為初涉該領域的設計師帶來幫助。
關鍵詞(cí) :轎車變速箱齒輪;桁架物流機械(xiè)手;常(cháng)見問題;解決辦法
一、引言
近年來,我國城鎮居民收(shōu)入穩步提升,汽車消費能力(lì)日漸增強,帶動了我國汽車工業的快速發展。隨著市場(chǎng)需求增大以及勞動成本大幅上升,傳統的半自動轎車變速箱齒輪生產線已不能(néng)滿(mǎn)足市場需求,轎車變速箱齒輪製造技術正朝著敏捷柔性生產線方向發展。新生產線的柔性需求以及(jí)老生產線改造升級使桁架物流(liú)機械手市場需求快速增長,國內設備廠家陸續進入該(gāi)領(lǐng)域,但因桁架物流機械手通常屬非標自動化設備,需根據用戶要求量身設計,對於初進入該行業的設計(jì)師,不能較好把(bǎ)握設計要點,容易導致設計的產品無法滿足使用要(yào)求。本文以國(guó)內某機床廠生產(chǎn)的轎(jiào)車變速箱(xiāng)齒輪加工自動化線為例介紹轎車變速箱(xiāng)齒輪加工桁架(jià)物流機械手設(shè)計常見問(wèn)題及(jí)其解決方法。
二、齒輪加(jiā)工桁架物流機械手(shǒu)典型結構
桁架物流機(jī)械手(shǒu)是轎車變速箱齒輪加工自動生產線(xiàn)物流運輸的主要組成部(bù)分,其主體部分(fèn)由1-軸電(diàn)機,2-Y梁,3-X軸(zhóu)電機,4-空架線槽,5-電櫃,6-冷卻空調,7-X梁,8-旋轉氣(qì)爪,9-載板,10-齒條,11-滑軌,12-立柱、電控係統、潤滑係統等組成,如圖(tú)1所示。X梁和立柱采用方鋼,Y梁采用鋁合金型鋼,載板由鋁合金厚板加工而成。Y梁與(yǔ)載板之間通過導軌滑塊連接,載板上沿豎直方向安有齒條(tiáo),由(yóu)交流伺服電機通過蝸輪減速器驅動齒輪實現Y梁上下移動;載板與X梁之間也(yě)是通過導軌滑塊連接,X梁上沿水(shuǐ)平方向安有(yǒu)齒條,由交流伺服電機通過(guò)蝸輪減(jiǎn)速器驅動齒輪實現Y梁左右移動。
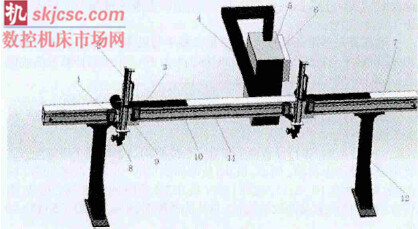
圖1 某轎車變速箱齒輪(lún)加工線桁架物流機械手
1-Y電機 2-Y梁 3-X電機 4-空架線槽 5-電櫃 6-冷卻空調7-X梁 8-旋(xuán)轉氣爪 9-載(zǎi)板 10-齒條 11-滑軌 12-立柱
三(sān)、設計中常見問(wèn)題及其解決方法
1、本(běn)項目(mù)齒輪自(zì)動加(jiā)工線的機床和桁架物流機械手采取地腳螺栓固定,在運行過程中因機床(chuáng)振動,機床和桁架會發生相對位移(yí),影響桁架(jià)物流手取件、放件(jiàn)精度,從而導致工件傳輸錯誤。建議采用桁架(jià)X梁直接與機床(chuáng)直接剛性連接來避(bì)免這一問題,同時在二(èr)者連(lián)接接口(kǒu)設置條形孔,以便於桁(héng)架前後(hòu)位置調節。
2、桁架有多個機械手協同工作(zuò)時,應考慮(lǜ)防碰撞措施。主流做法是相鄰兩機械手之間設交換料(liào)道(dào),相鄰機械手在料到上取放料時間錯(cuò)開。交(jiāo)換料道行程不宜過長,隻要能滿足換料功能即(jí)可,過長的料道會增加(jiā)自動線占(zhàn)用空(kōng)間和輸(shū)送時間。
3、因調(diào)試需要,示教器通常連(lián)接較長線纜,因線纜大多有油汙,調試結束(shù)後操作人員不願收(shōu)線整理,即便整理也是簡單的盤(pán)起掛在機床床身的掛鉤上。線纜拖行易產生(shēng)安全隱患,並有損車間整潔美觀。針對以上問題,這裏提出三種解決方案(àn):(1)示(shì)教器若可實(shí)現熱拔插,則在桁架方向設多個(gè)熱插點,調試找(zhǎo)正時隨調隨插;(2)沿桁架X方向設導電導軌,示教器隻需連接很短一段(duàn)線纜即可到達較遠距離(lí);(3)采用平衡器收線。
4、設備運行中安全為第一位,需充分考慮運限位保護、夾空保護和過載保護。
5、電器元件使用壽命受溫度影響較大,電控櫃盡量采用專用空調降溫,尤其在南方(fāng)高溫地區,不建(jiàn)議采用風扇降溫。
6、桁架X梁需設(shè)計成上下前後可調,便(biàn)於(yú)安裝調試,可采(cǎi)用調節螺栓來實現X、Y方向調節。
7、因齒輪加工(gōng)線整體性及緊湊性(xìng)要(yào)求,在某些部位通常留給桁架機械手的空間(jiān)非常有(yǒu)限,此些部位設計要(yào)注(zhù)意避免幹涉,如為(wéi)避免X軸(zhóu)電機與機床外殼發生幹涉,可采用直角減速(sù)器;為(wéi)避免拖鏈轉彎處的(de)凸起與機床幹(gàn)涉,應合(hé)理選取(qǔ)拖鏈轉彎處朝向,以及出(chū)線方向。
8、氣爪與Y梁之間連(lián)接應設有調節機(jī)構,氣爪可沿Y軸方(fāng)麵微調,通(tōng)常設調節範5mm-15mm。
9、機械手指由碳鋼加工而成(chéng),三個一組並(bìng)做好分組標記(jì),以便(biàn)於安裝時候按標記查找所需尺寸的手指。三個手指分別裝有墊塊,當工件尺寸小範圍內調整時,可不(bú)更(gèng)換手指,隻更換(huàn)墊塊即可。
10、線纜鋪設和電控櫃是影響設備外(wài)觀的重要(yào)因素,好的設(shè)備(bèi)不僅應性能優良,在外觀方麵更應讓人眼前為之一亮。也許我們從運維角度講更希望下走線,從美觀方麵(miàn)來考慮,上走線已是不可逆轉的趨勢了。電控櫃位置布置(zhì)既要考慮布線方便,又要考慮生產線整體協調。電(diàn)櫃應選(xuǎn)取鈑金、噴塑美觀,大小適中(zhōng),並滿足密閉要求和尺寸要求。
11、為便於氣(qì)爪取放(fàng)工件,交換料道對齒輪通(tōng)常采取內孔定位,即通過金屬棒(bàng)穿入齒輪內孔來定(dìng)位。設計時,定位(wèi)金屬棒頂端應設倒角,便於工件順(shùn)利導入,定位金屬棒長度通常略小於齒寬,以避免與(yǔ)氣爪產生幹涉。
12、剃齒工位(wèi)剃齒油較多,右側氣爪到交換料道取工件(jiàn)時會將(jiāng)剃齒油回帶,所以在交換料道下方需設計接(jiē)油槽(cáo),接油槽右端應延伸至剃齒機下方,並設有回(huí)油管路。
13、某些軸承有大小端之(zhī)分,軸承抓取方向又分為從上往下抓取和從側麵抓取,所以設計時要根據工藝要求選擇氣爪朝向(xiàng)和(hé)設計爪指的尺(chǐ)寸。另外還要(yào)依據從齒輪內孔還是外緣抓取來設計(jì)氣爪手指結構(gòu)。
14、根據工藝要求(qiú),自動物流線需考(kǎo)慮抽檢環節,通常分為隨機抽檢和定量抽檢。抽檢台可利(lì)用交(jiāo)換料道,也可另設(shè)。
四、結語
智(zhì)能裝備的設計水平和製造能力代表了(le)一個國家(jiā)的科技水平,是一個國家製造業發達(dá)程度(dù)和國家綜合(hé)實力的集中體現。麵(miàn)對不斷攀升的人力成本與日益加劇的行業競爭,製造企業(yè)紛紛著手提高生產線自動化程(chéng)度,隨著市場的巨大需求,將有越來越多的資金和人才湧入智能裝備行業。本文僅介紹了桁架機械手設計的一些常見問題,希望能為初涉該領域的工程師提供參考。
如果(guǒ)您有機床(chuáng)行業、企業相關新聞稿(gǎo)件發(fā)表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數(shù)據
- 2024年(nián)11月 軸承出口情況
- 2024年11月(yuè) 基本型乘(chéng)用(yòng)車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數(shù)據
- 2024年(nián)10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本(běn)型乘(chéng)用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦(bàn)法(fǎ)
- 中走絲線切割機床的發展趨勢(shì)
- 國產數控係(xì)統和數控機床何去何從?
- 中國(guó)的技術(shù)工人都去哪裏了(le)?
- 機械老板做了十多年,為何還是(shì)小(xiǎo)作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談點製(zhì)造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工刀具(jù)補償(cháng)功能
- 車床(chuáng)鑽(zuàn)孔攻(gōng)螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的區別