


機床滾轉角高精度(dù)測量中的頻(pín)偏現象研究
2016-11-21 來源: 西安交通大(dà)學機械工程學院(yuàn) 作(zuò)者:餘寶,王昭,黃軍輝(huī),齊靜雅,李朝暉,郭俊
摘要:為降低正交偏振先外差幹涉相位(wèi)法中相(xiàng)位差(chà)的波動幅度(dù),提高滾轉角的測量精度,利用(yòng)瓊斯矩陣法,建(jiàn)立了測量光路和參考(kǎo)光路數學模型(xíng)。新模型在(zài)原有模型的基礎上考慮了雙頻激光器頻(pín)差的不穩定性和光電探測器響應時間(jiān)的差異性的影響,推(tuī)導出測量信號和參考信號之間(jiān)的頻率(lǜ)偏差(簡稱頻偏)會對相位差波(bō)動產生較大的影響。在此基礎上,給出頻偏是由雙頻激光器頻(pín)差的不穩定性和(hé)光電探測器響應時間(jiān)的差異性綜合(hé)作用產生的,並且量(liàng)化了頻偏對於滾轉角測量精度的影響。根據該模型,提出通過提高(gāo)雙頻激光器的穩頻精度(dù)和降低光電探測器的(de)響(xiǎng)應時間的差異性的方法來降低頻偏,進而降低相位差波動。實驗結果表明:在降低光電探測器響應時間的差異性後,相位差實際波動(dòng)幅度由0.7。下(xià)降到(dào)O.1。左右,測量誤差降低了85.7%,證明了分析模型有效可行。
關鍵詞:相位差;滾轉角;頻(pín)偏;精度
基於直角坐(zuò)標係統的(de)機床或(huò)測量(liàng)機共有21項結構(gòu)誤差,其中滾轉角誤差參數(shù)測量較困難(nán)。目前(qián),國內外(wài)針對滾轉(zhuǎn)角的測量做了大量的研究,其中基於(yú)拍(pāi)頻信號相位檢測的外差幹涉法(fǎ)以其非接觸、高靈敏度、光路簡單等(děng)優點有著良好的應用前(qián)景。前蘇聯Coronkevich等最先提出利用縱向塞曼激光(guāng)器實現滾轉角的測量[1]。清華大學蔣弘等提出基於橫向塞曼(màn)激光(guāng)器的非線性滾轉角測量方法(fǎ),使用1//4波片將(jiāng)正(zhèng)交的線(xiàn)偏振光橢偏化,極大地增加了滾轉角(jiǎo)測量的靈敏度[2]。在此基礎(chǔ)上,柳忠堯(yáo)等(děng)提出(chū)改進方案(àn),用1/2波片替代偏振(zhèn)片作(zuò)為敏感元件,並通過角錐棱鏡折返兩次通過1/2波片,靈敏度是改進前的4倍[3]。這類方案都是通過檢測拍(pāi)頻的(de)相(xiàng)位差,進而推算出滾轉(zhuǎn)角的大小(xiǎo),因此相位差值的準確及穩定與否將直接決定滾轉角的測量精度和(hé)不確定度。本文基於文獻[3—4]的方(fāng)案(àn),論述了測量基本原理,並建立了頻偏產生的數(shù)學模型,仿真和實驗分析了頻偏對於相位波動的影響,最後給(gěi)出了減小和消除頻偏的方法。
1.滾轉角測量
1.1 測量原理
基於相(xiàng)位的激光外差滾轉角測量係統如圖(tú)1所示。塞曼雙頻激光器發出正交線(xiàn)偏振(zhèn)光,經分光棱鏡,其中反射光經過檢偏器被光電探測器接收作為參考信號;透射光分別經過1/4波片、1/2波片,經過直角棱鏡反射後,再次經過1//2波片,最後經過檢偏(piān)器被光(guāng)電(diàn)探測器接收作為測量信號。1//2波片作為角測量傳感器隨被測物(wù)體運動(dòng),當(dāng)存在滾轉誤差時,1/2波片隨之(zhī)轉動,進而引起測量信號(hào)和參考信號之間的相位差發生變化,因此可以根據相位差變化量進而求出滾轉誤差的大小。本研(yán)究使用(yòng)成都工具研究所研製的(de)MJS5200型He—Ne縱向(xiàng)塞曼激光(guāng)器,通(tōng)過在內部安裝1/4波片,從(cóng)而使其出射正交線偏振光。
1.2 數(shù)學建模
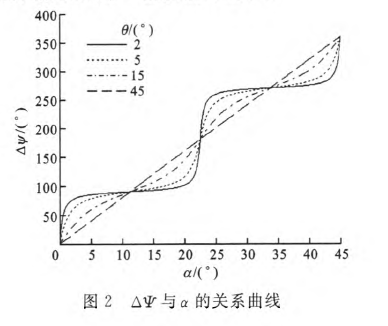
建立(lì)如圖1所示的坐標係,以1/4波片快軸為z軸,慢軸為Y軸,正交線偏(piān)振光與z軸的夾角為(wéi)0,1/2波片(piàn)快軸與z軸夾角為(wéi)口,調節檢偏器偏振方向
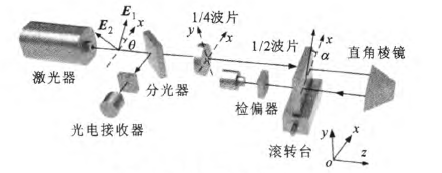
圖1測量原理光路圖
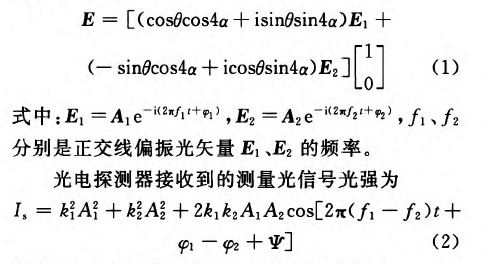
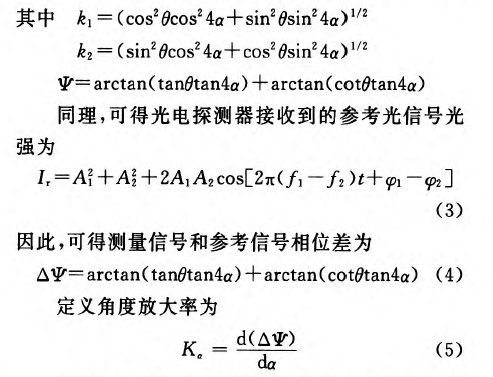
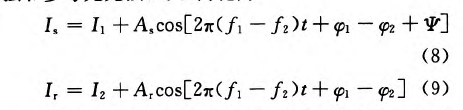
與z軸重合(hé),則可得光電探測器接收的測量光信號為
2.頻偏引起相位誤差分析(xī)
頻偏即頻率偏差,指測量信號和參考信號頻率不相等,有偏差。在一般測量中,小的頻偏的影響(xiǎng)可以忽略不計,但是在高(gāo)精度滾轉角測量係統中,這種小的頻偏會造成相位值的波動[7],從而對(duì)滾轉角測量精度造成非常(cháng)大的影響。本(běn)節分析了頻偏產生的原因(yīn),以及用MATLAB仿真分析了其會產生滾轉角測量誤差,最後用實驗數據證明了分析的正確性。
2.1頻偏的產生
式(2)、(3)分(fèn)別是光電探測器接收的測量光光強和參考光光強(qiáng),可以簡化為
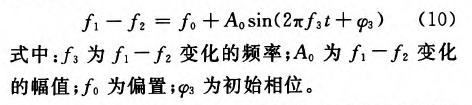
理(lǐ)論上,頻差f1-f2是不(bú)變的,但實際上是變化的。實驗室所(suǒ)用He-Ne雙頻激光器頻差在1 min內的變化如(rú)圖3所示,由圖可得,頻差的大小隨時(shí)間周期性變(biàn)化,變化趨勢近似正弦,因此頻差(chà)可以近似描述為
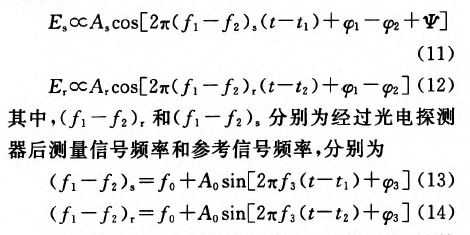
另外,測量信號和參考(kǎo)信號(hào)在經過(guò)光電探測器之前是同步的,但由於光電探測器響應時間不同,兩路信號經過光電探測器光電轉換(huàn)之(zhī)後出現延遲,導致兩路信號的頻率出現小的偏差,即頻偏(piān)。設兩光電探測器的(de)響應時間分別為t。和tz,則經過光電探
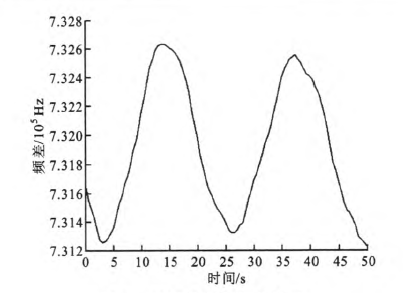
圖3雙頻激光器頻差波動(dòng)
測器濾去直流分(fèn)量後,得到的測量信號和參考信號分別為
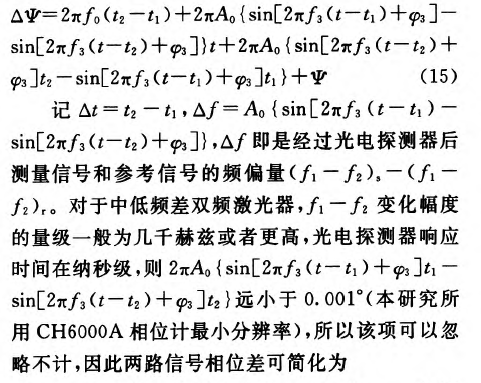
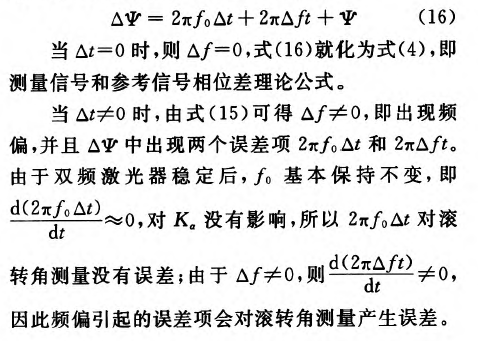
將式(13)、(14)分別代人式(11)、(12)中,計算(suàn)測量(liàng)信號和參考信號的相位差,化簡得
2.2 頻(pín)偏引起的誤(wù)差
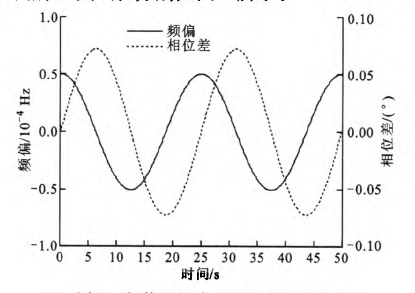
圖4頻偏和相位差隨時間的變化
2.3 實驗分析
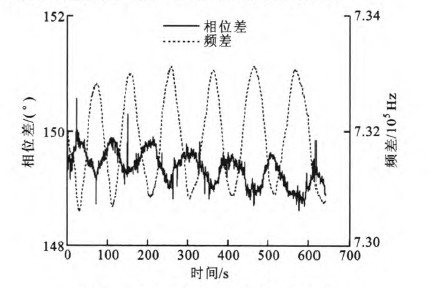
圖5相位差和(hé)頻差隨時(shí)間的變化
由圖5可得,相(xiàng)位隨頻差同周(zhōu)期變化(huà),且近似為正弦或者餘弦變化,與數學模型仿真(zhēn)分析結果基(jī)本相(xiàng)符。不考慮突變的(de)數據(jù)點時,相位差在一個周期內的平均變化量為0.7。,是仿真分析的4.87倍。這是由仿真分析的參數與實(shí)際參數的差異造成的,因為光電探測器由光電二極管及其後續放大電路(lù)等組成,較為複雜,並沒有其響應時間的(de)準確數值,200ns隻(zhī)是一個估計值而已,與實際響應時間(jiān)存在較大(dà)的偏差,因此實際相位變化與仿真分(fèn)析結果有一(yī)定偏差是可以接受的。總體來說(shuō),實際(jì)實驗結果與理(lǐ)論分析結果(guǒ)基本相符。
3.頻偏的減小與消除
3.1 消除原理
由式(18)可得,頻偏是由雙頻激光(guāng)器頻差(chà)的不穩定性和光電探測器的響(xiǎng)應時(shí)間(jiān)的不一致性共同作用導致的,因此可以通過(guò)提高(gāo)雙頻激光器的穩頻精度,即減小頻差(chà)變化幅值A。和變化頻率^,以及(jí)提高光電探(tàn)測器的一致性,即減小(xiǎo)兩(liǎng)光電探(tàn)測器的響應時間差扯來減小頻偏。
頻偏對相位差的影響見式(19),可得.廠3對相位差的波動幅度不產生(shēng)影響(xiǎng),進而就不會對滾轉角測量精度產生影響,因此在選擇(zé)雙頻激(jī)光器時(shí)就可以放寬對^的要求。
3.2 實驗驗證
實驗室原先使用的光電探測器由成都(dōu)工具研究所提供,10 rain內(nèi)相位差的波動情況如圖5所示(shì),平均每個周期(qī)的相位波動量(liàng)為0.7。。將光電探測器更換為出更小的成都(dōu)工具研究(jiū)所(suǒ)的同一型號產品,則10 min內的相位(wèi)差波動情況如圖6所示。
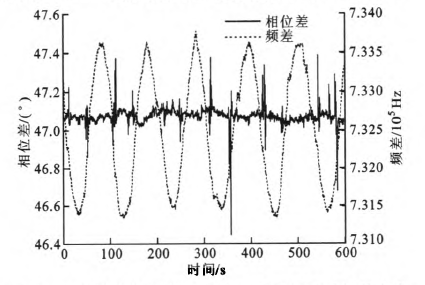
圖6更換光電探(tàn)測器後相位差(chà)和頻差隨時間的變化
由圖6可得(dé),更換&更小的光電探測器後,不考慮突變的數據點時,相位差在一個周期內的平均波動(dòng)量為0.10左右,低(dī)於之前0.7。的波動量,效果明顯改善,從(cóng)而驗證了通(tōng)過減小(xiǎo)兩光電探測(cè)器的(de)響應時間差來降低頻偏和相位差波動幅度的(de)方法的可行性(xìng)。
4.結論
本文主要(yào)從理(lǐ)論上分析了基(jī)於相位的激光外差滾轉角測量係統頻偏產生的原因,以及頻偏(piān)對於滾(gǔn)轉角測量造成的誤差影響,並進行(háng)了實驗驗證,結果表明微小的(de)頻偏會造成相位值的(de)波(bō)動,進而對滾轉角測量精度造成非常大的影響。針(zhēn)對該問題,文(wén)中(zhōng)提(tí)出(chū)通過提高雙頻激光器的穩頻精度和減小光(guāng)電探測器的響應時間差(chà)的方法來減小和消除(chú)頻偏,降低相位差的變化幅度(dù),進而提高滾轉(zhuǎn)角測量精度,並(bìng)通過實驗證明了方法有效可(kě)行。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信(xìn)息
")
業界視點
| 更多
調查")
行業(yè)數據
| 更多
- 2024年11月(yuè) 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年(nián)11月(yuè) 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量(liàng)數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據(jù)