


引言:為在機床上進一步提(tí)高定位(wèi)精度、提高加工麵和加工形狀精度、縮短加(jiā)工時間,需要(yào)進行伺服調整。而FANUC的高速高精度加(jiā)工也是(shì)相(xiàng)對而言的,沒有絕對的高速高精度。如果要提高精度(跟蹤誤差小),在拐角或(huò)圓弧轉角處必須減速(sù),這樣就不能達(dá)到高速的要求,但提高了速度,必(bì)然精度會降低(跟蹤(zōng)誤(wù)差大)。所(suǒ)以如果要兩方麵都要提高,必(bì)須使用特殊功(gōng)能。FANUC為αi係(xì)列伺服電機提(tí)供了更加高速、高精度的HRV3控製方式。下麵就HRV3控製原理(lǐ)和調試步驟簡單介紹:
為(wéi)通過伺服調整提高伺服控製的性能,需(xū)要理解伺服(fú)調整的步驟,並且按照調整步驟分階段地進行調整。伺服控製采用下麵的框圖所示的(de)結構。

最靠近電機(jī)的伺服HRV電流控製擔負著按照高速速度控製輸出(chū)的指令運轉電(diàn)機的作用,伺服HRV電(diàn)流控製的性能支持高速速度控製的性能。此外,高速(sù)速度控製(zhì)按照位置控製輸出的速度指令對電機速度進行控製,要提高(gāo)對作為(wéi)最(zuì)終目標的位置指令進行跟蹤,需要提高位置增益設定,為此,需要提高高速速度控製的性能,而要提高(gāo)該性能,則需(xū)要提高伺服HRV電流控製的性(xìng)能。也(yě)就是說,在為提高伺服控製性能的伺服調整(zhěng)中,改善構成伺服控製基礎的(de)伺服HRV電流控製是首先應該(gāi)解決(jué)的項目,然後再解決高速速度控製和位置控製。
通過進(jìn)行伺服HRV控製,即可提(tí)高電流環(huán)的響應,從而實現速度環(huán)和位置(zhì)環的高增益化。高增(zēng)益化不僅可提高(gāo)指令(lìng)追蹤性能,提高控製外力(lì)幹擾的性能,而且還有簡化象限突起補償等伺服功能調整的效果,可以(yǐ)使伺服(fú)調整更加簡單。
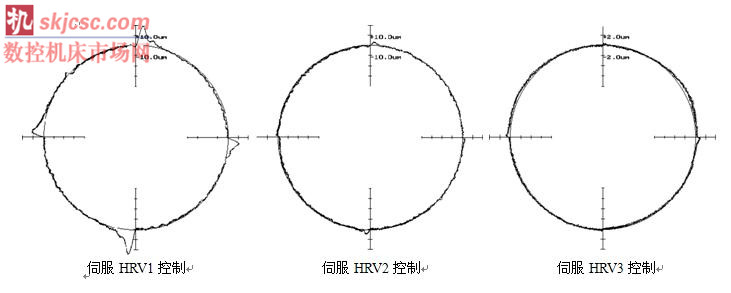
下圖示出各伺服HRV控製的增益調整結果。提高基於伺服HRV控製的電流環(huán)路的響應,有利於提高速度控製和位置控製響應,從而在不使用反向間隙加速功能下也能夠減緩象限突起。
在使用(yòng)伺(sì)服HRV3控製之前需先進行伺服HRV2控製設(shè)定,如下(xià)表所示參數。
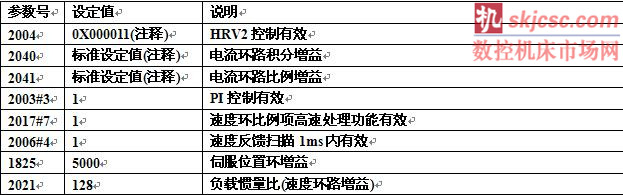
注釋:通過設定伺服HRV2控製用電機(jī)型號就可自動加載(zǎi)最佳參數。沒有相應伺服HRV2控製用電機型號時,可在加載原(yuán)標準參數後,修改以下參數:
No.2004=0X000011(X不要改動),
No.2040=原標準參數×0.8,
No.2041=原標準參數×1.6,
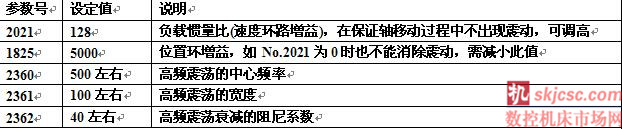
加載完(wán)伺服HRV2用標準參數後,設(shè)定以下參數,從而(ér)得到伺服HRV3控製方(fāng)式

這樣(yàng)就可實現速度環(huán)和(hé)位置環的高增益化,既可把位置環增益(No.1825)設(shè)定在5000左右,速度(dù)增益(yì)(負載慣量比(bǐ))(參(cān)數No.2021)設定在300~128之間。
設定以上參數(shù)之後,機床可以得到良好的輪廓控製,尤其是圓弧加工,效果(guǒ)比較明顯,可以很(hěn)好的應用到立式加工中心上。但是由於機床機械自身的特性不同(tóng),以下參數(shù)還需調整:
伺服初級優化以廣泛(fàn)應用(yòng)在我廠(chǎng)HTC係列數控車床(chuáng)上,並得到了驗證(zhèng)。以下是HTC3250數控車床在伺服優化前和(hé)伺服優化後一些數據(jù)對照表(biǎo):

但是,由於數(shù)控係統對(duì)機械性能的校正和補償(cháng)是有限度的,所以要(yào)得(dé)到高速高精度的加工控製,首要條件還是要保證有(yǒu)良(liáng)好的機械特性(xìng),才能夠更好的發揮伺(sì)服優化(huà)的(de)性(xìng)能。(文自:沈陽第(dì)一機床廠標準型產品管理部技術室)
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本(běn)網編輯(jí)部(bù), 郵箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金(jīn)屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數(shù)據(jù)
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據(jù)
- 機械加工過程圖示
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中(zhōng)走絲線切割機床的(de)發展趨勢
- 國產數控係統(tǒng)和數控機床何(hé)去何從?
- 中國的技術工(gōng)人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現實(shí)麵前,國人沉默。製造(zào)業的騰飛,要從(cóng)機床
- 一文搞懂數控車床加工刀具補償(cháng)功能(néng)
- 車床鑽孔攻(gōng)螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工(gōng)工藝的區別