精機")



基於 PLC 的加工中心控製設計
2021-8-2 來源: 泰州機電高等職業技術學校 作者:程香
摘要: 采用 PLC 技術進行數控機床的換刀、選刀(dāo),提升其(qí)自動識別速度。基於 PLC 技術(shù)的控製係(xì)統穩定性相對較強(qiáng)、操作性較強、可以有效節約能耗。在加工中心基於 PLC 技術實(shí)施自(zì)動換刀設計,可以優化加工過程、增強旋轉定位精準度,有效降低了加工中心出現誤差(chà)的(de)概率,進一(yī)步縮小誤差。以 PLC 技術為基礎還可(kě)以保證自動換刀係統的安全性,將技術(shù)優勢充(chōng)分發揮出來。
關鍵詞: PLC 技術; 加工中心; 控(kòng)製
采用 PLC 技術進行數控機床的換刀、選(xuǎn)刀,能提升其(qí)自動識別速度,同時自動換刀也可以避免加工中心受到外界因素影響,保證實際加工質量。
1、基於 PLC 的換刀控製
製造加工業的發(fā)展速度不斷加快(kuài),加工中心內部(bù)刀具的自動控製作用也逐漸(jiàn)顯現出來。自動換刀可以提升(shēng)加工效率,有效避免人工換刀造成的問題。自動(dòng)換刀包括刀庫、機械手和控製設備,如果刀庫體積較大,就會對移動速度產生很大(dà)的影響(xiǎng),降低其選擇速度並出現誤差。機械手可以實現高效換刀作業,使刀具能夠進行(háng)快速移動。加(jiā)工中心換刀控(kòng)製可以為多個程序的完成提(tí)速,節約加工時間(jiān)。為了更好地提升加工(gōng)進度,可以通過 PLC 進行自動換刀控製(zhì)係統的(de)設計,滿足加工(gōng)需要。
2、基於 PLC 技術(shù)的控製係(xì)統特點
2. 1 穩定(dìng)性相(xiàng)對較強(qiáng)
基於 PLC 技術的控製係統可以有效抗幹擾。與繼電器控製相比,在儲存形式上,PLC 控製(zhì)具有(yǒu)較好的邏輯性,主要以程序形式進行(háng)儲(chǔ)存,假如程序出現變化,邏輯也會產生(shēng)相應的變化[1]。傳統的繼(jì)電器控製則(zé)借助並聯組合實施控製,使用硬線連接(jiē),連接線較多,會對日後調整產生影響。在控製方式上,繼電器控製采(cǎi)用機械觸點動作實施控製,這種控製效果不佳,還會降低工(gōng)作(zuò)效率。PLC 主要使用指令進行控製,具(jù)有較快的運(yùn)行速度。PLC 控製係統能夠(gòu)有效解決加工中(zhōng)心的控製問(wèn)題,能夠進一(yī)步降低外(wài)界(jiè)幹擾,提升設(shè)備(bèi)實際使用率。目前,PLC 在數控加工中已經獲得了較為廣泛的應用,其(qí)使用效(xiào)果較好(hǎo),在運行過程(chéng)中(zhōng)能夠長(zhǎng)時間防範故障。
2. 2 操作性較(jiào)強
基於(yú) PLC 技術(shù)的控製係統使(shǐ)用步驟較為便捷,能(néng)夠為多台用戶提(tí)供編程,使其能夠應用到較(jiào)為複雜的環境中(zhōng)。相比傳統的繼電器控製係統(tǒng),PLC 控製係統的優勢較為明顯,不(bú)僅能(néng)夠以互聯網為(wéi)出口實現分散控(kòng)製(zhì),還可以(yǐ)簡化操作、集中(zhōng)管理。在加工中心控製過程(chéng)中采用(yòng) PLC 控製係統(tǒng)能夠更換原有的繼電(diàn)控製模式,提(tí)升工作精準性(xìng)和工作效率。PLC 控製(zhì)係統的編程語言主要以梯形圖為基礎,這種編程圖可以直觀地展示編程內容[2]。由於 PLC 具有一定的故障處理能力,可以在係統內部產生故障時發出(chū)相應警告,使工作人員能夠及時發(fā)現故障問題、降低損失。
2. 3 可以有效節約能耗
基於 PLC 技術的控製係統能夠提升能源使用率。PLC 的電路組裝是集成(chéng)式,可以應用到一些複雜(zá)控(kòng)製係統中。PLC 控製係統(tǒng)的(de)應用可進一步避免使(shǐ)用繼電(diàn)器帶來的弊端(duān)、節約空間。繼(jì)電器控製係統已經無法適應目前的發展需要,而 PLC 則是代替的首(shǒu)選控製係統。PLC 體積較小,其內部控製功能較為完善,能夠改善繼電器控製係統中存在的不足,避免出現硬線交錯(cuò)的情況[3]。
3、基(jī)於(yú) PLC 技(jì)術的控製係統加工設(shè)計
3. 1 加工中心(xīn)內部刀具的選擇
加工(gōng)中心內部刀具(jù)的選擇需要從刀庫(kù)內選擇適合的刀具再進行(háng)加工,選(xuǎn)擇(zé)指令屬於自動選刀。自動(dòng)選(xuǎn)刀中包含(hán)按照順序(xù)選擇和隨意選擇兩種模式(shì)。按(àn)照順序選擇刀具主要是按照刀具的加工順序依次放入刀庫的刀座內,在擺放過程中刀具順序不可擺錯(cuò),如果(guǒ)加工工件產(chǎn)生了更換,需要及時(shí)改變刀具的擺放順序。這種選刀模式的弊端在於相同工件的刀具不可重複使用,如果增加了刀(dāo)具的實際(jì)數(shù)量,就會在(zài)一定程度上(shàng)降低(dī)刀具的實際利用率,但是按照順序選刀在對刀具進行控製的時候(hòu)較為簡便(biàn)。隨意選刀則主要是將刀具進行編碼(mǎ),加工過程中可以按照編碼隨意選擇,在隨意選刀過程中(zhōng)存在幾種選擇方式: 編碼選擇、刀座編碼選擇(zé)、附件編碼選擇、計算機記憶選擇。
3. 2 PLC 控製係統的隨機選刀
計算機記(jì)憶選刀的優勢在於可以(yǐ)借助軟件進行刀具選(xuǎn)擇,從而代替傳(chuán)統人工選刀模式,提升選刀效率和選刀質量。刀庫可以隨(suí)意交換主軸與刀具,實現隨機換刀。主軸需要基於刀具數量設(shè)置相應的換刀模式,將其儲存在 PLC 內部,刀具(jù)的編號和刀庫位置需要保(bǎo)持一致。這種選刀模式可以借助軟件完成選(xuǎn)刀(dāo),能(néng)夠有效避免出現刀具位置錯(cuò)誤的情況,提升了刀具選擇的合理(lǐ)性和可(kě)靠性。設刀庫內刀具 40 把,獲得刀具庫存(cún)表如表 1。
表 1 刀(dāo)具庫存

上圖(tú)中刀具實際數量為 40 把,刀具編碼為 1 -40,在刀具(jù)庫中對應的計算機地址為(wéi) TAB1 - TAB40。這時可以(yǐ)將刀隨意放在(zài)任何一個位(wèi)置,計算機在(zài)進行TAB 值選擇的時候,刀具相對應的(de)在編號也會被正確選擇(zé),刀具被(bèi)虛擬計(jì)算機地址所代替。
計算(suàn)機對刀具的選擇可以通過數控編程借助指令實現。在係統內部接收到指令後,PLC 就(jiù)會對刀具進行選擇,並對相應的(de)刀具編號進行檢索。在 PLC 內部計數器(qì)會隨機轉換,在刀具(jù)庫正轉刀位的時候,PLC 計數(shù)器會增加,反之則會減少。數控係統內部會對刀具(jù)編號和刀座號進行掃(sǎo)描,如兩者契(qì)合,刀具庫就會停止,這時就(jiù)可以選(xuǎn)取正確的刀具; 如兩者不契合,刀具庫就會繼續轉動,直至找到契合(hé)的刀座為止。
3. 3 刀(dāo)具選擇控製設計
關於刀(dāo)具數據庫的創建可(kě)以通過表 2 進行分析,建立模擬刀庫能夠保證刀具編號和計算機地址 TAB號相對應。計算機地址內部已經裝設了相應的刀具,這時 TAB1 - 39 代表的是刀座編號。在係統換刀的時候,刀庫會開始轉動,促使原有(yǒu)刀座和主軸之間方向不一,數控係統這(zhè)時便可以對計算機地址進行調整,使(shǐ)其能夠和(hé)刀座號(hào)互相對應。
表 2 刀具數據庫
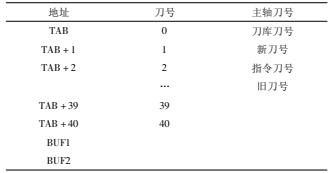
基於 PLC 控製係統進行換(huàn)刀時,刀庫會經過旋轉到達待換刀位置,所使用的刀具被放入主軸內,原有主軸內部的刀具也(yě)會回歸刀座。設該刀座為 K,將該刀座的編號儲存在(zài)計數(shù)器 KL 內(nèi),數控係統在(zài)進行另一個指令的時候,PLC 就會檢索尋找指令刀編(biān)號。在實際換刀過程中係統會生成一定的指令,如果刀庫順時(shí)針轉動,KL 就會增(zēng)加,反之則減少。KL 和(hé) K 的編號始終處於相互對應的狀態,使刀具具有一(yī)定記憶性。
4、 結語
在加工中心基於 PLC 技術實(shí)施自動換刀設計,可以優化加工過程、增強旋轉定位精準度,有效降低了加工中心出現誤差的概率,進一步縮小誤差。通以 PLC技術為基礎還可以保證自(zì)動換刀係統的安全性,將技術優勢充分發揮出來。
投稿(gǎo)箱:
如果您(nín)有機(jī)床行(háng)業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您(nín)有機(jī)床行(háng)業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床(chuáng)產量(liàng)數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
博文選萃
| 更多(duō)
- 機械加工過程圖(tú)示
- 判(pàn)斷(duàn)一台加工中心精(jīng)度的幾種辦法
- 中走(zǒu)絲線切割機床的發展趨勢
- 國產數控係統和數控(kòng)機(jī)床何(hé)去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老板(bǎn)做了十多年,為何還是小作坊?
- 機械行業(yè)最(zuì)新(xīn)自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智造,多談點製造(zào)
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要(yào)從(cóng)機床
- 一文搞(gǎo)懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳(chuán)統鑽削與螺旋銑孔加工工藝的區(qū)別