台精機")



GMCu係列橋(qiáo)式五(wǔ)軸加工中(zhōng)心的研發與應用
2021-1-21 來源:沈(shěn)陽(yáng)機床集團沈陽中捷航空航天機(jī)床有(yǒu)限公司 作者: 白旭 薑楠
一、概述
近年來,我國航空航天事業發展迅猛,但受加工(gōng)裝備的限製,部分核心關鍵零部件仍需(xū)依(yī)賴進口,而提高基礎加工裝(zhuāng)備水平是減小進口依(yī)賴的關鍵(jiàn)環節。航空航天行業最新(xīn)的發展趨勢是采用先進的整體結構件和大型複材結構件設計,相關結構件具有尺寸大、壁薄、易變形,零件精度高,切削中刀路線複雜、協(xié)調麵、交點孔多等工藝特點,對機床的加工範圍(wéi)、加工效率、動態性(xìng)能都提出極(jí)高的要求。因此,必須采用五軸聯動(dòng)加工,尤其大行程高精度(dù)五軸聯動加工,用以(yǐ)滿足對航空航天結構件高效、高精的加工需求。橋式五軸加工中心以其(qí)獨具的結構特性,在眾多五軸機床中脫穎而出,橋式加工(gōng)中心具有優異的動態響應(yīng)能(néng)力,在保證(zhèng)高加(jiā)速、高進給的同時,機床精度也能夠嚴(yán)格控製,因此橋式五軸加工中心成(chéng)為廣(guǎng)泛應用於高精尖航空航天大型結(jié)構件加
工的行業重器。
我公司針對航空航天大型複雜結(jié)構件的加(jiā)工需求,開(kāi)發了GMCu係列橋式五軸加工中心,解決了客戶最大加工寬度5.5m,最大長(zhǎng)度22m的結構件加(jiā)工難題。GMCu係列產品機型種類齊備,采用模塊化設計,便於組織生產和縮短(duǎn)供貨周期。產品可根據客(kè)戶需求做(zuò)選配(pèi)定製,可選配超大行程、高性能配置、護頂吸塵、配套組線等。可替代國外同類(lèi)別進(jìn)口產品。GMCu係列橋(qiáo)式五軸加工中心對口航空航天、複材加工、軌道交通等行業,徹底打破了國外設備在此類(lèi)領域(yù)的壟斷地位,為國(guó)產機床占領高端機床市場、掌握製(zhì)造核心技術做出了貢獻。
二(èr)、GMCu係列橋式五軸加工中心介紹
1.機床簡介
GMCu係列橋式五軸加工(gōng)中心橋梁(見圖1)采(cǎi)用采用高架橋式框架結構,主軸(zhóu)箱側掛布局。設備床身,工作台固定(dìng),橫梁在床身上沿水平方向前後移動(X軸),滑(huá)板在橫(héng)梁上(shàng)沿水平方向左右移動(Y軸),滑枕沿(yán)滑板上下移動(Z軸)。銑頭為叉式結構,能繞X軸擺動(A軸)、繞Z軸轉動(C軸),實現五軸聯動。

圖1
機(jī)床整體結構對稱布局,受力均勻,賦予機床更高的穩定性和抗載能力,驅動部件重量與剛性匹配(pèi)合理,機床基礎件(橋(qiáo)梁\工(gōng)作台)全部采用優質鑄鐵,強度高且吸震效果好,橫梁及主軸箱移動采用雙電機驅動(dòng),精度高加速度大。滑枕兩側布置雙平衡油缸,與蓄(xù)能器相連接,平衡比例90%,慣量(liàng)匹配可(kě)達到1,加速度(dù)達到3m/s2,動態(tài)響應極高。機床布置溫控係統,包括各(gè)向絲(sī)杠的軸(zhóu)承座的控溫、絲母座控溫(wēn)、A/C軸電機的冷卻和電主軸的冷卻,溫控係(xì)統控製集成在數控係統內,由可(kě)調溫的水冷機控製機(jī)床所有關(guān)鍵部件溫度在合理變化範圍(wéi)。
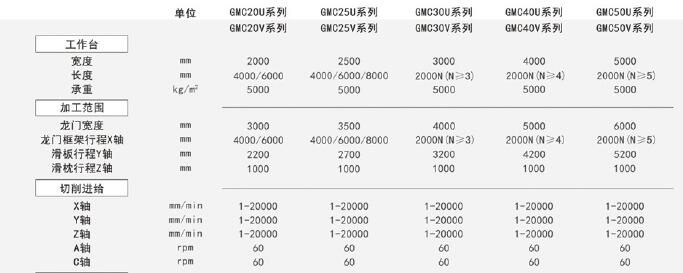
2.機床技術參數(見附表)

三(sān)、機床先(xiān)進技術與應用情況
1.橋式橫梁撓度補償的研究
隨著機床跨距的(de)增加,橫梁部件的(de)撓度變形愈加突出,直接(jiē)關係(xì)到零件加工質量(liàng)及可靠(kào)性,尤其是加工航空航天領域結構件時,由於零件(jiàn)的尺寸大且壁薄,橫梁的(de)變形(xíng)會(huì)對零件加工質量的影響無限放大,橫梁的撓曲(qǔ)變形很可能導致零件成為廢品(pǐn)。為此,有必要著力對橫梁進行仿(fǎng)形研究,評估其變形(xíng)曲線,進而選擇合適的材質、最優的結構布(bù)局(jú)、合理的溫度控製、反向仿形加工以及係統(tǒng)補償等措施盡可能地消除橫梁的自(zì)身(shēn)變(biàn)形,保證整機加(jiā)工時橫(héng)梁的可靠性。
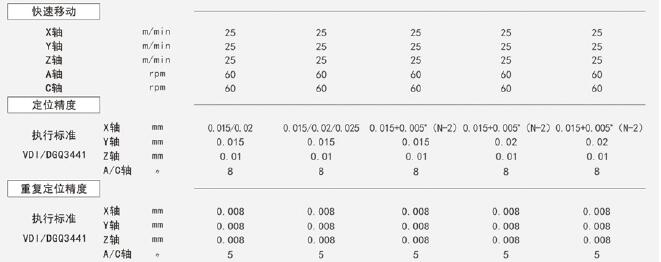
在確定材質結構等條件後可通過對比橫梁虛擬仿真(zhēn)計算和實際檢測(cè)結果,得出與變形曲線趨勢相反的實際導(dǎo)軌加工曲(qǔ)線(xiàn),以(yǐ)實現抵(dǐ)抗橫梁自重及負載變形,即通(tōng)過預先計算好的加工“變形量”抵(dǐ)抗其承載作用變形;通(tōng)過實測數據,對虛擬計算模型(xíng)進行了(le)反複(fù)的(de)修改,並最終保障計(jì)算模型(xíng)的準確性和通用(yòng)性(xìng)。最終在優(yōu)化仿真過程中得到橫梁最優的筋型布局,圖2為橫梁有限元分析示例。
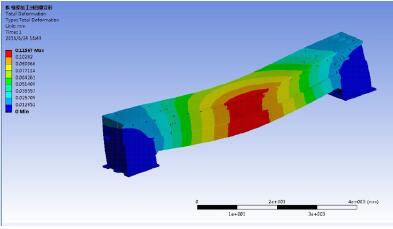
圖2 橫梁分析
2.整機的(de)熱穩定性研究
由於數控機床各組成部件的材(cái)料不同,熱膨脹係數不同,因此在環(huán)境(jìng)變化的過程中升溫(wēn)就不同,產生的熱膨脹量也就不同;由溫度變化所(suǒ)引起的機床零部件熱變形導致機床(chuáng)精度受到影響,這一直是大型數控機床(chuáng)所(suǒ)麵臨的難題。大型(xíng)橋式五軸(zhóu)加工中心熱變形(xíng)補償技術(shù)的難點之一在於數控機床熱變形分析:在加工零部件的過程中,需要認真(zhēn)分析機床在(zài)運行過程中產生的熱變形,例如:軸承高速運轉過程中的熱量(liàng)傳遞到絲(sī)杠,電機高速運轉(zhuǎn)產生的(de)熱量傳遞到絲杠(gàng),絲杠與滾珠直接摩擦所產生的熱量,都會導(dǎo)致絲杠受熱變形,從而影響絲杠傳動精度,導致加工精度偏差;難點之二在於熱(rè)變形位移(yí)數據的采集:機床熱變形(xíng)引起的加工誤差不能直接測量獲(huò)得,需要將(jiāng)傳(chuán)感器放置機床各結構件隨溫度變化的敏感處,將獲得數(shù)據錄入材料庫以方便對數據進行收集比
對;難點之(zhī)三在於熱變形量的補償:需要采用將熱變形誤差補償到係統中,通過(guò)補償平台的(de)搭建,根據機床的實際情況,反複試驗測定(dìng)過(guò)的(de)溫度差與機械的形變(biàn)值關係,利用係(xì)統將機床運(yùn)行坐標定位精(jīng)準,使加工精度得以保證。
整機的熱穩定性研究的主要包括影響整機熱源分析(xī)、機床(chuáng)大型零部件熱變(biàn)形分(fèn)析、各部件溫度采集分析、整機熱變形誤差補償技(jì)術研究等(děng)內容;整機(jī)的熱穩定性(xìng)研究涵蓋整機熱源、傳導、變形效果采集(jí)的全過程,進一步對數據進行分析,最終(zhōng)通過熱變形誤差補償技(jì)術消弱整機受熱變形的影響,進而提高整機精度性能指標。
3.護頂防護及吸塵裝置的研究(jiū)
加工複合材料(liào)時,會產生(shēng)大量飛末及粉塵,影響零件(jiàn)加工精度,破壞車間環境,同時對機床性能及穩定性產生不利影響。這就要求複合材料加工時配備完備的密封係統及除塵係統。相(xiàng)對密閉的防護間、全程除塵,防油處(chù)理等是複合材料數控加工的裝備的關鍵點。國際上(shàng),加工(gōng)複合材料的設備大多來自德國和(hé)美國,而(ér)國內(nèi)企業進口此類尖端設備往往受到技術限製。GMCu係(xì)列複合材料橋式五軸加工中心采(cǎi)用橋式框架結構,配置超大跨距護頂防護,護頂拉罩選擇先進的防靜電材(cái)料防止粉塵吸(xī)附,護頂配置自動吸合隨動開(kāi)閉機構(gòu),做(zuò)到完全自(zì)動化。開發擺頭隨動吸塵、正壓密(mì)封、隨動監控等新技術(shù),解決了複合(hé)材料加工的"痛點"。示例如圖3所示護頂示意。
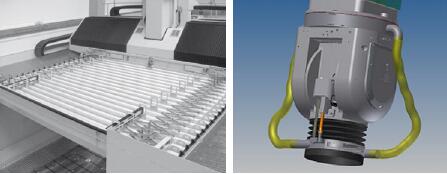
圖3
4.橋式五軸空間綜(zōng)合(hé)誤差補償研究
高精度橋式五軸加工中心包含X、Y、Z三個直線軸和A/C兩個(gè)旋轉(zhuǎn)軸(zhóu)(見圖(tú)4),存在多達數十項幾何誤差,根據其各項誤差(chà)值,計算並反映出運行時刀具(jù)中心點 (TCP) 的(de)空間總誤差。在機床運行時,根據補償範圍對應的各個(gè)已知的幾何偏差(chà),將各獨立位置的偏(piān)差數值進行(háng)統(tǒng)計(jì)匯總,運用(yòng)數控係統計算出運行時刀具中心點(TCP)的總誤差。根據總誤(wù)差的數值,通過數控(kòng)係統更改要臨近的設定點坐標,補償(cháng)計算出的偏差,使刀具(jù)中心點盡可能(néng)精確地到達數控程序中預設的設定位置,從而能夠大幅提升機床及加工的精度。
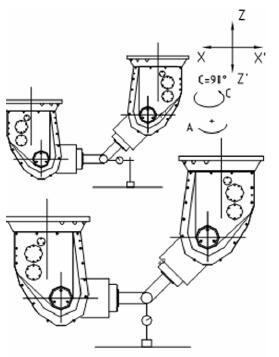
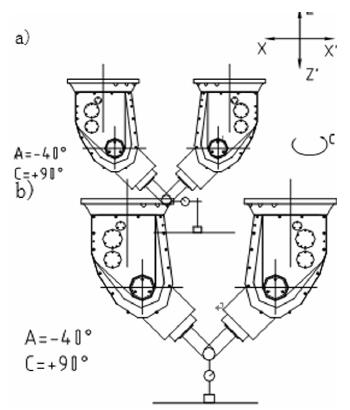
圖4 刀具誤(wù)差測量
5.動剛度優化與抑振技(jì)術
衡量機床結構抗振能力的常用主要指標是動剛度(dù)。動(dòng)剛度在數值上等(děng)於機床結構(gòu)產生單位振幅所需的激振(zhèn)力(lì),動剛度越大,則機床結構在一定激振力作用下(xià),產生的振幅越小,其抗振能力越好;反之,抗振能力越差。實際設計中在提高結構的動剛度的同時,還應獲得經濟合理的結構,通過找出結構剛度(dù)過高而造成浪費的部分和剛度不足而限製機床(chuáng)工作能力的部分,使其動剛度得到合(hé)理的分配,從而達到抑振的目的(de)。首先,合理設計結(jié)構的斷麵形狀和尺寸,主要受扭矩的構件應(yīng)使截麵形狀為圓形或接(jiē)近正方(fāng)形,在(zài)設計橫梁、滑枕外殼及滑枕(zhěn)時,采用增加截麵輪廓尺寸而不增加壁厚,使之在相同重量下具有較高的剛度和固有頻率的(de)方式,結合有限元分析(xī)對比多種截麵形式,根據分析結論,采用變形量最小,機構形(xíng)式最(zuì)優的的截麵形式來增加機床(chuáng)定剛度(dù)(見圖5)。其次,調(diào)整振源頻率,避免激振力產生的頻率與機床(chuáng)係統(tǒng)的固有頻率接(jiē)近而產生共振。通過改變電機的極(jí)對數(shù)和電源頻率(lǜ)來改(gǎi)變電動機的(de)轉速,並通過改變機床中主軸的轉(zhuǎn)速等(děng)措施,使其避開共振區,此外減小電機轉動引起(qǐ)的振動,將機床的電機與驅動部件(jiàn)進行柔性聯接,隔離電機本身振動。之後,通過預拉伸的方法消除絲杠間(jiān)隙,采用雙電機消隙的方法,消除齒輪齒條的(de)間隙,來提(tí)升係統的剛度和固有頻率,防止共振的產生,減小受迫振動。
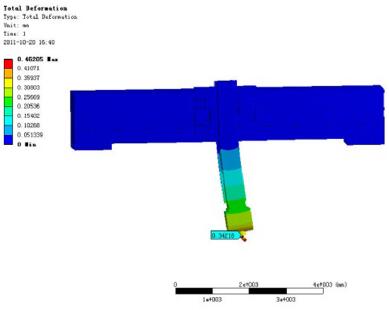
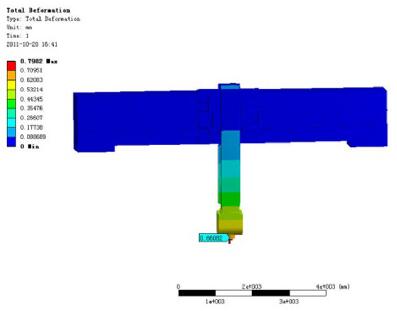
圖5
6.碰撞保護的技術
主要采用“負載檢測”和“傳感(gǎn)器檢測”兩類技術手段。采用“異常負載檢測功能”實現碰撞保護時,不但在編程和操作錯誤時(shí)對機床進行保護,同時對加工過程(chéng)中因刀具磨損和工件(jiàn)振動產生的異常負載也能起到保護(hù)作用(yòng),有效地避免了機床加工(gōng)過程中不可預料錯誤的發生,降低了機床維修成本,提高了機床精度。異常負載檢測防(fáng)碰撞調試主要針對伺服(fú)軸和主軸兩部分來進行,伺服係統的高速采樣周期對施加到電機上的(de)外力幹擾負載扭矩進(jìn)行實時地觀測和計算,機床發生碰撞的時候,電機(jī)承受的外(wài)力扭矩突然增大,伺(sì)服係統將此時電機承受的外力扭矩與(yǔ)在係統內部設置的碰撞發生時機床能夠承受的外力扭矩的最大值相比較。如果小於(yú)設置的外力扭(niǔ)矩的(de)最大值,係統正常(cháng)運行。如果大於設(shè)置的(de)外力扭矩的最大值,伺服係統產(chǎn)生報警,同時伺服係統向伺服電機發出指令,使伺服電機向相反的方向運動,機械係統與工件碰撞麵脫離(lí),從而對機床起到保護作用。另一種方式是采用“傳感器信號(hào)”采集頻率頻率、振幅和(hé)加速度(dù)等,將(jiāng)傳感器布置在主軸端及驅動軸(zhóu)硬限位附近(jìn),通過(guò)傳感器(qì)生成的模擬量信號分析當前機床的運動(dòng)狀態。從而得出機床是否發(fā)生碰撞,通過控(kòng)製係統及時作出反饋,使伺服軸向相反的方向運動,機(jī)械係統與工件碰撞(zhuàng)麵脫離,從(cóng)而對機床起到保護作用。
四、成果應用及推廣情況
經過多年的經驗積(jī)累與技術革新(xīn),目前我公司GMCu係列橋式五軸產品在我國多(duō)個核心領域有成(chéng)熟(shú)應用。在航空領域應用於我國多家飛機製造企業的生產,主要針對飛機框梁類結構件、壁板類結構件(jiàn)等航空鋁材(cái)料的高精度(dù)高(gāo)效(xiào)五軸加工;在複材加工領域與我(wǒ)國多(duō)家科研(yán)院所合作,用於玻璃纖(xiān)維材料、碳纖維材料的複雜曲麵(miàn)加工;在航天領域應用於高精度火箭儲箱加工及結構件加工(gōng);在軌道交(jiāo)通領域應用於車輛製造廠,針對於高鐵箱體結構件、板梁類零件的加工。
總之,從各方麵需求來看,我國都需要更加優秀的(de)國產高檔大型五軸數控(kòng)加工設備來(lái)解決(jué)國內產能有限以及外國技術(shù)封鎖難題。我公(gōng)司願(yuàn)同(tóng)機床行業友仁一道,為國家重點領域建(jiàn)設和國防工業提供更有力的技術保障與裝備支持,為祖國的工業發展(zhǎn)貢獻(xiàn)力(lì)量。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊(xùn)合作,歡(huān)迎聯係本網(wǎng)編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊(xùn)合作,歡(huān)迎聯係本網(wǎng)編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分(fèn)地(dì)區(qū)金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源(yuán)汽車產(chǎn)量數據
- 2028年8月 基本型乘(chéng)用車(轎車(chē))產量數據
博文選萃
| 更多
- 機(jī)械加工過程(chéng)圖示
- 判斷一(yī)台(tái)加工中心精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係統和數控機床何去何(hé)從?
- 中國的技術工人都去(qù)哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自(zì)殺性營(yíng)銷,害人害己(jǐ)!不倒閉才
- 製(zhì)造業大(dà)逃亡
- 智能時(shí)代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工(gōng)刀具補償功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削(xuē)與螺(luó)旋銑孔加工工藝的區別