")



提升五(wǔ)軸(zhóu)加工中心加工精(jīng)度(dù)的技巧探析
2020-12-9 來源: 中車戚墅堰機車車輛工藝研究所有限公司 作(zuò)者:黃勇 蔣友強
摘(zhāi)要:使用五軸加(jiā)工中心加工高精度圓周均布要素模具產品時,由於受機床精度和編程方法的影響,零件幾何精度達不到圖紙要求。因此,通過采用多種消(xiāo)除誤差來提升(shēng)加(jiā)工(gōng)尺寸,達(dá)到(dào)了提升五軸加工中心零件(jiàn)加工精度的目的。
關(guān)鍵詞:五軸(zhóu)加工中心 加工精度 技(jì)巧
一些幾何要素相對於工件中心成圓周均布的模具類產品外(wài)形相對簡單,但幾何(hé)精度要求卻非常高。由於模具類產品加工數量通常是單件(jiàn)小批量生產,不能采用試製 - 修正 - 生產的模(mó)式來消除(chú)加工誤差使產品符合精度要求。特別是對於尺寸大、價格高(gāo)的模具產品,需(xū)要在加(jiā)工前考慮如何減小機床誤(wù)差來提高加工尺寸精度。圖 1 為汽車模(mó)具中的一個零件材質鋼,硬度為 HRC30。由於零(líng)件機加工要素(sù)尺(chǐ)寸和位置公差要求高,生產中生產人員采用了多種方法來減小誤差提升精度。
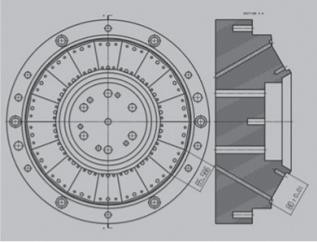
圖 1 模具結構圖
1、零件加工難點分析
該零件最主要的加工難點有三個。難點一:相互對稱的兩個 80mm×65.6mm 的傾斜方框相對於零件中心的對稱度為(wéi) 0.03mm。難點二:傾斜框寬度為 18 ~(80±0.01)mm,加工和測量困難。難點三:兩個相鄰(lín)的斜麵之間(jiān)有個 R3 空間圓弧連接(見(jiàn)圖 2),需要解決加工問題。

圖2 模具局部圖(tú)
2、難點解(jiě)決方案
根據零件(jiàn)精度要求,選用海德漢 530 五軸加(jiā)工中心 [1]加工該機床為擺(bǎi)頭加回轉(zhuǎn)工作台結構。由於五軸(zhóu)加工中心機床的動態誤差受到機床溫度變化和(hé)聯動加工回轉中心(xīn)誤差的影響,對稱度要保證在 0.03mm 非常困難。針對這(zhè)一情況,采用兩(liǎng)種方法(fǎ)減小誤差(chà)。一種(zhǒng)是將車削後的毛坯安裝於工作台旋轉中心,采用主軸安裝百分表工作(zuò)台旋轉將工件中(zhōng)心敲至工作台旋轉中心重合。另一種(zhǒng)是斜(xié)麵精加工程序(xù)采用手工編(biān)輯一個斜麵的加工程序,通過修改(gǎi)坐標(biāo) C 軸偏置(zhì)來重複加工其(qí)他(tā) 17 個斜麵。采用此方法的好處是消除(chú)了機(jī)床實際回轉中心與(yǔ)機床存儲的用於計算的回轉中(zhōng)心(xīn)數值的誤差,但(dàn)是(shì)加工過程中加工完一個麵後需(xū)要手動修改 17 次 C 軸偏置,顯然不能(néng)使加工連貫,且存(cún)在修改錯誤導致報廢的風險。通過研究,采用讀取(qǔ)數值編輯宏指令運算後由機(jī)床自動修改 C 軸(zhóu)偏置的方法來解決這一問題。具體精(jīng)加工程序(xù)如下:
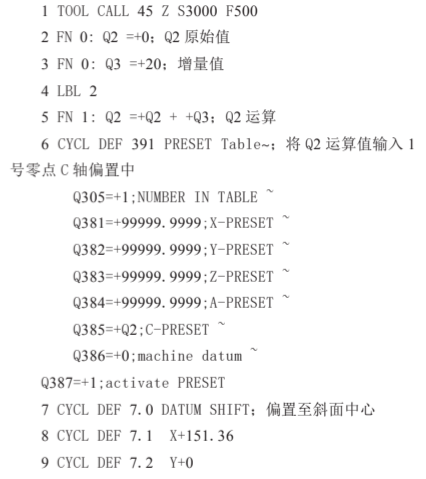
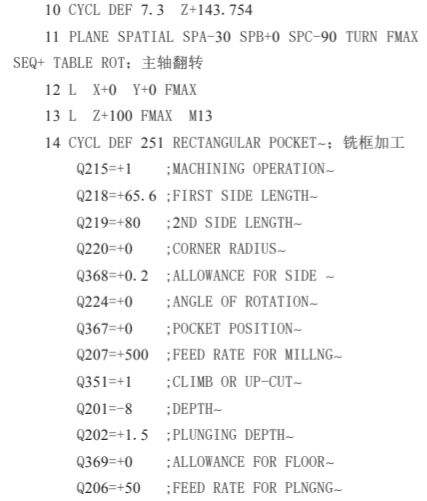
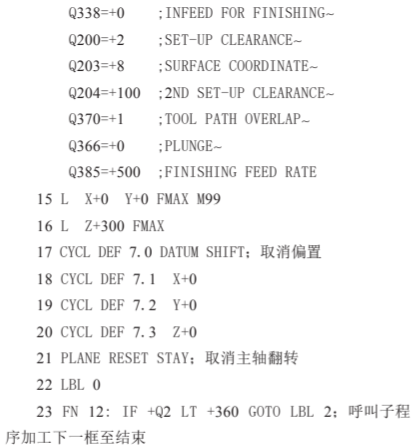
精加工中(zhōng)使用循環功能程序簡單明了,可以通(tōng)過修改刀補方便地(dì)修正尺寸誤差。
難點二傾斜框寬度 18 ~(80±0.01)mm 加工和測量困難問題,采取兩種方法解決:一是(shì)粗精加工工序分開,二(èr)是在精加工第一個框時采取增大刀補試切後測量尺寸再修正刀補的方法。由於台階麵深度淺,測量時采用紅外線(xiàn)測頭編輯測量程序,在機床上測量數值修正刀(dāo)補。當第一個框(kuàng)尺寸達到精度要(yào)求後,加(jiā)工第二個框時需要充分考慮由於不再試切而餘量發生變化(huà)導致尺寸變化(huà)的情況。一(yī)般來說(shuō),刀具越鈍,材(cái)料越硬,尺寸變化越大。
兩(liǎng)個相鄰的斜麵之間,R3 空間圓弧的加工使(shǐ)用手(shǒu)工編程無法編輯。此處的(de) R3 圓弧結合軟件采用五軸(zhóu)聯動局部加(jiā)工的方法解決,但與兩側已加工的直線銜接同樣需要使用試切修正的方法,使得加工效果(guǒ)達到最好。
3、實際(jì)加工效果
通過(guò)將工件(jiàn)安裝在回轉中心修(xiū)正 C 軸偏置(zhì),結合使用手動編程的方法減小回轉中心誤差(chà)對位置度的影響(xiǎng),利用刀補修正結(jié)合紅外測頭測量的方法,可使尺寸精度符合圖紙要求(qiú)。工件加工完成後,經三坐標測量形位(wèi)公(gōng)差和尺寸公差(chà)都符合圖紙(zhǐ)精度要求。
4、結語
五軸機床加工高(gāo)精度單(dān)件模具類零(líng)件時(shí),需要在加工前從機床精度、找正方(fāng)法、編程方法、尺寸修正等多方麵綜合考慮,以消除誤(wù)差,提升加工精度。各方麵細節考慮周全,能有效提升精度,減少工件報廢率(lǜ)。此外,手動編程和軟件(jiàn)編程相結合的方法,可提升此類圓周均布形狀零件加工精度。
投稿箱:
如果您(nín)有機(jī)床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
如果您(nín)有機(jī)床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
更(gèng)多相關信(xìn)息

業界視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數(shù)據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸(zhóu)承出口情(qíng)況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月(yuè) 金屬切削(xuē)機(jī)床產量數據(jù)
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據