")



摘(zhāi)要(yào):本文介紹了大型加工中心精度變化的原因,主要(yào)探討了機床基礎及環境溫度(dù)變化與加工程序對產品(pǐn)加(jiā)工(gōng)精度的影響,提出了應對溫度變化對機(jī)床產生不利影響的主要措施,從而在常溫環境下提高了大型精密機床的使用效率。
進口大型數控(kòng)加工中心是國家花費巨資引進的設備,具(jù)有精度高(gāo)、性能可靠及加工範圍大(dà)等技術特(tè)點,擁有這類機床的多少往往是一個企業精密加工能力的象征。保證集機、電、液(yè)和氣於一體的進口大型數控加(jiā)工中心的正常使用,及時掌握機床的精度變化範圍,保持機床精度,使之能(néng)加工出合格的高精度產品是維修工作的(de)重點,也是提高(gāo)機床有效利用率的前提之(zhī)一。然而(ér)在實(shí)際使用過(guò)程中,常常會出現一些帶有技術性或管理性的問題,這些問題如果不能得(dé)到及時(shí)、正確(què)處理,將會影響到機床的正(zhèng)常使用,甚(shèn)至降低機床使用壽命,給企業帶來不可(kě)挽回的損失。2010年以來,我單位先(xiān)後引(yǐn)進2台德國進口海科特HEC1600臥式(shì)加工中心、 4 台捷克 T O SWHQ13 CNC臥式鏜銑加工中心,最大軸加工行程達(dá)到3.5m,海科特 HEC160 定位精度為(wéi)0.008mm,TOS WHQ13 CNC定位精度為0.01mm,都屬本企(qǐ)業重點精密機床。
然而第一批4台機床初期投入使用的一(yī)年多時間內,產品質量問題頻發,機床精度變化異常,保修期內國外廠家到現場維修周期長,給生(shēng)產(chǎn)帶來很大壓力。分析影(yǐng)響機(jī)床精度變(biàn)化的因素,並及時找到有效的解決方法,迫在眉睫。
按照合同要求,前期安裝(zhuāng)的4台進口加工(gōng)中心在安裝驗收時都(dōu)經過了嚴格(gé)的幾何精度檢測、定位精度和重複定位精度(dù)檢測及NASA試件加(jiā)工檢測合格,為什麽在幾個月的時間內會出現精度下降的問題呢?研究分析認為:機床基礎沉(chén)降不均勻和(hé)環境溫度變化後機床床身變(biàn)形導致機(jī)床幾何精度下降的兩大因素,而除了機床本身精(jīng)度(dù)變動(dòng)之外,不合理
的(de)加工程序也(yě)可能帶來產品的質量不合格,下麵逐一分(fèn)析。
1. 機(jī)床基礎製作
因新建車間地(dì)塊原為農田,地質疏鬆(sōng),考(kǎo)慮(lǜ)到如按機床設計廠方提供的地基(jī)圖未打樁基,可能較薄弱。為此,我們專門聘請了江蘇方建工程質量鑒定檢測有限公(gōng)司對其中兩台機床的地基做了(le)沉降監測,監測設備(bèi)選擇(zé)、基準監(jiān)測點標注等具(jù)體做法如下。
(1)沉降監測設備(見表1)。
表 1

(2)基準點及沉降(jiàng)監測點的點位布置。按照有關規程規範技術要求,在建築物壓(yā)力影響範圍以外布設埋置基準(zhǔn)點(diǎn),並保證其穩定可靠和持(chí)久保存(cún)。根(gēn)據實際情(qíng)況(kuàng)在該工程周圍共埋設沉降監測基準點1個,編號為BM1,其中B M為(wéi)起始點。該試驗台基礎共布設沉降監測點9個,編號有東南角為1號點,按順時針編製9號點,具體點位置如圖1所示。
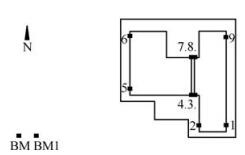
圖1 建築物沉降監測分布略圖
TOS臥式加工中心機(jī)床床身為T形聯接,X軸床身與Z軸床身在7、8及3、4點用螺栓固定聯接。在圖中的布局為:X軸床身(shēn)沿1、9點放置,Z軸床(chuáng)身沿5、7、8點放(fàng)置(zhì),從維修人員檢測導軌直線度的數(shù)據看出,X導軌的直線度(dù)變化都為中間(jiān)凹。Z軸(zhóu)的直(zhí)線度變化都為圖中5點位置上翹,整體也為中(zhōng)間凹。
江(jiāng)蘇方建工程質量鑒定檢測有限(xiàn)公司在2011年9月19~29日期間,每隔2天共5次對地(dì)基9點進行(háng)沉降量檢測(cè),9點的累計(jì)沉降量如表(biǎo)2所示。
表 2 (單位:mm)
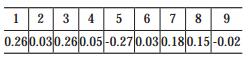
從表2數據中(zhōng)分析判斷:監(jiān)測點的沉降和機床床身實際變化(huà)曲線並無關聯。並且(qiě),在(zài)第二批機床的地基施工圖1中我們加厚了混凝土層,加粗(cū)加密了(le)混凝(níng)土內鋼筋。經過觀(guān)察發現:同型(xíng)號的兩台海科特(tè)加工中心在經過相同一段使用期後,幾何精度變動規律一致。經過這一係列的觀察,基本可排(pái)除地基沉(chén)降不均而引起機床導軌彎曲、精度下降的可能。
這裏需要特別指出的是:精密機床地(dì)基必(bì)須嚴格按照機床生產廠提供的地基圖施工,在夏(xià)季施工養護期內(nèi)多(duō)澆水,冬季施工養護期注意防寒,基礎表麵嚴禁有二(èr)次找平(píng)層,防止表麵脫殼。在機床安裝前還應對基礎進行(háng)超過機床本身(shēn)重量的預壓測試。
2. 環境溫度變化因素(sù)
條件所限,目前我們的大型加工中心都安裝(zhuāng)在常溫環境(jìng)中使用。有研究表明:工作過程中機床床身(shēn)上、下存在溫度差,形成自上而下的溫度梯度,夏季導軌上表麵溫(wēn)度(dù)高,下表麵溫度(dù)低。
溫度差(t1-t2)使上表麵伸長大於下表麵,呈上拱形狀。而到冬季,剛好相反。由(yóu)於(t1-t2)的溫度差存在,下表麵的收縮大於上表麵,導軌呈下撓形狀。這一
現象給(gěi)精密機床的精度穩定性帶來不利影響,以(yǐ)其中一台海科特機床的維修實踐說明:在2012年我們的維修人員分別在氣溫變化達10℃以上的4、5月和10月(yuè)、11月檢測發(fā)現,機(jī)床導軌直線度變(biàn)動明顯,其(qí)中X軸在3m的移動範圍內水(shuǐ)平變化最高可達0.06mm,而安裝時的(de)調試水平精度(dù)要求(qiú)僅為0.003mm。
海科特機床廠家在關於機床最高加工精度的最好工作條件(jiàn)的聲明中提到(dào):機床應該安裝在空調車間和非常合格的地基上,地基(jī)在施工前需要檢查當(dāng)地的土壤條(tiáo)件,並需要由專業的工程公司施工。
對照下麵的(de)這張我公司(sī)所在城市的(de)年平均溫度變化圖與2015年(nián)的機床(chuáng)調整記錄(lù)表(biǎo)發現:其中一台固資編號(hào)604699002的捷克WHQ13CNC(TOS)在(zài)溫度變化大的3月、4月、5月和(hé)10月精度發生的變化情況如(rú)圖2、表(biǎo)3所示(shì)。
表3 2012年機床水平調整次數統計(jì)
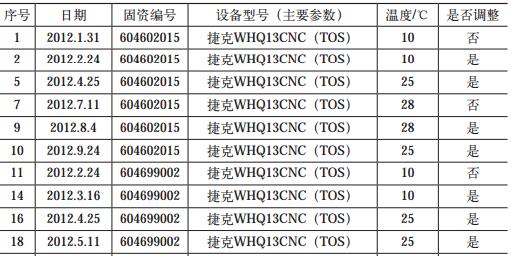

以上數據表明:機床環境溫度變(biàn)化給機床的(de)精度保持帶來很不利的影響
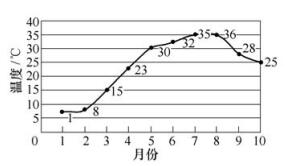
圖2 2012年(nián)常州月(yuè)平均溫度變(biàn)化曲線
3. 應對措施
(1)購置必要的檢測工(gōng)具:如00級的(de)大理石直尺、方尺、精密電子水(shuǐ)平儀(0.001)和球杆儀等。
(2)縮短機(jī)床精度檢(jiǎn)測周期(qī),在加(jiā)工零件精度要求高時提前(qián)檢測機床,發(fā)現精度走失時及時恢複。如2012年(nián),維修人員共計對6台大型加工中(zhōng)心進行了(le)50餘次檢測。
(3)立足自(zì)身維修力量,培養一支高技能的維修隊伍。
(4)掌握電子水(shuǐ)平儀、球杆儀等精密量儀測量技術。經過培訓,熟練地利用球杆儀可在1h內檢測出機床(chuáng)幾何精度是否降低。三四個人能在2天(tiān)時間(jiān)內恢複一台海科特(tè)機床安裝水平。
對(duì)海科特機床做精度(dù)調整時需注意:海科特機(jī)床帶自身冷卻液空調,操(cāo)作工應經常根據(jù)環境溫度變化設定冷卻水溫度,減小導軌上下溫(wēn)差(chà),從而保證機床的高精度加工。維修人(rén)員在調整機床(chuáng)幾何精度時,一定要事先打開冷卻水開關開機預熱,保證調整好的精度和加工時一致。
4. 加工程序(xù)的合理性
以圖3所示零件為例說明:此零(líng)件需要精鏜3組6個均布的(de)φ 147H6的銷孔與φ 530r6mm軸承擋和φ 420mm外圓兩擋的(de)公共軸線之間有較(jiào)高(gāo)的位置度要求,工藝要求為0.05mm。
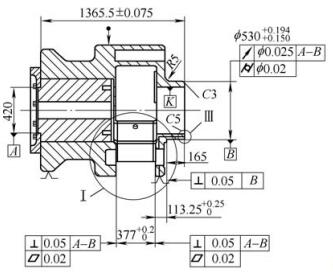
圖3 行星(xīng)架工序圖
(1 )原加(jiā)工路(lù)徑(見(jiàn)圖4),刀具(jù)快速定位到三組銷孔擬(nǐ)合圓的圓心1,然後快速移(yí)動到A孔,加工完A孔快速定位到B孔,加(jiā)工(gōng)完B孔後又快速移動(dòng)到C孔,此方案路線沒有考慮消除反向(xiàng)間隙對孔位置加工的影響。
( 2 )φ 530mm 的外圓鏜刀重量約為 13kg ,刀具長(zhǎng)度約325mm,φ 147mm內孔鏜刀重量約為 4kg ,刀具長度約為220mm,鏜杆伸出主軸長度為30mm。所以(yǐ)因刀具自重而產生的力矩(jǔ)不相等,會導致鏜杆下垂程度不等,從而影響三銷(xiāo)銷孔的位置度。
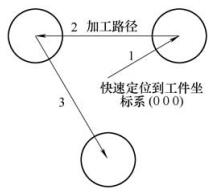
圖4 改善前刀具移動軌跡(jì)
5. 改進措施
通過對加工路線、加工過程及(jí)試驗數據等進行分析,作(zuò)出以下改進。
(1)程序優化:最佳加工路線如圖5所示。
機床(chuáng)精度及刀具係統:改變鏜杆(gǎn)伸出長度,消除鏜杆因自重產生的下垂(chuí)不一致的不(bú)良現象(xiàng),φ 530mm外圓鏜刀鏜杆(gǎn)伸出長度縮短(duǎn)30mm為0,φ 147mm鏜刀鏜杆伸出長度加長120mm至150mm,這樣兩把刀的重力所(suǒ)產生的力矩相(xiàng)同;另外使加工時兩把刀(dāo)所用機床導軌部分縮小在100mm範圍內,消除了部分機床精度原(yuán)因所產生的加(jiā)工誤差。
(2)加工過(guò)程細節改進(jìn):①仔細清潔主軸刀具定位麵,消除因碎鐵屑(xiè)等雜(zá)物造(zào)成的兩把刀(dāo)具定位不同。②粗加(jiā)工後鬆開工件的加緊裝(zhuāng)置,消除粗加工應力和夾緊變形。③選擇鋒利的刀片,以免因刀片磨損嚴重導致孔、內圓產生形狀誤差。④加(jiā)工過(guò)程連續完成,減小溫差的影響。
(3)優化改善前後的試驗(yàn)檢測數據對比:對同一工件利用兩種不同的加工工藝方法(fǎ)加工,並(bìng)通過雷尼紹探頭在線測量得出檢測數據,如表4、表5所示。
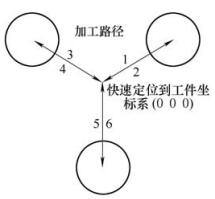
圖5 改善(shàn)後刀具移動軌跡
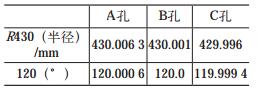
表4 改(gǎi)善前(qián)工件銷孔中心位置監測結(jié)果
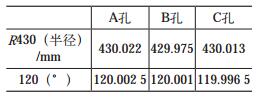
表5 改善後工件銷孔中(zhōng)心位置監測結果
上(shàng)例說(shuō)明:零件加(jiā)工精度不僅(jǐn)和機床本身製造與安裝精度相(xiàng)關,更與合理設計(jì)加工工藝路線關係密(mì)切。
6. 結語
大型精密加工中心類(lèi)機床在常溫條件下使用,受季節溫(wēn)度變化(huà)影響,機床精度保持期較短。嚴(yán)格按地基圖正確施工,保證地基質量滿足機床安裝要求,這是決定機(jī)床能否正常使用的前提。立足於自身(shēn),培養一支精幹(gàn)的維修(xiū)隊(duì)伍,準備必要的精密檢測器具,加強監測,縮短對機床精度的檢測周期,定(dìng)期恢複機床安裝精度,這些措施是生產能否正常開展的保(bǎo)證。生產工藝人員優化加工工藝路線,操作者精益求精,以保(bǎo)證進口(kǒu)機床發揮最大的作用。
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(chē)(轎車)產(chǎn)量數據(jù)
- 機(jī)械加工(gōng)過程圖示(shì)
- 判斷一台加(jiā)工(gōng)中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控(kòng)係統和(hé)數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業最(zuì)新自殺性營銷(xiāo),害人害己!不倒閉才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談(tán)點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補(bǔ)償功(gōng)能
- 車床鑽孔攻螺(luó)紋加(jiā)工(gōng)方法及工(gōng)裝設計
- 傳統鑽削與螺旋銑孔加(jiā)工(gōng)工藝的區別