



摘要: 一台四軸加工(gōng)中心在加工過(guò)程中出現機床震(zhèn)動故障,檢查機床機械部件,確(què)定 Y 軸軸承磨損,更換軸承,機床正常(cháng)。由於機床更換軸承(chéng)導致機床的原點、定位精度丟失,為了恢複機床精度,用激光幹涉儀檢測和(hé)補償機床 Y 軸定位精度,從而(ér)恢複機(jī)床精度。
關鍵詞: 故障; 激光幹涉儀; 檢測; 補償
某單位 的 1 台 精 密 四 軸 加 工 中 心 是 1 台 配 備FANUC 0i MD 數控係統(tǒng)的國產精密型四(sì)軸四聯動的數控機床(chuáng),可以同時控製 X、Y、Z、A 4 個伺服控製軸和 1 個主軸。設(shè)備(bèi)運行時發出刺耳的(de)震(zhèn)動聲,導致機床無法正常運行。
由於機床運行時出現震動(dòng),通過對設備情況了解,發(fā)現兩周前機床(chuáng)就開始出現震動,並且聲音越來越大,初步判斷是機床機械部分故障導致。
1 、故障處理(lǐ)
分(fèn)別檢(jiǎn)查機床各軸機械部件運行情況,發現 Y軸移動時震動聲音明顯。檢測 Y 軸傳動部件,發(fā)現 Y軸的(de)角接觸軸承磨損,找到故障發生的具體原因,處理機床故障。
根據(jù)軸承型號購買更換軸承,重新裝(zhuāng)配軸承,連接 Y 軸伺服電機(jī),機床能正常運行(háng)。但是,由於更換了 Y 軸軸承,機床 Y 軸傳動部件重新裝配,導致機床Y 軸的(de)原點、定(dìng)位精度丟失,為了恢複機床精度,需重(chóng)新校(xiào)準機床(chuáng) Y 軸精度。而對於機床定位精度的校準,目前使用激光幹涉(shè)儀是最好的方法。因此(cǐ)文中使用(yòng)激光幹(gàn)涉(shè)儀對機床(chuáng) Y 軸精度進(jìn)行(háng)檢測並補償(cháng),恢複機床精度。
2、精度恢(huī)複
2. 1 Y 軸原點恢複
由於機床 Y 軸傳動部件重新裝配、導(dǎo)致 Y 軸原點變(biàn)化,需重新設置 Y 軸原點,具體步驟如下:
( 1) 設定參數 1815#4,Y 軸 = 0,絕對脈衝編碼器原點位置;
( 2) 設定參數 1006#5,Y 軸(zhóu) = 0,返回參考點的方(fāng)向為正方向;
( 3) 關機重啟機床;
( 4) 手動移動機床 Y 軸,使伺服電機轉動(dòng) 1 轉以上的距離;
( 5) 關機重啟機床;
( 6) 選 擇 手 輪 方 式 移 動 機(jī) 床 Y 軸 到 新 的 原 點位置(zhì);
( 7) 選擇機床在 MDI 方式,設定參數(shù) 1815 #4,Y 軸 = 1。
2. 2 定位精度檢測(cè)
機床 Y 軸建立原點正確,然後對機床 Y 軸定(dìng)位精度進 行 檢 測 補 償,恢 複 Y 軸(zhóu) 定(dìng) 位 精 度,具 體 步 驟(zhòu)如下(xià):
( 1) 安裝激光(guāng)幹涉儀
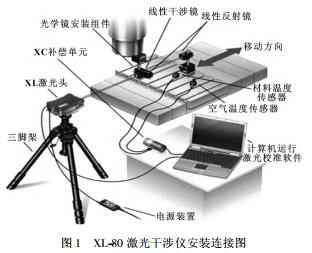
激光幹涉儀檢測設備采用的是 Rienshaw 公司生產的 XL-80 激光頭、線性測量反射鏡、線性(xìng)幹涉鏡和波長補償單元及相應的測試軟件。具體安裝連接(jiē)圖如圖 1 所示(shì)。①安裝激光頭(tóu)。將 XL-80 激光頭水平安裝在三角架上,連接電源,打開激光頭預熱 5 min,使激光穩定; ②安裝 XC 補償單元。將材料溫度傳感器、空氣溫度(dù)傳感器與(yǔ) XC 補償單元連接。③安裝測(cè)量鏡組。將線性(xìng)反射鏡、線性幹涉鏡安裝在機床主軸和工作台上,並對準激光。調整 XL-80 激光頭和反射鏡的(de)位置,以使光束穿過幹涉鏡,並(bìng)由反射鏡反射回來。移動激光(guāng)頭、幹涉鏡和反射(shè)鏡,使測量光束和參考光束在光靶的中間位置重疊(dié)。沿 Y 軸在坐標行程範圍內移動,確保兩束光保持(chí)重疊。④運行線性測試軟件。將激光頭和 XC 補(bǔ)償單元和電腦連接,然後打開(kāi)線(xiàn)性測試軟件。
( 2) 檢測數據的(de)設(shè)置
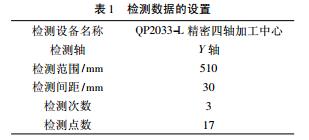
在進行檢測之前,需要進行係(xì)統參(cān)數的設置,主要確(què)定檢測軸的移動範圍、檢測(cè)間隔、檢測次(cì)數、檢測點(diǎn)數(shù),具體設置數據如表 1 所示。
除了設置檢測數據(jù)外(wài),為了獲得更好的補償精(jīng)度,應將機床的螺距誤差補(bǔ)償值和反向間隙設置為0。進入(rù) FANUC 0i MD 數控係統(tǒng)的係統參數界麵(miàn),具體(tǐ)方法如下: ①將係統處於 “MDI”模(mó)式; ②打開設定 ( SETTING) 畫(huà)麵,設定 “寫參數”為 1; ③設定參數 8135#0 = 0,確定螺距補償功能已打開; ④3620補償參考點 Y 軸 = 218; ⑤3621 負向最小點補償號,Y 軸(zhóu) = 200; ⑥3622 正向最大點補(bǔ)償號,Y 軸 = 219;⑦3623 補償倍率,Y 軸 = 1; ⑧3624 補償間隔,Y 軸= 30 000; ⑨打開螺距誤差補償表,把 200—218 範
圍的數據清零; ⑩1851 反向間隙,Y 軸 = 0; 瑏瑡重啟機床。
( 3) 編寫(xiě)檢測(cè)程序
根據表 1 的數據編寫機床檢測程序,程序如下:
O1001; ( 主程序)
N10 M98 P1 L3; / /調用(yòng)子程序一,檢測 3 次
N20 M30;
O0001; ( 子程序(xù)一)
N10 G90 G01 F2000;
N20 Y5. 0;
N30 G4 X2. 0;
N40 Y0;
N50 G4 X4. 0;
N60 M98 P2 L17; / /調(diào)用子程序二
N70 Y-5. 0;
N80 G4 X2. 0;
N90 Y5. 0;
N100 G4 X4. 0
N110 M98 P3 L17; / /調用子程序三
N120 M99;
O0002; ( 子程序二(èr))
N10 G91 Y-30. 0;
N20 G4 X4. 0;
N30 M99;
O0003; ( 子程三)
N10 G91 Y30. 0;
N20 G4 X4. 0;
N30 M99;
( 4) 數(shù)據采(cǎi)集
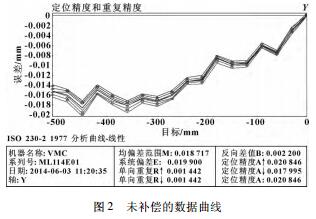
將機床 Y 軸(zhóu)運行到原點→運行 Renishaw Laser XL線性測(cè)量軟件(jiàn) ( 軟件設置值與表 1 對應) →運行測(cè)試程序→進行數據采集,采集的數據曲線如圖 2 所示。可知: 機床的定位精度為 0. 020 846 mm,誤差比較大。
2. 3 定位精度補償
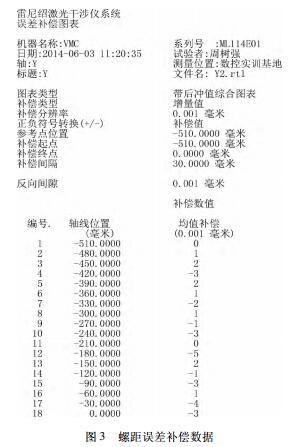
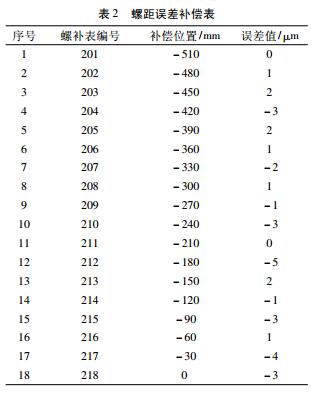
對采集的數據(jù)進(jìn)行分析,設置補償類型為增量(liàng)值,符號轉換為補償值,用軟件計算出螺(luó)距誤差補償數據,如圖 3 所示(shì)。
根據圖 3 的螺距補償數據(jù)補償(cháng)機床誤差,具體步驟如下:
( 1) 反向間隙補償。由圖 3 可知 Y 軸的反(fǎn)向間(jiān)隙為 0. 001 mm。設置反向間隙補償參(cān)數 1 851,Y 軸的為 1;
( 2) 螺距誤差補償(cháng)。打開係統螺(luó)距誤差補償表,輸入圖 3 的補償數值,具體數據如表 2 所示。
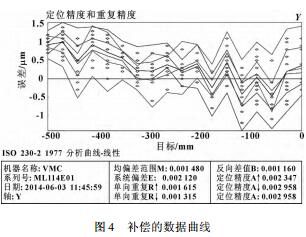
2. 4 定位精度校驗
機床 Y 軸補償後,再次運行測試(shì)程序,測量機床
的定位精度(dù),采集數據如圖 4 所示。可以看出: 機床
Y 軸的定位(wèi)精(jīng)度為(wéi) 0. 002 958 mm,精度已經恢複。
3 、結束語
在(zài)數控機床維修過程中,機床機械故障排除、功能恢複(fù)後,注意(yì)機床各項(xiàng)精度的(de)恢複,以保證機床的工作(zuò)精度。激(jī)光幹涉儀(yí)具(jù)有測量精度高、數據穩定、操作簡單等優點,特別適合數(shù)控機床的定位(wèi)精度檢測與補償。通過激光幹(gàn)涉(shè)儀(yí)對機床 Y 軸定位精度和反向(xiàng)間隙(xì)進行(háng)補償,有效恢複(fù)了數(shù)控機床的定位精度(dù)。
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金(jīn)屬切削(xuē)機床產量數(shù)據
- 2024年(nián)11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬(shǔ)切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(chē)(轎車)產量數據