



虛擬軸數控加工中心主軸定向的調整與研究
2017-2-22 來源:沈陽飛機工(gōng)業(集團)有限責(zé)任公(gōng)司 作者:李林
摘要:在數控機床領域(yù),並聯數控機床(在國內)被稱作虛擬軸數控JJn-r_de心,簡稱為“虛擬(nǐ)軸”。虛擬軸機床根據數學理論使3個z軸(zhóu)配合運動合成出A、日(rì)軸。虛(xū)擬軸(zhóu)數控加工中心的電主軸在維(wéi)護(hù)保養後,需要對其主軸定向進行調整。結合虛擬軸主軸的特點,使用自製(zhì)特殊檢(jiǎn)具,配合刀庫運動,調整機床參數,完成虛(xū)擬軸加工中心主軸定向的調整。
關(guān)鍵詞:虛擬軸數控加工中心;電主(zhǔ)軸;定(dìng)向調整
虛擬軸數控加工中心是一個跨時代的(de)超(chāo)越,為數控(kòng)機床的(de)研究(jiū)和發展(zhǎn)起到了重要(yào)作用。它的響應速度(dù)更快、精度(dù)更高、剛性更大。由於它(tā)具有上述優點,所以成為國際(jì)各個機床廠家研(yán)發生產的重點。虛擬(nǐ)軸在進行(háng)定期的專業維護保養時,需要對電主軸進行拆卸、保養、安裝和調試。做(zuò)好主軸定向調整工作(zuò)能夠更好地(dì)優化設(shè)備,提高機床的生(shēng)產效率(lǜ)。所以,對它進行研究是個重要的課題。
1.虛擬(nǐ)軸數(shù)控Jjn-r中心的意義
串聯數(shù)控機床零(líng)件(jiàn)的製造(zào)誤差、機械(xiè)結構部件(jiàn)之間(jiān)的傳動誤差、受力造成的變形誤(wù)差(chà)會相互疊加,影響機床的力n-r.精度.同時,承重導軌產牛的摩擦阻力工也限製了機床的加工速度。機床生產廠家進行了一次全新的嚐試,使用機床軟件(jiàn)和電子裝置代替機械部件(jiàn),減少了傳統設備(bèi)的疊加誤差。伺(sì)服電機控製各個連杆的長度,可以迅速實現主軸頭的位置變動.獲了比(bǐ)傳統(tǒng)設備(bèi)更快的進給速度。主軸頭上的線性導(dǎo)軌既是傳(chuán)動部件又(yòu)是支撐部(bù)件,這(zhè)樣的結構提高了機床的整體剛性。所以(yǐ),虛擬軸數控加工中心的設計可謂是全新(xīn)的突破,為數控加工技術(shù)帶來了革(gé)命性的改變。
2.虛擬軸數控(kòng)Jjn-r中心的運動學原理簡介
設主軸端麵的轉(zhuǎn)動中(zhōng)心用。一xyz坐標係表(biǎo)示.工作台的工件坐標用O—XYZ坐標係表示,2個(gè)坐標(biāo)係方向(xiàng)一致.如圖1所示.
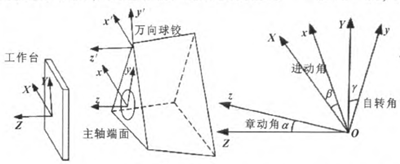
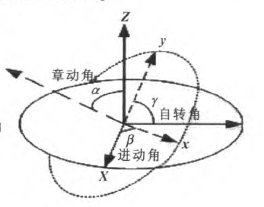
圖1 主軸轉動中(zhōng)心相對於工作台坐標的歐拉角模型(xíng)
工作台(tái)上的坐標係描述(shù)為Q=[x,y,z]T。主軸轉動中心的坐標係描述為r=[省,,,,彳]TO萬向球鉸坐標係為P=[茗(míng)’,Y’,彳’]。主軸轉動中心O一彬坐標(biāo)係(xì)相對於(yú)工作台坐標O—XYZ坐標(biāo)係,用歐拉角來描述(shù)。萬向球鉸坐標係Ot--X~Y z’相對於主軸轉動中(zhōng)心坐標係。一xyz坐標係,同樣(yàng)用歐拉角來(lái)描述(shù)。歐拉角是唯一確定定點轉動(dòng)物體位置的3個一(yī)組獨(dú)立(lì)的角(jiǎo)參量(由章(zhāng)動角(jiǎo)、進動角和(hé)自轉角組成)。一(yī)個物體的取向,從一個坐標係,做3個歐拉角的(de)旋轉而(ér)設定的。所以,物體的取向可以用3個(gè)基本旋轉矩陣複合而成(chéng)。
當旋轉主軸頭(tóu)、主軸轉動中心。一xyz坐標係發生轉(zhuǎn)動。與0一XYZ坐標係(xì)的z方向章動角成a角,與旋轉後(hòu)的。一xyz坐標係的茗軸進動角成JB角,與Y軸自轉角成y角。非線性齊次轉(zhuǎn)換矩陣方程為:r×Q,得出(chū)主軸轉動中心坐標係相對於工作台坐標係位置。同理,利用歐拉角原理,根據非線性(xìng)齊次轉換矩陣方程:TxP。得(dé)出萬向(xiàng)球鉸坐標係相(xiàng)對(duì)於主軸轉動中心坐標係位置。可以求出各個萬向球鉸在0一XYZ中的坐標。每一個萬向球鉸都和(hé)一個Z軸相連。所以,知道一個工作台上的坐標點,就可以得出3個z軸的位置和長度。
3.ECOSPEED係列虛擬軸數控加工中心
德國DST公司開發(fā)的ECOSPEED係列虛擬軸數控加工中(zhōng)心,在主軸頭上麵的開發非常成功。sprint Z3型主軸頭使用的是並聯三(sān)軸機構,是一(yī)個全新的突破,如圖(tú)2所示(shì)。
主軸頭的軸向線性導軌在箱式圓柱體內(nèi)壁上(shàng)按照1200進行裝(zhuāng)配,每個線性導軌上都有一個能夠前後移動的滑動塊。萬向球鉸與(yǔ)滑動塊(kuài)前端相連,另一(yī)端與主軸端麵平台相連接。根據虛擬軸數控加工中心的運動學原理。軸向線性導軌上的3個滑動塊同步運動,則主軸沿著Z軸方向前後運動。3個滑動塊不同步運動.就實現了A軸和B軸在±400範圍內的擺動。
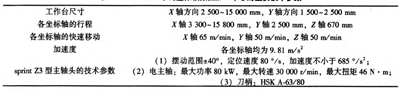
表l ECOSPEED係列虛擬軸數控加工中心(xīn)的主要技術參數
作者以DST公(gōng)司的ECOSPEED係列虛擬軸數控加工中心(xīn)為(wéi)例,對其主軸定向進(jìn)行調整和研究(jiū)。
4.虛擬軸數控加工中心主軸定向的調(diào)整
定向控製就是主(zhǔ)軸能夠準確地停(tíng)止在刀具安裝位置(zhì)上,以(yǐ)便在該位置進行刀具更換。主軸定向如果不準確,那(nà)麽刀具(jù)安裝(zhuāng)和更換就無法進行。錯誤的(de)主軸定向位置會撞壞換刀爪。會撞壞刀具檢測開關,會損(sǔn)壞主軸頭鬆卡刀的模擬量開關,對機床有很嚴重(chóng)的損壞。做好主軸定(dìng)向調整工作(zuò)能(néng)夠(gòu)更好地優化設備,提高機床的生產效率。對虛擬軸主軸定向進行調整,要根據虛擬軸運動學原理。在保(bǎo)證機床擺角的精度前提下才能進行。
如果虛(xū)擬(nǐ)軸的零位參考點發生錯誤時,要取消主軸的舊的基準點,需要對SIEMENS 840D係統的機床數據(jù)進行修改:Start up-+Machine data—A】【is data_選擇sP軸_+選擇參數MD34090-+將參數更改為0。在調(diào)節虛擬軸的主軸定位時,確保虛擬軸的A/B擺角的角度為00。在機床MDI方式下輸(shū)入(rù)指令:G0;A0;B0;M11150001;M02。執行(háng)MDI中的指令文件後,手動將主軸旋轉一周,舊的參考(kǎo)點(diǎn)取消,SP軸參數MD34090=0設置生效。
調整虛擬軸的主軸定向,需要使用專用測量刀具和千分表來(lái)校正。在主軸頭上安裝專用(yòng)測量刀具,使用手持(chí)單元將刀庫門打開,選擇Q6軸的“+”向,將機床換刀臂手動開出,在接近測量點的適當位(wèi)置停止。將千分表固定吸附在換刀爪上,把表針打在專(zhuān)用(yòng)ECOSPEED係列(liè)虛擬軸數控加工中心的主要技術參數見表1。
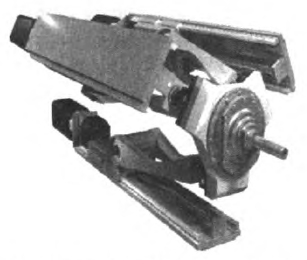
圖2德國DST公司開發的ECOSPEED係列虛擬軸數控(kòng)加工中心
測量刀具的測量平麵上。使用手持單元將專用測量刀具沿(yán)著y軸方向(xiàng)上下移(yí)動,進行測量。手動微調主(zhǔ)軸(zhóu)角度,保證測(cè)量偏差控製(zhì)到1¨m以(yǐ)內,記錄主軸的角度變化值。如圖3所示。
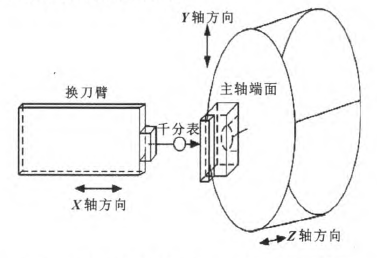
圖(tú)3虛擬軸數控加工中心主軸定向的校(xiào)準
校正好主軸位置後。把主軸角度的變化值R減去900輸人(rén)到SP軸(zhóu)的參數MD 34090中(zhōng),如果尺值小於90。,輸人(rén)數值為(3600—R)一900。在機床MDI方式下輸入指令:MIll50001;M02;PARAUM2;SPOS=0。執行MDI中的指令文件(jiàn),主(zhǔ)軸(zhóu)定向調整角度R值設定完成。在執行換刀的時候,虛擬軸的(de)主軸會先旋轉尺角度。和刀具在主軸頭上的裝配位置相符,完成虛擬軸主(zhǔ)軸定(dìng)向的(de)調整。
使用手持單元將刀庫門打開,選擇Q6軸的“+”向,將(jiāng)機床(chuáng)換刀臂手動開出(chū),在接近測量點的適(shì)當位置停止。在主軸頭上安裝刀具,手動微調主軸角度(dù),保(bǎo)證主軸上的刀具位置與刀爪上的刀具位置完全相符,記錄主軸的角度值R。虛擬軸的自動換刀位置在(zài)機床文件WZW PAR中,程序段為POS—SPI=135。完成主(zhǔ)軸定向角度需要將(jiāng)程序段(duàn)POS—SPI的135改為R。
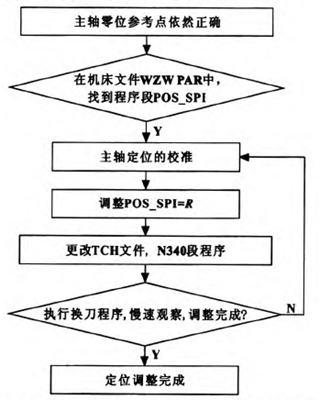
圖4虛擬軸數控加工中心主軸定向調(diào)整(zhěng)的流程圖修改機床自動換刀TCH文件。更(gèng)改N340程序段
為PARAUM2 SPOS=POS—SPI。執行(háng)自動換(huàn)刀程(chéng)序,慢速觀察。完成虛擬軸數控(kòng)加工中(zhōng)心主軸定向的(de)調整工作。虛擬軸數控(kòng)加工中心主軸定向調整2種方法的流程圖如圖4。
5.結論
以德國DST公司開發的ECOSPEED係列虛擬軸數控加工中心為分析對象,對虛擬(nǐ)軸數控(kòng)加工中心的主軸定向調整技術進行了初步探索和研究。對深入了解虛擬軸數(shù)控機床的使用、保養(yǎng)和維護提供了一(yī)定理論基礎,對虛擬軸數控加(jiā)工中心主軸頭的現場(chǎng)調試工作具有一定的實踐指導意義。
投稿箱:
如果您有(yǒu)機床行業、企(qǐ)業(yè)相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企(qǐ)業(yè)相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業(yè)數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能(néng)源汽車(chē)產量數據
- 2024年11月 新能源(yuán)汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸(zhóu)承出(chū)口情況(kuàng)
- 2024年10月 分地區金屬切削機床產量(liàng)數據(jù)
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本(běn)型乘(chéng)用車(轎車)產量數據
博(bó)文(wén)選萃
| 更多