



KML高端球軸承,三相標(biāo)準電動機常用軸(zhóu)承
2021-1-13 來源:- 作(zuò)者(zhě):-
低噪聲球軸承由於其結構簡單,且免維護,是三相標(biāo)準電動機和家用電器商用電動機最常用的軸承選擇。
雖(suī)然電動機製造商很少知道軸端的負載(zǎi),但是在大多數情況下,工作負載被認(rèn)為(wéi)低於所選軸承(chéng)的允許負載。因此,KML的設計更加注重電機軸承的潤滑脂使用壽命,而不是疲勞壽命。
潤滑脂
⊗電動機軸承的使用(yòng)壽命可以理解(jiě)為潤滑脂(zhī)的使用壽命,因為疲勞很少是故障的根本(běn)原(yuán)因。為了確保軸承中的初始潤滑脂(zhī)量能維持正常的軸承功能,KML尤其注意潤滑脂類型、清潔度、合適的潤滑脂量和安(ān)裝條件的選擇。
⊗雪(xuě)佛龍SRI 2號潤滑脂是KML優級滾珠軸承(chéng)的標準潤滑脂,因為它在寬溫度範圍(-30 / +150℃)中耐水和安(ān)靜運行的可靠性能得到了證實。
⊗潤滑脂並非越多總是(shì)越(yuè)好。KML優級滾珠軸承的油脂量約占軸(zhóu)承內部自由空間的25%。
密(mì)封
⊗雖然防護罩和密封(fēng)型球軸承均已被電動機製(zhì)造商廣泛使用(yòng),但是為了電動機維護和(hé)修理的目的(de),建議使用全封閉式密封軸承,因為它在保留油脂(zhī)的同時,具有又去除汙染物的更高功效。
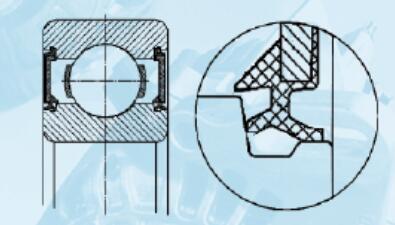
⊗輕觸式三(sān)唇密封是專(zhuān)為高檔球軸承而設計,以解決綜合因素,即(jí)低扭矩和良好密封的(de)組(zǔ)合配置(zhì)。密封件必須充分考慮低摩擦扭矩,這是影響家用電器(qì)電動機效率的主要因素。另一方麵(miàn),它必須足以緊密到消除油脂的汙染和泄漏。
⊗藍色輕觸式(shì)三唇密封件,采用氫化丁腈橡膠材料製(zhì)成,工作溫度為-40℃至+ 150℃。
我們的實踐
⊗安靜運行不僅靠ABEC 3尺寸(cùn)精度(dù),而且要靠良好組合的高精度鋼球,過濾的(de)油脂,遊(yóu)隙和滾道(dào)的清潔度來實現。
⊗優級的球軸承在(zài)潤滑後(hòu),還要經過100%噪音測試,以確保油脂中(zhōng)不含會(huì)引起(qǐ)過早磨損的汙(wū)染物。
⊗緊密的內孔(kǒng)徑公差(chà)可與軸(zhóu)較好地兼(jiān)容,並在組裝後(hòu)維持較好的合成遊隙。
⊗KML軸承的(de)內部改裝和設計均經過測試設備的(de)全(quán)麵測試和認證,以確保性能可靠。

KML關注
⊗KML高(gāo)端球軸承符合(hé)RoHS標準
⊗我們的包裝材料使用無毒墨(mò)水和再生紙。
現(xiàn)貨供應
我們的高端球(qiú)軸承保持常規庫存,以滿足客戶即(jí)時交付和少量采購的需求。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資(zī)訊(xùn)合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資(zī)訊(xùn)合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車(chē))產量數據
- 2024年11月 新能(néng)源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據
博文選(xuǎn)萃
| 更多
- 機械加工過程圖示
- 判斷一台加工(gōng)中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係(xì)統和數控機床何去何從?
- 中國的技術工(gōng)人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最(zuì)新自殺性營銷,害人(rén)害(hài)己!不(bú)倒(dǎo)閉才(cái)
- 製造業大逃亡
- 智能(néng)時代,少談點智造,多談點(diǎn)製造
- 現實麵前,國(guó)人沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加(jiā)工方法及(jí)工裝設(shè)計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝的區別