太克")



主軸鬆拉刀機構改進(jìn)設計及應用
2020-12-4 來源:沈機集團昆(kūn)明機床股份(fèn)有限公司 作者:徐建平 王維 尹作升 周星興 孫薇
摘要:自動鬆拉刀機構作為數控機床自動換(huàn)刀必備(bèi)功能部件之一,其安裝於主軸箱上,通過機床主軸內置碟簧組件實現拉(lā)刀、液壓係統提供鬆刀力的機構。 常規的(de)鬆刀機構通過液壓活塞和油缸組成,鬆刀時(shí)鬆刀力推動碟簧壓縮並前移鬆刀,此時鬆刀力傳遞到(dào)主(zhǔ)軸至主(zhǔ)軸軸承,導致鬆刀(dāo)時軸承變形較大且軸承經常受力而影響軸承精度及使用壽命。 針對上述存在問題,文中(zhōng)介紹了一種新型的主軸鬆拉刀機構(gòu),以解決(jué)鬆刀力引起的(de)問題。
關鍵詞(cí):主軸軸承;鬆(sōng)拉刀結構;軸承變形;油缸
主軸鬆拉(lā)刀機構實現(xiàn)機床刀具在主軸上(shàng)的自動鬆(sōng)開夾緊,作為機(jī)床(chuáng)關鍵部件之一, 其結構及穩定性等(děng)性能一直(zhí)是機床設計的主要考慮內容之一。 目前鬆刀力通常通過氣動增壓缸與液壓油缸實現,拉刀力則主要通過碟形彈簧形變提供。以前大多數加工(gōng)中心的主(zhǔ)軸鬆拉刀的(de)鬆刀力沿主軸作用在主軸軸承上,頻繁換(huàn)刀過程中鬆刀力對主軸軸承的精度和使用壽命存在很大的(de)影響[1], 如何減少鬆刀力對(duì)主(zhǔ)軸軸承的影響是解(jiě)決(jué)存在問題的關(guān)鍵。而拉刀機構則是(shì)實現主軸換刀後(hòu)鎖緊刀具的功(gōng)能部件,拉(lā)爪的結構形式及精度穩定性對(duì)主軸拉刀(dāo)重複精度影響也很大,OTT-JAKOB 公司生產的拉爪部件目前(qián)在(zài) 國際上技術優勢較(jiào)為明顯[2]。 目前國內多家廠家生產機床(chuáng)主軸選用 台(tái)灣生產成套主軸,其結構及精度性能均有(yǒu)較好的保障。對於精密機床研製生產的(de)傳統企(qǐ)業,根(gēn)據主軸自動鬆拉刀機構存在的問題,展開難題攻關,已成功解決存在問題,文中詳細介紹(shào)了(le)相(xiàng)關方案。
1 、主軸前端結構
主軸軸承安裝結構(gòu)如圖 1 所(suǒ)示, 主軸作(zuò)為機床切削的主要切削力提供單元, 在(zài)旋轉過程中在傳遞主軸箱提供相應的功力轉矩至刀具進(jìn)行加工的同時需保證其自身的旋轉精(jīng)度, 根據機床的功率扭矩需求(qiú),參考機床設計手冊(cè)[3],機 床主軸軸承安裝方式為 4 列組配角接觸軸承背對背安裝,預緊(jǐn)方式為輕預緊。前後兩組軸(zhóu)承之間使用(yòng)內外隔套支撐(chēng), 內外(wài)隔套長度尺寸一致性(xìng)有很高的(de)要求, 後軸承使用定位並緊組合螺母實現主軸軸承的預(yù)緊。
從總體結構看出,主(zhǔ)軸軸(zhóu)承支(zhī)撐(chēng)主軸旋轉且保持其精度(dù)的(de)同時, 還承擔切削過程中的軸向力。 後推軸向力由前軸承主要承載,鬆刀時的鬆刀力則由後軸承承載。頻繁的換刀的鬆(sōng)刀力(lì)便(biàn)會影響主(zhǔ)軸軸(zhóu)承的精度及使(shǐ)用壽命。
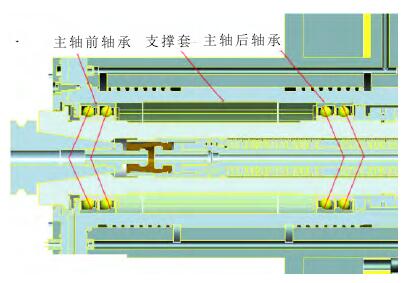
圖1 主軸軸承安裝結構圖
主軸前端設置有按設計(jì)及用戶要求的錐孔, 已提供(gòng)機床刀具(jù)刀柄定位(wèi),錐孔後端(duān)的拉爪(zhǎo)連接拉刀機構,通過碟簧回彈拉緊拖動拉爪後移(yí)拉緊刀柄後部拉釘實現刀具夾緊。
2、 拉爪機構改進
拉刀機構(gòu)拉爪改進結(jié)構如圖(tú) 2 所示,原機床(以 BT 刀柄拉釘為例)拉爪加工後切為 4 片,尾部形狀與拉刀杆配合,前部形(xíng)狀以拉釘為準, 鬆(sōng)拉刀時前後移動實現張開合攏實現刀柄的鬆開夾緊(jǐn)功能, 但 4 瓣拉爪在(zài)使用過程中存在圓周方向位置不穩定的情況,導致拉刀時位置精度不(bú)穩定的問題。針對上述情況進行改進, 將加工好後的拉爪通過具有彈性的鋼絲彈簧固定在內置芯軸上,芯軸再安裝(zhuāng)於拉刀杆前端。
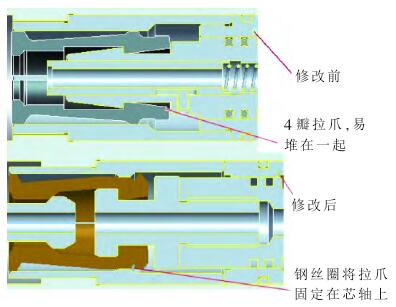
圖2 拉刀機構拉爪改進結構圖
3 、鬆拉刀油缸的結構改進
3.1 原鬆拉刀油缸活塞機構(gòu)
根據拉刀力的設定和彈簧應力應變曲線, 計(jì)算出碟簧變形所需鬆刀(dāo)力的大小, 設計(jì)計算鬆刀油缸的油缸腔(qiāng)截麵積及鬆刀油壓的大小,為確保油缸密封(fēng)性能與使用壽命,機(jī)床鬆拉刀油缸及(jí)活塞(sāi)之間配合處使用(yòng)進(jìn)口特瑞堡回轉密封圈(quān)進行(háng)密封。 圖 3所示為改進前的鬆拉刀油缸結構圖, 根據計算得出的橫截麵積與鬆拉刀相應的(de)移動尺寸進行(háng)結構設計及(jí)布局。
從圖中可以看(kàn)出,油缸後腔(qiāng)進油便可推動活塞前移,活塞前移至設定尺寸後(hòu),前端與拉刀杆接觸,並繼續前移推動拉刀杆往前推(tuī)動碟簧變形,實現主軸前端拉爪鬆開鬆刀。 但該(gāi)結構推(tuī)動碟簧變形的鬆刀力直接作用於主軸前端台階後傳遞至主軸軸(zhóu)承, 主軸軸(zhóu)承承載著所有(yǒu)鬆刀力後不但影響軸承的使用壽命, 還會導致軸承變形使主(zhǔ)軸在換刀過程中(zhōng)存在軸向竄(cuàn)動。
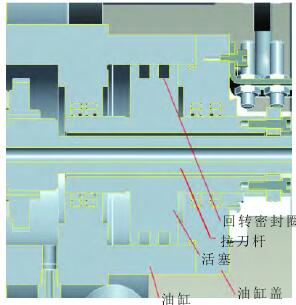
圖3 改(gǎi)進前的鬆拉刀油(yóu)缸裝置
3.2 改進(jìn)後鬆拉刀油缸活塞機構
針(zhēn)對上述存在問題, 通過對主軸(zhóu)軸(zhóu)端結構與油缸結構進行改進,改進後結(jié)構如圖 4 所示。 修改主軸後端壓(yā)蓋,增大其徑向尺寸(cùn);修改油缸,為滿足安裝工藝需求,將油缸整體結構改為前後兩部分,前部(bù)安裝(zhuāng)於主軸箱上後方可安裝主軸後部壓蓋。在安裝(zhuāng)過程需確(què)保圖示“拉刀時主軸與油缸座之間的(de)間隙”,以防止主軸拉刀後旋轉時與(yǔ)油缸發生摩擦。 主軸後蓋安裝後需(xū)根據拉刀杆(gǎn)與(yǔ)活塞接觸台階至主軸箱之間的距離, 並確定其安(ān)裝尺寸滿足拉刀(dāo)杆處於(yú)拉刀(dāo)位置與活塞相應位置是否準確(què)。
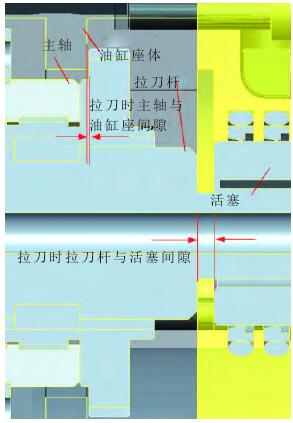
圖4 主軸後端與油(yóu)缸結構修改
改進後鬆拉刀活塞油缸結構如圖 5 所示, 鬆拉刀(dāo)油缸機(jī)構在鬆刀進油口(kǒu)進油後,推動活塞(sāi)往前移動,在活塞推動拉(lā)刀杆前移、與碟簧變形力相(xiàng)互作用過程中,由於液壓缸與主(zhǔ)軸箱連接(jiē)壓緊處使用彈簧壓緊,且壓緊力(lì)遠小於碟(dié)簧變形力,此時,在油缸腔內的液壓壓力與碟簧變形(xíng)力的共同作用下,油缸開始後移,後移如圖 4 所示(shì)“拉刀(dāo)時主軸(zhóu)與油缸座間隙”消除後,油缸便與主軸接觸,並且組成同一受力體。此後活塞繼續推動拉刀杆至碟簧壓縮鬆刀(dāo), 此時鬆刀力在主軸+油(yóu)缸與活塞+碟(dié)簧之間形成一個閉環力,便不再(zài)作用於主(zhǔ)軸軸承(chéng)上。整個鬆刀過程僅在開始一階段有(yǒu)很小力作用於主軸(zhóu)軸承之上。 為防止拉刀時活(huó)塞不能準確退回至最初位置,油缸前腔進油將活塞推至最初位置(zhì),從(cóng)而完成機床刀具一次鬆拉刀。
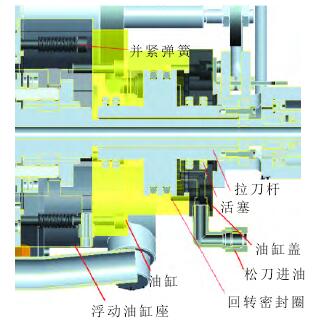
圖5 改進後鬆拉刀活塞油缸結構(gòu)圖
4 、結語
介紹機床主軸自動鬆拉刀係(xì)統(tǒng)的(de)改進設計, 從前端改進拉爪部分結構以提高(gāo)主軸拉(lā)緊刀具的精度(dù)及其拉刀穩定性問題。通過改(gǎi)進鬆拉刀油缸機構與主(zhǔ)軸(zhóu)後端結(jié)構, 以實現主軸(zhóu)鬆刀力作用於主軸軸承的卸荷功能。 從而大(dà)大改善了公司自製主軸的精度(dù)及綜合性能, 目前(qián)在很(hěn)大程度已取代(dài)進口主軸產品成功(gōng)應用於高精度(dù)臥式加工中心機床上(shàng)。
投稿箱(xiāng):
如果您有機(jī)床行業、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業(yè)相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多(duō)

行業數據
| 更多
- 2024年11月(yuè) 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本(běn)型乘用車(轎車)產量(liàng)數據(jù)
- 2024年11月 新(xīn)能源汽車(chē)產量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型(xíng)乘用車(轎(jiào)車)產量數(shù)據
博文選萃
| 更多
- 機械加工過程圖示(shì)
- 判斷一台加工中心精(jīng)度(dù)的幾種(zhǒng)辦法(fǎ)
- 中走絲(sī)線切割(gē)機床(chuáng)的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去(qù)哪裏了?
- 機械(xiè)老板(bǎn)做了十多年,為何還是小(xiǎo)作坊?
- 機(jī)械行業最新(xīn)自殺(shā)性營銷(xiāo),害人害己!不(bú)倒閉才
- 製造業大逃亡(wáng)
- 智能(néng)時代,少談點智(zhì)造,多談點製造
- 現(xiàn)實麵前(qián),國人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車床加工刀具補(bǔ)償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區別