太克")



高速(sù)數控車床主軸變工況溫升特(tè)性研究
2019-4-12 來源:河北工業大學 沈(shěn)陽機床 江蘇建一機床 作者:韓靖(jìng) 楊澤青 楊偉東
摘要(yào):為了定量(liàng)評價和分析高速數控車床在不同運行工況下的主軸溫升特(tè)性,以某高速數控車床主軸係(xì)統為研究對象,在分析主軸係統熱源基礎上,考慮實際工況參數對主軸係統溫升影響,設(shè)計了空轉條件和切削條件下的工況參數表,利用正交(jiāo)實驗法對各工況參數進行組合,然後(hòu)ANSYSWorkbench15.0進行熱穩態分析,得到不同工況下主軸係統的溫度場分布情況;在此基礎上,采(cǎi)用(yòng)了(le)多元線性回歸(guī)的方法建立變工況參數與車床主軸係統達到熱平衡(héng)時最(zuì)高溫升的(de)預(yù)測模型,並對模型進行了驗證,結果表明主軸係(xì)統溫度真實值與預(yù)測值的誤差在(zài)0℃~2.5℃範圍(wéi)內,所以預測模型具有很高的預測精度。此模型為車床主軸係(xì)統溫升特性評估、工程實踐中工藝參數的合理確定和熱(rè)誤差補償提供依(yī)據。
關鍵(jiàn)詞:高速數控車床;變工況;溫升(shēng);預測模型
主軸(zhóu)係統是數(shù)控機床的主要(yào)部件,其定位精度和加(jiā)工精度受其內外溫升變(biàn)化的影響。主軸(zhóu)在運(yùn)轉時,會受到(dào)各種工況的影響(xiǎng),將會導致主軸熱特性的(de)變化從而影響機床的加(jiā)工精度和壽命。因此為了確保(bǎo)主(zhǔ)軸在運轉(zhuǎn)時的工作精(jīng)度和(hé)壽命,需要對主軸在不同工況下運行時(shí)的溫升進行預測(cè)。國內外學者對影響機床主軸係統熱(rè)態性能的因素進行了(le)大量研究。Mori-waki等人以UM-200型號數控機床為研究(jiū)對象,討論(lùn)了環境溫度和主軸旋轉轉速對主軸係統(tǒng)熱誤(wù)差的影響並且分別建立了熱誤差模型,然後利(lì)用卷積的算(suàn)法(fǎ)對機(jī)床熱誤差(chà)進行(háng)了補償,使由主軸旋轉轉速和(hé)環境溫度(dù)而產生的加工誤差減少到(dào)原來的15%。
Jin Kyung Chio等人應用有限元方法在不同熱源和不同對流、接觸傳熱工況下對主軸軸承係統(tǒng)進行了熱瞬態(tài)分析,通過與各種其(qí)他計(jì)算方法實(shí)驗數據相比最大誤差隻有2μm,即仿真的方法能夠很好的預測模型的熱行為。張麗秀等人以150MD24Y20電主軸為研(yán)究對象,分別討論了電主軸運行時間、環境溫(wēn)度、冷卻(què)液溫度三種因素對電主軸(zhóu)外表(biǎo)麵溫度的影響,並且(qiě)采用遺(yí)傳神經網絡的方法對電主軸的外部表麵溫(wēn)度進行了預測。張良利用有(yǒu)限元法分析(xī)了轉速、冷卻液溫度和(hé)季節變化3個因素工況對主軸軸向熱誤差的影響,並且利用多(duō)元線性回歸法建立了熱(rè)誤差補償模型,提高了機床的補償效果(guǒ)。
上述(shù)的研究工作主要集中在單一工況或常規工況條件下的熱態性(xìng)能分析,沒有考慮實際複雜(zá)工況多因素對(duì)主軸係統熱態性能的影響,針對該問題,本文采用有限元計算法對主軸係統在實際多工況條件下的熱(rè)態性能進行數值模擬(nǐ)分析,得到多工況條件(jiàn)下主軸係(xì)統的溫(wēn)度場分布情況,進而建立工況參數與車床主軸係統溫度敏感點溫升變化的(de)預(yù)測(cè)模(mó)型,為變工況條件和極限工況條件下的主軸係統溫升預(yù)測提供依據。
1、高速數控車床主軸(zhóu)係統(tǒng)熱穩(wěn)態分析
1.1熱穩(wěn)態分(fèn)析(xī)理論基礎
熱穩態分析依據於能量守恒原理(lǐ)的熱平衡方程,對於如圖1所示的機床主軸一維簡化模(mó)型,在考慮對流和輻射散熱的條件下,單一熱源在主軸左側,熱量(liàng)從左(zuǒ)端輸入,從右端(duān)傳出,主軸各(gè)點(diǎn)溫度T(x,t)按照(zhào)分布函數公式(1)計算:
式中,[K]為傳熱矩陣(zhèn)、{T}為節點溫度向量、{Q}為節點熱流率向量。
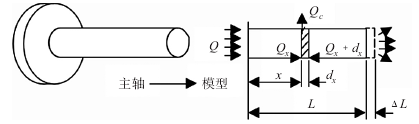
圖1 機(jī)床(chuáng)主(zhǔ)軸一維(wéi)簡化模型
1.2數控車床主軸(zhóu)係統熱源(yuán)分析和計算
在公式(1)中節點熱流率向量{Q}主要受主軸受內外熱(rè)源發熱(rè)量影響,主軸係統所受熱源主要(yào)有軸承摩(mó)擦熱、電動機發(fā)熱及切削熱等。本文以某高速(sù)數控車床主軸係統為研究對(duì)象,由於此(cǐ)主軸係統(tǒng)采用(yòng)帶傳動機構,忽略電機發熱對主軸的影響,另外加工(gōng)過程中大部分(fèn)切削熱被切削液帶走,在此忽略切削熱對主軸係統的影(yǐng)響。軸承摩擦力矩是引起(qǐ)軸承的發熱量(liàng)主要(yào)因素,按公式(2)計(jì)算(suàn):
式中,Q為軸承發(fā)熱量(單位:W)、n為軸承轉速(單位(wèi):r/min)、M為軸承摩擦力矩(單位:N·mm)。
軸承的摩擦力矩包括速度項M0和負荷項(xiàng)M1兩項(xiàng),如公式(3)所示,其(qí)中當運動粘度v與轉速n的乘(chéng)積(jī)v·n≥2000c St·r/min時,M0按公式(4) 計算;當(dāng)v·n<2000c St·r/min時,M0按公式(5)計算;負荷項M1按公式(6)計(jì)算:
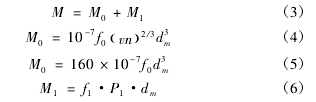
其中,dm為軸承(chéng)的中徑(單位:mm)、f0為與軸承(chéng)類型和潤滑方式有關的經驗常數;f1為與軸承類型和所受負荷有關的係數;主(zhǔ)軸係統也受切(qiē)削條件(jiàn)下切削力的影響(xiǎng),切削(xuē)力又與切(qiē)削三要素Vc為切削速度(單
位:mm/min)、ap為背吃刀量(單位:mm)、f為進給(gěi)量有關(guān)(單位:mm/r),具體計算(suàn)與數值的確定參考文獻。
2、多(duō)工況條件下的主軸係統溫升特性模(mó)擬
2.1工況條件設計
數控車削加工工藝係統作為複雜的機電係(xì)統,加工過程中(zhōng)工(gōng)況參數(主軸轉速(sù)、軸承預緊狀態、背吃刀量、進給量、進給速度等)直接影響(xiǎng)主(zhǔ)軸係統的溫(wēn)度(dù)場(chǎng)分布(bù),進而製約機床的(de)熱定位精度及加(jiā)工質量。本文以某(mǒu)高速數控車床主軸係統為研究對象,為了分析多(duō)工況條件(jiàn)對主軸係(xì)統溫升變化的影(yǐng)響規律,根據機床(chuáng)選用的軸承標準及參數範圍(wéi)和實際(jì)加工條件,分別在(zài)空轉條件和切(qiē)削條(tiáo)件下設計工況參數
水平表(biǎo)如表1和表2所示。
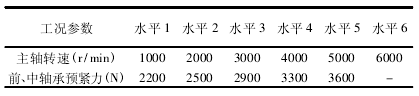
表1 空轉條件下工況設計(jì)表
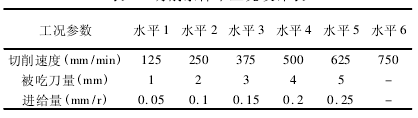
表(biǎo)2 切(qiē)削條件下工(gōng)況設計表
2.2 多工況條件(jiàn)下的主軸係統溫升特性分析
空(kōng)轉條件下主要研(yán)究主軸轉速和前、中軸承預緊力對主軸係統最高溫升的影響,利用正交實驗分析法對表1中的工況因素進行正交組合,計算(suàn)不同條件下的(de)生熱量,分別對主軸係統進行熱穩態分(fèn)析,圖2為空轉水平3工況(主軸轉速為3000r/min、前中軸承預緊力(lì)為2900N)條件下得到的(de)主軸係統整體穩態溫度(dù)分布圖。圖3為不(bú)同轉(zhuǎn)速對主軸係統(tǒng)溫升最高值影響關(guān)係圖,圖4為前、中軸承預緊力對主軸係統溫升影(yǐng)響關係(xì)圖(tú),由圖(tú)3和圖4比較可知,主軸的轉速,前、中軸承預緊力對主軸係統的溫升變化都有影響,其中(zhōng)主軸(zhóu)轉速對(duì)主軸係統的溫升影響最大,所以在空轉條件下(xià)主軸轉速可以作為對主軸係統溫升變化的敏感影響因素。
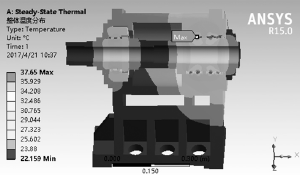
圖2 空轉水平3工況條件下(xià)主軸(zhóu)係統整體穩態溫度分布圖
切削條件下主(zhǔ)要研究切削力(lì)對主軸係統溫升的影響,而車(chē)削加工中切削速度、被吃刀量、進給量(liàng)的大小直接影響切削力,所以這裏主要考慮(lǜ)切削速度、被吃刀量、進給量對主軸溫(wēn)升的影響。根據某高速
數控車床主(zhǔ)軸係統的結構和機床參數範圍,選擇切削速度的範圍為125mm/min~750mm/min,被吃刀量的範圍(wéi)為1mm~5mm,進給量的範圍為0.05mm/r~0.25 mm/r,利用正交(jiāo)實驗分析法對表2中的工況(kuàng)因素進行正交組合,通過有(yǒu)限(xiàn)元分析,得到切削條件多工況下切削速度與主軸(zhóu)係統達到熱平衡時最高溫升的關(guān)係如(rú)圖5所示、背吃刀量與主軸係統達到熱平衡時(shí)最高溫升(shēng)的關(guān)係如圖6所示、進給量與主軸係
統達到熱平衡時最高溫升的關係如圖7所示。
比較圖5、圖6和圖7可(kě)知,切削速度、被吃刀量、進給量三個因素對於主(zhǔ)軸係統的溫(wēn)升(shēng)變化都有影響,其中切削速度對主軸係統的溫升影響最大,所以在切削條件下切削速度可以作(zuò)為對主軸係統溫升變化
的敏(mǐn)感影響因素。
通過(guò)多工況條件(jiàn)下(xià)主軸係統熱穩態分(fèn)析可知,空轉時主軸轉速對(duì)主軸係統溫升特性變化影(yǐng)響最大,切削條件下切削速度對主軸係(xì)統溫升變(biàn)化影響最大(dà),由此在實際加工(gōng)過程中,為(wéi)減小熱誤差(chà)對加工精度
的影響可以直接調整主軸(zhóu)轉速(sù)及切削速(sù)度這兩個關鍵工藝參數(shù);為了(le)定量描述不(bú)同工藝參數對(duì)主軸係統溫升影響,需要(yào)建立工況(kuàng)參數與主軸係統溫升特性(xìng)的預測模型。
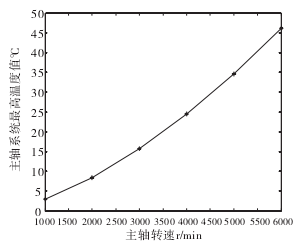
圖 3 主(zhǔ)軸轉速(sù)與主軸係統最高溫升關係(xì)
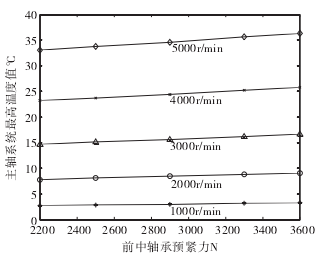
圖4前、中軸承預緊(jǐn)力與主軸係統最高溫升關係
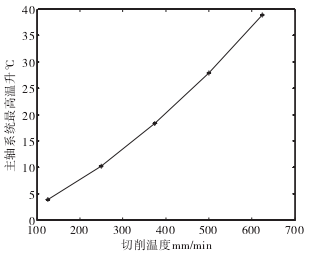
圖5切削速度與主軸係統最高溫升關係
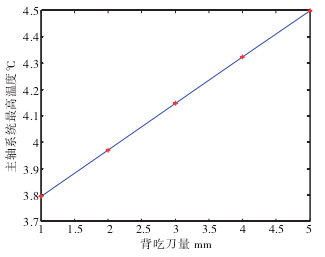
圖6被吃刀量(liàng)與主軸係統(tǒng)最高溫升關係
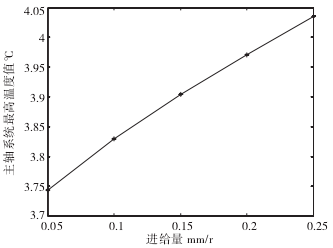
圖7進給量與主軸係統最(zuì)高溫升關係
3、工況參數與主軸最高溫升預測模型的建立與分析
根據高速(sù)數控車床選用的軸承標準、參數範圍和實際加工條件,這(zhè)裏選擇主(zhǔ)軸(zhóu)轉速(sù)、軸承(chéng)預緊(jǐn)力、切削(xuē)速(sù)度、進給量、被吃刀量5個工況參數為(wéi)自變量(liàng),主軸係統達到熱平衡時的最高溫升(shēng)為因變量。利(lì)用
正交實(shí)驗分(fèn)析法對表1和表2中的工況因素進(jìn)行正交組合,通過有限(xiàn)元分析得到(dào)在不同的主軸轉速、軸承預緊力、切削速度、進給(gěi)量、被吃刀(dāo)量下主軸係統的溫升,用MATLAB對空轉條件下得到的(de)溫升數據和工況因素數據進行多元(yuán)線性回歸分析,得到空轉條件(jiàn)下主軸係統達到熱平衡(héng)時最高溫升與主(zhǔ)軸(zhóu)轉速、軸承預緊力的預測模型1如公式(7)所示。

其(qí)中,T(k)為主軸係統達到熱(rè)平衡時的最高溫升值(zhí);X1()k為主(zhǔ)軸轉速;X2()k為前、中(zhōng)軸承預緊力(lì)。
同樣用MATLAB對切削條件下得到(dào)的溫升(shēng)數據和工(gōng)況因素數據進行多元線性回歸分析,可得到(dào)切削條件下主軸係統達到熱平衡(héng)時最高(gāo)溫升與切削速度、被吃刀量、進給(gěi)量的預測模型2如公式(8)所示:
其中,T(k)為主軸係統達到(dào)熱平衡時的(de)最高溫升值;X1()k為切削速度;X2()k為被吃刀量;X3()k為進給量。
為了驗證空轉條件下(xià)預測(cè)模型1和切削條件下預測模型2的精度,分別將空轉條件下的後6組數據帶(dài)入(rù)預(yù)測模型公式(6)中,切削條件下的後6組數據的預(yù)測模型公式(7)中,並與實際的仿真值(zhí)作比較,結果
如圖8、圖9所示,兩個模型的預測結果(guǒ)如(rú)表(biǎo)3所(suǒ)示(shì)
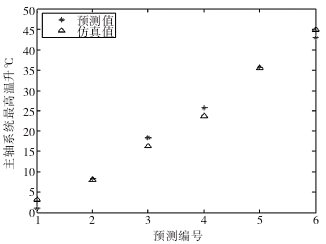
圖(tú)8 空(kōng)轉工況下仿真值與預測值的比較
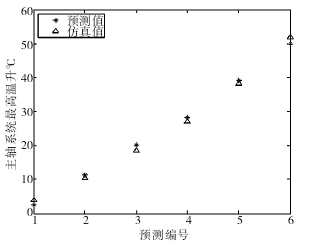
圖9 切削工況下仿真(zhēn)值(zhí)與預測值的比較
表 3 模型的(de)預測結果分析
由圖8和表3可知,由空轉工況下的預測模型得出(chū)的主軸(zhóu)係統的溫度最高(gāo)值與仿真模型(xíng)1得(dé)出的(de)溫度最高值的誤差值在2.5℃範圍內,且模型1的預測標準差為2.9258。由圖(tú)9和表3可知,由切削工況下(xià)的預測(cè)模型得出的主(zhǔ)軸(zhóu)係統的溫度最高值(zhí)與仿真模型2得出的溫度(dù)最高值的誤(wù)差值在1.5℃範圍內,且模型2的預測標準差為1.9254。由以上(shàng)分析可(kě)知空轉工況和切(qiē)削工況的預測模型都(dōu)具有較高(gāo)的(de)精度,在上
述建立模(mó)型的工況中不僅包括常規工況同時也包括破壞性工況,所以建(jiàn)立的模型更符合實際條件,準確度也更高,所以可以對實(shí)驗中很難(nán)獲(huò)得的某些極限工況或破壞性工況下的主軸係統最高溫升特性進行預測和分析。
4、結論
為(wéi)了定量評價和分析(xī)高速數(shù)控車床在不同運行工況下的主軸溫升特性,在(zài)分析主軸係統熱源和散熱基礎上(shàng),設計了空轉條件和切削條件下的工況(kuàng)參數(shù)表,利用正交實驗法對各工況參數進行組(zǔ)合,然後運用有限元軟(ruǎn)件進行熱態性能分析,得出以下結論:
(1)通過對某高速(sù)數控車床主軸係統在變空(kōng)轉工況下溫升特性分析,發現主軸(zhóu)轉速(sù)、前(qián)、中軸承預緊力均對(duì)主軸係統最高溫升呈大(dà)致線性增長影響趨勢,其中主軸轉(zhuǎn)速對主軸係統(tǒng)的最高溫升(shēng)變化影響最大
,作為其(qí)敏感影響因素。
(2)通過對某高速數控車床主軸係統在變切削工況(kuàng)下溫升特性分析,發現切削速度、被吃刀量、進給量三因素均對主軸係統最高溫升呈大致線性(xìng)工程(chéng)實踐中工藝參數的合理確定和熱誤差補償提供(gòng)依據增長
影響趨勢,其(qí)中切削速度(dù)對主軸(zhóu)係統的最高溫升影響最大,可作為其敏(mǐn)感影響因素。
(3)由多工況條件下的仿真數據建立了空轉條件下和切削條件下的工藝參數與(yǔ)主軸係統(tǒng)最高溫升之間的預測模(mó)型,並對模型(xíng)精度進行驗(yàn)證,結果表明模型(xíng)1的標準差(chà)為2.9258、模型(xíng)2的標準差為1.9254,說(shuō)明其具有較高(gāo)的預測精度,可以為(wéi)工程實踐中工藝參數(shù)的合理確定和熱誤差補償提供依據。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關(guān)信息

業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況(kuàng)
- 2024年10月 分地區金屬切削(xuē)機(jī)床產(chǎn)量數(shù)據
- 2024年(nián)10月 金屬切削(xuē)機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據