企業焦點(diǎn)新聞
公司產品分類
產(chǎn)品展(zhǎn)示
激光(guāng)幾何測量係統L-733

- 公司名稱:
- 發布日期(qī):
- 所 在 地:
- 產品型號:
- 產品價格:
- 點擊次數:
- 上海貝丁漢工業自動化設備有限公司
- 2013-09-05 11:53:31.0
- 美國
- L-733
- 麵議
- 39
【詳細說明】
產品功能
激光幾何測量係統L-733用於各種設備和部件的平麵度、直線度、平行度和垂直度的(de)測量和校正,具(jù)體如下(如(rú)果你沒有找到對應的應用,歡迎來電垂詢(xún)):
 |  |  |  |
| 多(duō)個水平麵的平行度 | 多個立麵的平行度 | 機床導軌的平行度 | 各種輥軸的平行度 |
 |  |  |  |
| 各(gè)種麵(平(píng)板)件的(de)平麵度 | 各種法蘭的平(píng)麵度 | 各種導軌的平麵(miàn)度 | 各種機床的平麵度 |
 |  |  |  |
| 機床垂直度(X-Y、Y-Z、X-Z) | 輥壓成型機垂直度 | 船舶工業垂直度打線 | 各種設備的水平度(dù) |
直線度.jpg) |  |  | 線度.jpg) |
| 鋼鐵類管道的直線度(dù) | T-型導軌的直線度 | 鋼鐵件側邊的直線(xiàn)度(dù) | 鋼鐵件水平方向的直線度 |
產品描述
激光幾何測量檢測係統L-733是超高精度激光幾何(hé)測量係統L-743的低精度型號。除了基(jī)座調節功能和(hé)精度略微低一點(diǎn)之外,它具有L-743係統(tǒng)的所有特點(diǎn)和功能。
激光幾何測量係統L-733帶有三個連續旋轉的激光麵(miàn),激光麵間的垂直精度為0.01mm/M;180°掃(sǎo)描時(shí),激(jī)光麵的平麵精度為(wéi)0.01mm/M,90°掃描時,激光麵(miàn)的平麵精度為(wéi)0.005mm/M。
適用於(yú)加工中心幾何量的測量和校正,還特別適(shì)用於(yú)大型部件(jiàn)和飛(fēi)機部件組裝過(guò)程中的檢測和校正(zhèng)。在大多數情況下,隻要一次(cì)安裝,就可測量平(píng)麵度、直線度、平行度和垂直度。由於係統是實時動態測量,因此對(duì)於幾何量(liàng)的調整和校準特別實用。
將激光(guāng)器安裝在機床上或者穩定的基座(zuò)上(shàng),每個激(jī)光麵的工作半徑可達到30.5M。
應用領域(yù)
* 加(jiā)工中心(臥式(shì)鏜(táng)床、立式鏜床、立式車床、臥式加(jiā)工中(zhōng)心、立式(shì)加工中(zhōng)心、龍門和(hé)平麵磨床(chuáng)等)
* 水射流和激光切(qiē)割機
* 立式壓力機的校正
* 輥軸的校正(橡膠機械、鋼鐵機械、紡織機械和對(duì)精(jīng)度要求不高的(de)薄膜生產線)
* 飛機組裝過程中部件的校正(座椅滑軌、水線、縱拋線、站位、機翼與機(jī)體、機(jī)體與機體間的(de)組裝校正檢查)
* 鋸床
* 對機床麵和導(dǎo)軌的水平度檢測;
* 大型軸承平麵和裝配工件平麵的平麵度檢查和校準
* 檢測和校(xiào)正:
-各種水平平(píng)麵、立式平麵或(huò)軸的平(píng)麵度(方形、框架型、導軌型、法蘭和圓形等)
-立式軸或水平軸(zhóu)的直線度
-各種(zhǒng)立式(shì)機械軸或機械麵相對(duì)於水平軸或水平機械麵的垂直度
-任意兩個(gè)立式平麵或立式軸的垂直度
-立式平麵或水平平麵(miàn)的(de)平行度,最遠可相距(jù)30.5m
-兩個垂(chuí)直平麵軌道的扭曲(qǔ)度和平(píng)行度
-兩個水平平麵(miàn)軌道(dào)的扭曲度和平(píng)行度
* 高度為30.5m的立式平麵的垂(chuí)直度
* 一(yī)次安裝可檢測(cè)的平麵範圍為61m
產品特點
* 三個連續旋(xuán)轉的激光麵,測量半(bàn)徑為30.5m
* 激光麵間的垂直精(jīng)度為0.01mm/M;180°掃描時(shí),激光麵的平麵精度為0.01mm/M,90°掃描時,激光麵的平麵精度為(wéi)0.005mm/M。
* 基座帶有俯仰角、滾動角、偏擺角調節旋(xuán)鈕和背光水準氣泡,氣泡精度為0.01mm/M。
* 標配測量靶(bǎ)為(wéi)A-1532帶內置顯示器,探測範圍75mm,分(fèn)辨率0.025mm。
* 可選高精度測量靶A-1519,為單軸無線測量靶,探測(cè)範圍24.5mm,分辨率0.0005mm。
* 測量靶實時動態顯示測量數據。
* 啟(qǐ)動迅速,預熱時間短。
* 通常安裝過程(chéng)僅需20分鍾或更短。
* 二極管激光器,穩定性是氦氖激光器的量杯。
* 電池或AC電(diàn)源適配器供電。
* 整個係統部件體積小,手提箱存儲。
技術參數
重量 | 激光器:3.1kg 電池組:0.45kg 基座:4.54kg |
材質 | 激光器:鋁或不鏽鋼 基座:鋁 |
激光類型 | 可見二極(jí)管激光,波長670nm,光束(shù)直徑4.06mm |
激光器功率 | <1mW/光(guāng)束(shù) |
光束穩定性 | 空(kōng)氣(qì)噪聲中0.001 mm/M +/- 0.0001" |
激光麵平麵精度 | 360°掃描時,0.01mm/M,傳輸誤差+/-0.0076mm 90°掃描時(shí),0.005mm/M,傳輸誤差+/-0.004mm |
激光麵垂直精度 | 上部激光麵對側部激光麵:0.01mm/M 上部激光麵對背(bèi)部激光麵:0.01mm/M 側部激光麵對背部激光麵:0.015mm/M |
工作模式 | 可切換讓一個、兩個、三個激光麵單獨或(huò)同時工(gōng)作 |
測量距離 | 每個激光麵的工(gōng)作半徑是30.5m |
工作電源 | 9VDC外部電池(4節(jiē))或220VAC適配器(qì) |
激光器基座調整範圍 | +/- 1.5º |
激光器基座調整(zhěng)分辨率 | 0.25 mm/30.5M |
水準(zhǔn)儀 | 發(fā)光顯示,精度為0.01 mm/M |
歡迎來電與我(wǒ)們聯係,我們將為你提供現場演示。
典型應用
(1)機床導軌直線度
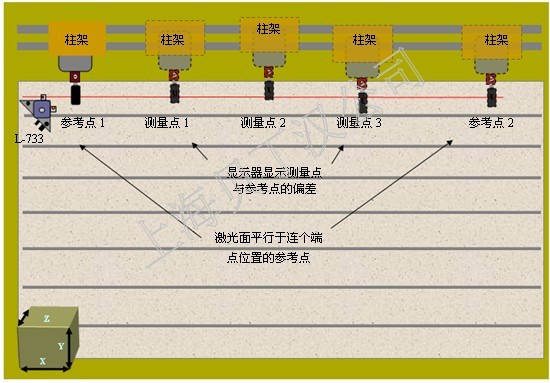
1.把測量靶安(ān)裝在最接近於激光器的參考點1位置,或(huò)者安裝在(zài)平台的(de)側麵,或者用夾具固定在主軸上都可以(yǐ)。調整測量靶使它能夠探測(cè)到激光麵。
2.測量靶清零後,把它移動到最遠離激光器的參考點2上,調整千分(fèn)尺直到測量(liàng)靶讀(dú)數(shù)為零。重新回到第一個參考點(diǎn),再次對其進行(háng)清零。重複該過程,直(zhí)到兩個參(cān)考(kǎo)點上的讀數相同。這樣激光麵就平行於參考點形成的直線。
3.沿(yán)著測量平麵或者機床軸(zhóu)有間隔的(de)移動測量(liàng)靶,任何與零點的偏離就表示該點(diǎn)相對於參考點所形成(chéng)的直線的直線(xiàn)度,亦即(jí)被測物(wù)體的直線度。如果測(cè)量靶的安裝在激光麵的左側,則正號“+”讀數表示測量點左偏於參考線,負號“ - ”表示測量點(diǎn)右偏於參考線。
2.測量靶清零後,把它移動到最遠離激光器的參考點2上,調整千分(fèn)尺直到測量(liàng)靶讀(dú)數(shù)為零。重新回到第一個參考點(diǎn),再次對其進行(háng)清零。重複該過程,直(zhí)到兩個參(cān)考(kǎo)點上的讀數相同。這樣激光麵就平行於參考點形成的直線。
3.沿(yán)著測量平麵或者機床軸(zhóu)有間隔的(de)移動測量(liàng)靶,任何與零點的偏離就表示該點(diǎn)相對於參考點所形成(chéng)的直線的直線(xiàn)度,亦即(jí)被測物(wù)體的直線度。如果測(cè)量靶的安裝在激光麵的左側,則正號“+”讀數表示測量點左偏於參考線,負號“ - ”表示測量點(diǎn)右偏於參考線。
(2)機床平麵度檢測

1.把所有的測量靶放置在近點位置上,每次放置一個。上下調整測量靶,使它們能夠(gòu)探測到激光麵。
2.在同一個近點位置,逐(zhú)一對測量靶進行清零。
3.重新放置測量靶,使每個測量靶位於不同的參考點上。通常以L形式(見圖2)。
4.使用俯仰角和偏擺角(jiǎo)調節旋鈕,調整激光麵直(zhí)到(dào)三個測量靶的讀數相同(tóng),這樣激光就(jiù)平行於參考點了。注意:這一過程也可以使用一個測量靶來完成。在(zài)最(zuì)接近於激光器的(de)參考點清零(líng),然後在參考點間來回5.移動,調整千分尺,直到(dào)三個參考點的讀數都為零(見圖1)。
6.移動測量靶到需要測量的位置(zhì)點上,在該點的(de)讀數就是該(gāi)點相對於參考(kǎo)點所形成平麵的平麵度數值,即(jí)被測物(wù)體的平麵度,以(yǐ)正號 “+”或“-”表示。正號表示測量靶高於參(cān)考點,負號表(biǎo)示測量靶低於參考點(diǎn)。
7.使用plane5或3D軟件對數據(jù)進行記錄和分析。
2.在同一個近點位置,逐(zhú)一對測量靶進行清零。
3.重新放置測量靶,使每個測量靶位於不同的參考點上。通常以L形式(見圖2)。
4.使用俯仰角和偏擺角(jiǎo)調節旋鈕,調整激光麵直(zhí)到(dào)三個測量靶的讀數相同(tóng),這樣激光就(jiù)平行於參考點了。注意:這一過程也可以使用一個測量靶來完成。在(zài)最(zuì)接近於激光器的(de)參考點清零(líng),然後在參考點間來回5.移動,調整千分尺,直到(dào)三個參考點的讀數都為零(見圖1)。
6.移動測量靶到需要測量的位置(zhì)點上,在該點的(de)讀數就是該(gāi)點相對於參考(kǎo)點所形成平麵的平麵度數值,即(jí)被測物(wù)體的平麵度,以(yǐ)正號 “+”或“-”表示。正號表示測量靶高於參(cān)考點,負號表(biǎo)示測量靶低於參考點(diǎn)。
7.使用plane5或3D軟件對數據(jù)進行記錄和分析。
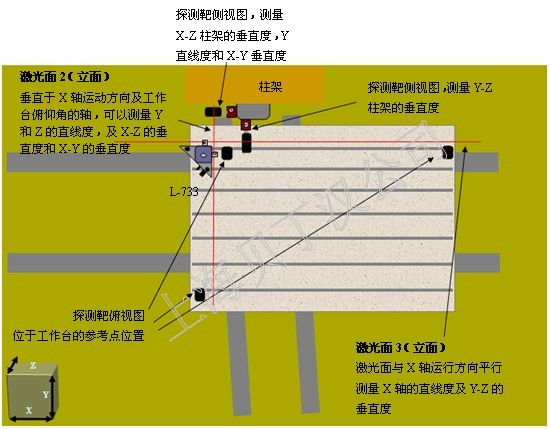
(3)機床垂直度
下圖為Y軸與Z軸垂(chuí)直度的測量方法
下圖為Z軸與X軸(zhóu)垂直度(dù)的測量方(fāng)法
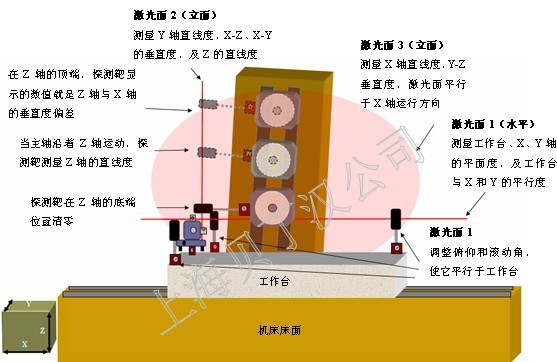
下圖為X與Y軸垂(chuí)直度的測量方法
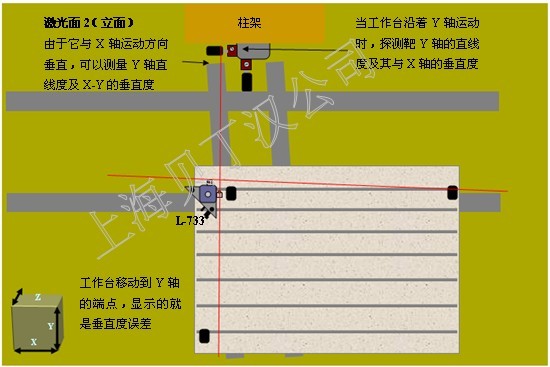
(4)機床水平度
1.使用激光(guāng)器上內置的水(shuǐ)準儀(yí)使激光麵水平。
2.把測量靶放在一個參考點上,上下調整,使它能夠探測到激光麵,然後對(duì)測量靶進行清(qīng)零。
3.把測量靶移動到(dào)其它的位(wèi)置點,測量靶的數據就(jiù)是該點相對於激光水平麵參考點的偏差,即水平度(dù)。
2.把測量靶放在一個參考點上,上下調整,使它能夠探測到激光麵,然後對(duì)測量靶進行清(qīng)零。
3.把測量靶移動到(dào)其它的位(wèi)置點,測量靶的數據就(jiù)是該點相對於激光水平麵參考點的偏差,即水平度(dù)。
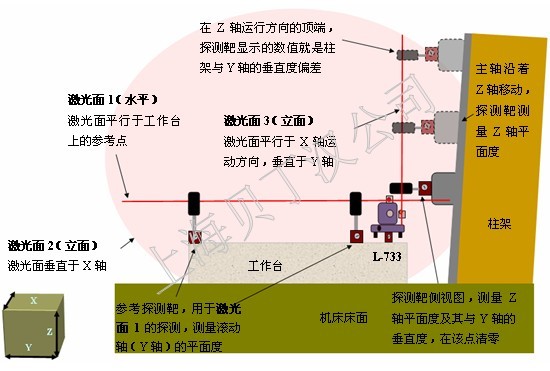
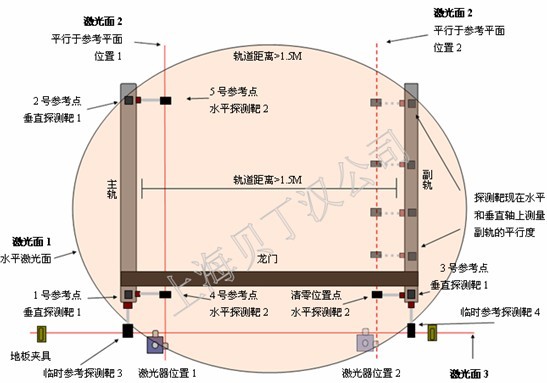
(5)機床平行度--導軌平行度和床麵平行度(dù)
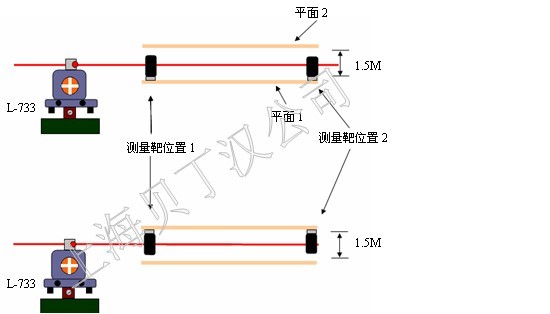
下圖示說明了通過對激光器(qì)的移動來檢測龍門(mén)軌道平行度的方法。由於軌道(dào)的間距通常在1.5-6M,傳統方法(fǎ)對其平(píng)行度的(de)檢測(cè)通常比較困難,而且費時費力。但使用L-743加工中心激光校準係統,結合以下步驟,從儀器的安裝到參(cān)考點(diǎn)的移動以及測量激光麵2,通(tōng)常不會超過(guò)30-45分鍾。
1.使用激光器基座上的偏擺(bǎi)角和俯仰角旋鈕,調整激光器,使激光麵平行於參(cān)考平麵上的1-5號參考點(diǎn)。這樣(yàng),激(jī)光麵就平行於主軌和副軌上的三個參考點,以及主軌側麵的(de)兩個參考點。
2.設定一個臨時參考靶1和2用來探測激光麵2,把測量靶清零,這樣就為滾動軸形成了一個參考線。
3.再設(shè)定(dìng)另外兩個臨時(遷移)參考靶用來探測激光麵3,把測量靶清(qīng)零,這就為偏擺軸形成了一個(gè)參考線。
4.把激光器移動到一個新的位置(激(jī)光器位置2),調節基座上(shàng)的旋鈕,直到激光麵1平行於參(cān)考點1、2和3,激光麵2平行於遷移參考點3和4,這一過程大概需要10-15分鍾。
5.當激光器處於(yú)位置2的(de)時候,激光麵就平行於它(tā)們各自的參考點了,把第(dì)五個測量靶放置在第二個平麵上,並把它清零。
6.在該平麵上移動測量靶(bǎ)到其它的位置點,任何與零點的偏差就是平行平麵1和平麵2的平行度偏差(chà)。由於是動態數據顯示,當用戶對(duì)平麵進行調整的時候,可在手持式顯示(shì)器上隨時對調整數據進行觀察。

詳細的操作和使用方法,歡迎來電索取。