數控係統,伺服驅動器,伺服電機,數控機床整機(jī)
- 暫無產(chǎn)品圖片
- 公司名稱:
- 發布日期:
- 所 在 地:
- 產品型(xíng)號:
- 產品價格:
- 點(diǎn)擊次數:
- 深圳市丹佛伺服科技有限公司
- 2017-02-18 16:44:06.0
- 深圳
- 數控係統
- 麵議
- 1
【詳細說明】
該係統如應用在非標機床(chuáng),PLC程序開放,用戶可以自行(háng)修改係統內部的PLC。
產品說明:
本 係統可控製 2個進給軸(含C軸)、2個模擬主軸(zhóu),1ms高速插補,顯著提高了零件加(jiā)工的效率、精(jīng)度和表麵質量。
* 1ms插補周期,控製精度1μm
*最高速度60m/min
*適(shì)配伺服主軸可實現主軸連(lián)續定位、剛性(xìng)攻(gōng)絲、剛性 螺紋加工(gōng)
*內置多PLC程序,當前運行的PLC程序可選擇
*支持語句式宏代碼編程,支(zhī)持帶參數(shù)的宏程序調(diào)用
*支持公製/英製編程,具有自動對刀、自動倒角、 刀具壽命管理功能
*支持(chí)中文、英文顯示,由參數選擇(zé)
*具備USB接口,支持U盤文(wén)件操作、係統配置和軟 件升級
* 2路0~10V模擬電壓輸出,支持雙主軸控製
* 1路手輪輸入,支持手持單元(yuán)
* 36點通用輸入/36點通用輸出
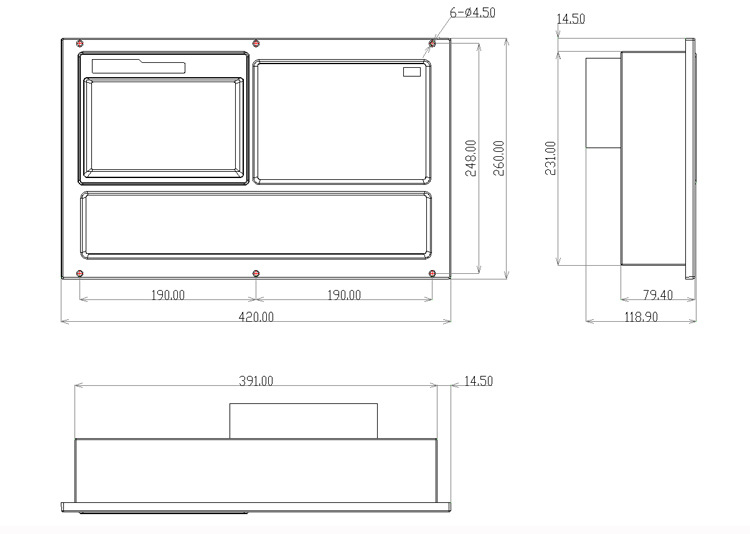
*外形安裝尺寸、指令係統(tǒng)與GSK980TDb完全兼容
技術規格
控製軸數
*控製軸數:2軸(X、Z)
*聯動軸(zhóu)數:2軸
進給軸功能
*最小輸入(rù)增量:0.001mm(0.0001inch)和0.0001mm(0.00001inch)可選
*最小指令增量(liàng):0.001mm(0.0001inch)和0.0001mm(0.00001inch)可選(xuǎn)
*最大行程:±99999999×最(zuì)小指令增量
*快速(sù)移動(dòng)速度:最高60m/min
*快速倍率:F0、25%、50%、100%共(gòng)四級實時修(xiū)調
*進給倍率:0~150%共十六級實時修調
*插補方式:直線(xiàn)插補、圓(yuán)弧插(chā)補(支持三點圓弧插 補)、螺紋插補、剛(gāng)性攻絲
*自動倒角功能
螺紋功能(néng)
*普(pǔ)通螺紋(跟隨主軸)/剛性螺紋
*單(dān)頭/多頭(tóu)公英製直(zhí)螺紋、錐螺紋和端麵螺紋(wén),等螺距(jù)螺紋和變螺距螺紋
*螺紋退尾長度、角度和速度特性可設定
*螺紋螺距:0.01mm~500mm或0.06牙/英寸~2540牙/英寸
加減速功能
*切削進給:前加減速直線型、前加減速S型、後(hòu)加減速直線(xiàn)型、後加減速指數型
*快速移動:前加減(jiǎn)速直線型、前(qián)加減速S型、後加減速(sù)直線型、後加(jiā)減速指數型
*螺(luó)紋切削:直線(xiàn)式、指數式可選
*加減(jiǎn)速(sù)的起(qǐ)始速度、終止速度和(hé)加減(jiǎn)速時間(jiān)由參(cān)數設定
主軸功(gōng)能
* 2路 0~10V 模擬(nǐ)電(diàn)壓輸出,支持雙主軸控製
* 1路(lù)主軸編碼器反饋,主軸編碼(mǎ)器線數(shù)可設定(100p/r~5000p/r)
*編碼器與主(zhǔ)軸的傳動比:(1~255):(1~255)
*主軸轉速:可由S代碼或PLC信號給定,轉速範圍0r/min~9999r/min
*主軸倍率:50%~120%共8級(jí)實時修調
*主軸恒線速控製
*剛性(xìng)攻絲
刀具功能
*刀具長度補償
*刀尖半徑補償(C型)
*刀(dāo)具磨損補償
*刀具壽命管理
*對刀方式:定點對刀、試切對刀、回參考點對刀、自動對刀
*刀偏執行方式:修改坐標方式、刀具(jù)移動方式
精度補償(cháng)
*反向間隙(xì)補償
*記憶型螺距誤差補償
PLC功能
*兩(liǎng)級(jí)PLC程序,最(zuì)多4700步,第(dì)1級程序(xù)刷新周期8ms
* PLC程序通信下載
*支持PLC警告和PLC報警
*支持多PLC程序(最多20個),當前運(yùn)行的PLC程序可選擇
*基本I/O:36輸(shū)入/36輸(shū)出
人機界麵(miàn)
* 7.0英寸寬屏LCD,分辨率為800×480
*中文、英文等多種語言顯示
*二維刀具軌跡顯示(shì)
*實時時鍾
操作管理
*操作方(fāng)式:編輯、自動、錄入、機床回零、手輪/單步、手動(dòng)、程序回零(líng)
*多級操(cāo)作權限管理
*報警日誌
程序編輯
*程序容(róng)量:56MB、400個程序(xù)(含子(zǐ)程序、宏程(chéng)序)
*編輯功能:程序/程序段/字檢(jiǎn)索、修改、刪除、複製、粘貼
*程(chéng)序格式:ISO代碼,支持(chí)語句式宏代碼編程,支持相對坐標、絕對坐標和混合坐標編程
*程序調用:支持帶參數的宏程(chéng)序調用,4級子(zǐ)程序嵌套
通信(xìn)功能
* RS232:零件程序、參數(shù)等文件雙向傳輸,支(zhī)持PLC程序、係統軟件串口升(shēng)級
* USB:U盤文件操作、U盤文件直接加工(gōng),支持(chí)PLC程序、係統軟件U盤升級
安全功能
*緊急停止
*硬件行程(chéng)限位
*軟件行程檢查
*數據備份與恢複
G代碼表
代碼功能代碼功能
G00快速定位G50浮動工件(jiàn)坐標係
G01直線插補G54-G59設置工件坐(zuò)標係
G02順時針圓弧插補G65宏代碼非模態(tài)調用
G03逆時針圓弧插補G71軸向粗(cū)車循環
G04暫停、準停G72徑向粗車循環
G17平麵選擇代碼G73封閉切削循環
G18平麵選擇代碼G70精加工循(xún)環
G19平麵選擇代碼G74軸向切槽(cáo)循環
G10數據輸入方式有效(xiào)G75徑向切槽循環
G11取消(xiāo)數據(jù)輸(shū)入方式G76多重螺紋切削循環
G20英製單位選擇G80剛性攻(gōng)絲狀態取消
G21公製單(dān)位選擇G84軸向剛性攻絲
G28自動返回機床(chuáng)零點(diǎn)G88徑向剛性攻絲
G30回機床第2、3、4參考點G90軸向切削循環
G31跳躍機能G92螺紋切削循環
G32等螺距螺紋切削G94徑向切削循環
G33Z軸攻絲循環G96恒線速控製
G34變(biàn)螺距螺紋切削(xuē)G97取消恒線速控(kòng)製
G40取消刀尖半徑補償G98每分進給
G41刀尖半徑左補償G99每轉進給
G42刀尖半徑右補(bǔ)償

有需要附加麵板的請點擊這裏:https://detail.1688.com/offer/528374477970.html