
企(qǐ)業焦(jiāo)點新聞
公(gōng)司產品分(fèn)類
公司動態
瓦爾特-最大加工可靠性滿足最高(gāo)效率要求
發布時間:2020-8-20
在嚴酷的加工條件(jiàn)下,動態(tài)銑削是一種理想的銑削策略
幾年前,動態銑削還是一種很(hěn)少使用的加工工藝。這是(shì)因(yīn)為當時達不到現在的效率水平。另外,這種工藝僅局限於(yú)使用CAD/CAM控製的銑床。這在過去是一種先進的技術,而現在CAD/CAM已成為行(háng)業標準。因此動態銑削策略變得越來越重要,它現在可以用於提高(gāo)加工可靠性,大大改善了加工過程應(yīng)用的生產力。然而(ér),必須考慮從工件到CAD/CAM係統以及從機床到刀具的(de)整個加工過程。這正是(shì)換成複雜的(de)動態切削的真正原因。金屬加工公司可(kě)從刀(dāo)具專家瓦爾特獲得技術支持和加工建議。
加工穩定性好、加工工序更快(kuài)
又快又便宜 - 這是(shì)來自不(bú)同行業的許多供應商每天都會遇到的壓力。但是,產品的質量應該不會改變; 事實上,情況正(zhèng)好相反。很多行業對表麵質(zhì)量和尺寸穩定性的要求越來越高,對過程可靠性(xìng)的要求也越來越嚴格;而且,由於特別輕質或耐熱材料的(de)需求(qiú)不斷增長,所以ISO M和ISO S材料(liào)組的材(cái)料比例(lì)也在不斷增加。眾所周知,這些材料往往是難以加工的材(cái)料(liào)。
工件尺寸也影響加工(gōng)可靠性。飛機製造(zào)和渦輪機建造(zào)往(wǎng)往采用大尺寸工件。在加(jiā)工過程中,它們(men)的穩定性是一大問題(tí)。因此,過程可靠(kào)性也很(hěn)難把控(kòng)。
動態銑削是同時提高加工(gōng)穩定性和生(shēng)產效率的(de)一種(zhǒng)卓越的解決方案。因此(cǐ),越來越(yuè)多的(de)金屬加工公(gōng)司正在使用這種方法。
高性能切(qiē)削與高動態切削(xuē)
高性能(néng)切(qiē)削(HPC)與高動態切(qiē)削(HDC)之間的區別是銑(xǐ)刀的(de)運動和受力不同。在高性能(néng)切削過程中,銑削刀具運動時,切深相對較小(xiǎo);而在高動態切削過程中,CAD/CAM控製係統沿著加工工件形狀期間刀具運行的路徑進行控製。這樣(yàng)可防(fáng)止或至少可減少自(zì)由行程。與此相反,高動態切削過程中的切深比高性能切削(xuē)工程中的切深(shēn)大得多。
高(gāo)性能切(qiē)削過程中(zhōng)的吃刀角度往往很大。因此,過程中的受力也很大。這樣會加快刀具和(hé)機床主軸的磨損。另(lìng)一(yī)方(fāng)麵(miàn),動態銑削的特征在於加(jiā)工穩定性高、刀具使用壽命長(zhǎng)。高動(dòng)態切(qiē)削所選用的吃刀角度通常很(hěn)小。因此(cǐ),刀具和機床的受力比高性能切削要小得多。與高(gāo)性能切削相比,高動態切(qiē)削具有(yǒu)較高的(de)切削參數、較(jiào)小的自由(yóu)行程和(hé)較大的加工(gōng)穩定性,所以其金屬去除率非常高。
動態銑削的四大要素
動態銑削策略基(jī)礎是所使(shǐ)用的銑削刀具、機(jī)床、CAD/CAM係統和工件本身。隻有在四大要(yào)素全部(bù)同時處於最佳狀態時,此策略才適用,這是(shì)優化加工可靠性和成本效率(金屬(shǔ)去除率)的唯一方式。切削值[例如最大許可徑向切削寬度(ae)和吃刀角(φs)]取決於材料。工件幾何形狀直接影響到切(qiē)削刃長度(Lc)、刀具直徑(Dc)和銑削策略。CAD/CAM軟件計算所有重要參數例如(rú)銑(xǐ)削方向、優化路(lù)徑引導、定義的最大吃刀角(φs)的附著力和(hé)平(píng)均切屑厚度(hm),並按需要使其與應用程序相(xiàng)適(shì)應。當銑床(chuáng)在(zài)圓角附近具有(yǒu)卓越的加速特性、較短的計算和切換時間(jiān)和較(jiào)大的速度範圍時,它是“動態”的(de)。刀具根據(jù)加工工序(xù)以及按照材料預定義的(de)參數選擇。Walter's MD133 Supreme係列整體硬質合金銑刀等刀具專門用於滿(mǎn)足動態銑削的要求。複雜,要求(qiú)與客(kè)戶深入交流(liú) - 高效(xiào)瓦爾特整體硬質合金(jīn)銑削產品經理Philipp Binder對銑削策略的描(miáo)述如下:“動態銑(xǐ)削是一種相對較複雜的工藝過程,因為所有(yǒu)零件(jiàn)必須相互同步。這是發掘(jué)潛在效力的(de)唯一方式。很多希望使用這(zhè)種略的公司仍然需(xū)要(yào)我們的支持。”刀具(jù)專家(jiā)瓦爾特在(zài)引進並優化其動態銑削過程時,希(xī)望能對客戶有所幫助。Binder解釋道:“這就是我們與CAD/CAM係統提供商密(mì)切通力合作的原因。如有需要,我們還與(yǔ)客戶現場合作。”“Walter GPS”是能夠幫助客戶選擇理想的(de)銑削策略(luè)的另一種刀具(jù):軟件工(gōng)具指導用戶(hù)采用最經濟(jì)有效的加工解決方案,包括推薦的刀(dāo)具和切削(xuē)參(cān)數。
圖片1:最適合複(fù)雜的工件幾何形狀
圖(tú)文說明:動態銑削(xuē)策略需要合適的工件、銑削刀具、機床和CAD/CAM係統(tǒng)通過一些特殊特性例如穩定的孔芯、不規則的切削刃口節距、定義(yì)的保護半徑和斷屑槽,定(dìng)製的Walter's MD133 Supreme等銑刀專門用於此過程。
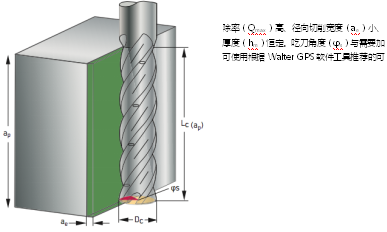
圖(tú)片2:動態銑削 - 銑(xǐ)削策略參(cān)數
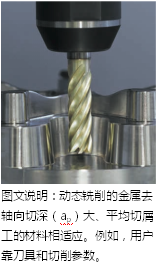
圖文說明:動態銑削的金(jīn)屬去(qù)除率(lǜ)(Qmax)高、徑向切削寬度(ae)小、軸向切深(ap)大、平均切屑厚度(hm)恒定。吃(chī)刀角度(φs)與需要加工(gōng)的(de)材料相適應。例如,用戶可使用(yòng)根據Walter GPS軟(ruǎn)件工具推(tuī)薦的可靠刀具和切削參數。

圖片3:高性能切(qiē)削(HPC)與高動態切削(HDC)的比較
圖文說(shuō)明:高性(xìng)能切削(HPC)與高動態切(qiē)削(HDC)過程中的銑刀運動的直接比較表明:HDC銑削可防止自由(yóu)行程(軸向切深ap大(dà)),大大縮(suō)短了加工時間。
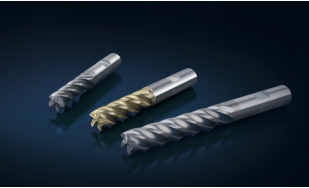
圖片4:動態刀具(jù)
圖文說明(míng):滿足(zú)動態(tài)銑削要求而專門研製的刀具。瓦爾特的整體硬質(zhì)合金銑刀係列

圖(tú)片5:Philipp Binder
圖文(wén)說明:瓦爾特整體硬質合金銑削產品經(jīng)理Philipp Binder
[ 打(dǎ)印 ] [ 返回頂(dǐng)部 ] [ 關閉 ]