
企業焦點新聞
公司產品分類
公司動態(tài)
埃馬克生產係統:優化渦(wō)輪增壓器軸的精加工(gōng)
發布時間:2019-10-18
渦輪增壓器生產屬於汽車製造中最具有挑戰性的任務之一:高硬度材料、精確的(de)幾何尺寸要求、巨(jù)大的生產批量(liàng)以及價格壓力(lì)等(děng),為設(shè)備製造商和供應商帶(dài)來了艱巨的挑戰(zhàn)。汽車行業持續不斷的輕量化,以及對排量較小的高性能零件的需求增加,使得渦輪增壓器和軸類件(jiàn)逐漸成(chéng)為了生產規劃者關注的焦點。在此前提(tí)下,所需的自動化生產解決方案不僅要能提高工(gōng)件加工數量並降低“單件成本”,同時(shí)還要確保高精度的生產過程。針對上述挑戰,埃馬克最新(xīn)研發出一套整體化解決方案:在“出自一手”的(de)整體連接式生產係統中,可以完成渦輪軸的加工,其中包括預車、淬火和磨削,直到ECM 動平衡。在(zài)不到50 秒的時間內,工件便可以(yǐ)完成加工,質量也超出預期要求。
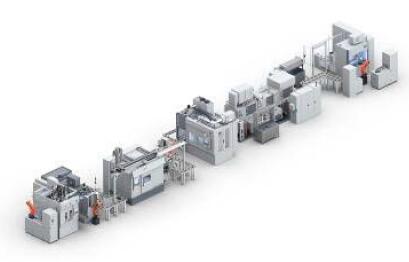
渦輪增壓器軸生(shēng)產解決(jué)方案一覽:每50秒,便有一個工件達到“最終質(zhì)量”並(bìng)離開生(shēng)產線。
在汽車製造領域內,節能減排已成為發展的必然趨勢。例如,德國機械設備製造業聯合會(huì) (VDMA) 在其研究報告《轉型中的驅動》 (Antrieb imWandel) 中預測,到2030 年,乘用車內的汽缸數量將由如今的平均4.3個下降到4 個。未來的發動機還會變得更小。同時,發動機的排(pái)量(liàng)也會變(biàn)小,但這可以通過提高渦輪增壓器增壓來進行補償:吸入的空氣將被進一步壓縮,並以最大壓力壓入燃燒室內。在實際情況下,由此(cǐ)便可達到極高的功率(lǜ)參數:在現代化的發動(dòng)機(jī)中,壓縮機轉子最高轉(zhuǎn)速甚至可以達到每分鍾290,000 轉,並且部件也會產生極高的溫度。在此前提條件下,渦(wō)輪(lún)增壓器軸的生產便成為汽車(chē)製造(zào)行業中最具挑戰性的任務之一。這些采用比如Inconel 等高性能材料製成,可以承受高達1,000 攝氏度的溫度(dù),但這類(lèi)材料由於硬度極高而很難進行加(jiā)工。盡管如此,渦輪增壓器仍然必(bì)須批量生產,具有高精度和工藝(yì)可靠性——埃馬克的(de)標準要求,埃馬克的技術應用工程師Markus Neubauer 強調:“我們全麵的專業知識使我們受益匪淺,畢竟這些(xiē)涵蓋了從預加工到(dào)精加工(包括動平衡)的整個工藝鏈。因此,包括規劃、項目管理、實施和服務的整條生產線都完全出自一手。這一優(yōu)勢在(zài)建立新的渦輪增壓器生產設施中起著決定性要素。對於客戶而言,整個規劃和售(shòu)後流程也大大簡化。”
在一條生產(chǎn)線中完(wán)成(chéng)車削、淬火、磨削和動平衡
從預車和感應淬(cuì)火、磨削直到電化學動平衡的(de)高要求生產工藝,已充分展示出這種工藝方法的優勢所在。生產線共分為五道主要工序:
. 在生產線起始處,堆垛(duǒ)機械手將毛坯(pī)件放置在立(lì)式車床VTC 100-4的輸送帶上,之(zhī)後由機床的工件機械手將(jiāng)工件運送到加工區內。一次裝夾便可以完成渦輪軸的預車,通過四軸加工確(què)保(bǎo)縮(suō)短主加工時間。機(jī)床為倒立式設計結構,從(cóng)而使切屑能自然掉(diào)落,可避免切屑堆積。

一次裝夾,VTC 100-4的四軸(zhóu)加工(gōng)方式可保證在預車渦輪軸時(shí)縮短主加工時間(jiān)。
. 另一個機械手(shǒu)從VTC 100-4 的輸送帶上抓取已預車完畢的(de)工件,並將其送入EMAG eldec 的MIND-M 1000 機床(chuáng)中進行熱處理(lǐ),工(gōng)件會被很快加熱到一個精(jīng)確的(de)溫度。專家們稱這一步(bù)驟為“消除應力”:即有(yǒu)針對(duì)性地(dì)消除工件中存在的任何應力。如果需要對工件的軸承座進行淬火處理,也可以在這台機床中進行。
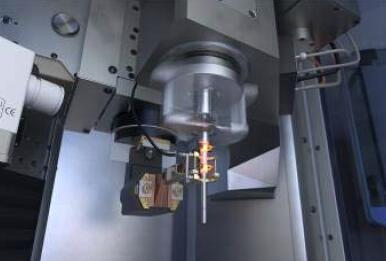
在 EMAG eldec 的MIND-L 1000 進行熱(rè)處理:工件會被很快(kuài)加熱到一個精確的(de)溫度(dù)。
. 在第三(sān)和第四道工序中,會進行多(duō)項不同的(de)磨削加工:首先會在一台埃馬克HG 204 機床中(zhōng)進行軸(zhóu)的臥式磨削加工。之後,會在立式磨床VLC 200 GT 中精加工渦(wō)輪葉輪的環形槽和葉輪外部輪廓。在(zài)VLC 200 GT 的加工區內,也可以使用一個選裝的電動刷(shuā)對葉輪輪廓(kuò)進行去毛刺處理。

在(zài)第三和第四道工序中,會進行多項不同的磨削加(jiā)工:首先會在一台埃馬克(kè)HG 204機(jī)床(chuáng)中(zhōng)進行軸的臥式(shì)磨削加工。

在(zài)立式磨(mó)床 VLC 200 GT 中會精加工(gōng)渦輪葉輪(lún)的環形槽和葉輪外部輪廓(kuò)。
. 工件(jiàn)在經過清洗設備和測量係統之後,便來(lái)到最後一(yī)道工序:在EMAG ECM 的CS 機床中通(tōng)過電(diàn)解加工方式進行動平衡 處理。這一無切屑工藝隻需要一個重複步驟(zhòu)便(biàn)可完成。這(zhè)種非接觸式的材料切削方式刀具磨損極(jí)小——與切削工藝相比(bǐ),這是一項巨大的優勢。
完美工藝確保最終質量
汽(qì)車渦輪增壓(yā)器軸(渦輪轉子)的整個加(jiā)工過(guò)程在(zài)50 秒(miǎo)內即可完成。如果采用三班製運行,則每年的渦輪轉子生產量可達到420,000 至450,000個。通常完成最後的動平衡處理後,工件便可立即安裝。“在這(zhè)類以及其他類似項目中,我們能夠始終確(què)保提供量身(shēn)定製的係統架構。出於這個原因,埃馬克將向客戶提供其所有的產品(pǐn)專業(yè)知識,其中包括各類不同的刀具應用、多功能車床的設計、整體(tǐ)控製係(xì)統和互聯以及與跨係統連接等。”Markus Neubauer 總結說,“這些出自一手的(de)專業知識在生產高要求工件的過程中也是一項確保成功的要(yào)素,由此可以幫助我們在市(shì)場中站穩腳跟。”

從毛坯件到成品件隻需5 道(dào)工序。采用三班製運行時,生產線上每年的渦輪轉子生產量(liàng)可(kě)達到420,000 至450,000 個。