
企業焦點新聞
公司產品分類
公司動態(tài)
伊斯卡在刀(dāo)片卷屑槽設計上的最新建樹--切屑成型建模幫助伊(yī)斯卡工程師們優化刀片卷屑槽形狀(zhuàng)設計
發布時間:2019-5-28
設計可轉位刀片前刀麵的工程師需要相當水(shuǐ)平的工程技能:與金屬切削原理以及切屑(xiè)成型過程相關的知識;理解不同被加工材料特定的特征;了知粉末冶金原理以及製造燒結產(chǎn)品的限製;受過適用於刀具設計的(de)培訓並具有相關設計經驗。刀片前刀麵決定(dìng)了刀具的(de)切削幾何形狀,乃至刀(dāo)具的全體切削性能(切削能力),對刀片(piàn)前刀麵進行最優化的成型設計是(shì)刀片設計的關鍵所在。
多年來,切削(xuē)刀具製造商的技(jì)術(shù)選(xuǎn)擇在很大程度上決定了刀片前刀(dāo)麵形狀。例如(rú),最早期的可轉位刀具所夾持的刀片前刀(dāo)麵是(shì)平的。而想(xiǎng)要在車削加(jiā)工中將長切屑打斷,往往需(xū)要在刀體上額外安裝一個高於刀片的凸起部件。在某些刀具設(shè)計中(zhōng),即便是卡固刀片的上壓爪也扮(bàn)演著斷屑槽的角色。麵(miàn)對平前刀麵車刀片的另一常見解(jiě)決方案是通過磨削在刀(dāo)片前刀麵形(xíng)成卷屑凹窩。凹窩促使切屑折(shé)卷為螺旋狀(zhuàng)切屑,進而折斷為更小的切屑段。以上(shàng)兩種方式都是在特(tè)定的時間情境下迫不(bú)得已得出的,但他們離完(wán)美尚遠。
工件(jiàn)成為了切屑流向上(shàng)的(de)天然屏障,有時也會導(dǎo)致切屑折斷。切屑引起(qǐ)工件的嚴重磨(mó)損(sǔn),顯著降低刀具壽命。凹窩的形狀與尺寸嚴(yán)重依賴(lài)於砂輪,這大大降低了凹窩形狀的可能性。然而主要的(de)問題是從長遠的試驗(yàn)來看,完全有必要研發出能在加工各種被加工材料時確保具(jù)有穩定加工性能的斷屑槽。在某種程度上而(ér)言,斷屑槽的(de)設計更像是不斷試驗不斷試錯的過程。
粉末(mò)冶金技術的進步極大地改善了這一狀況,帶來了新的機器設備(bèi)及基於計(jì)算機的控製,顯著提高(gāo)了一係列工藝(yì)過程的穩定性及可靠性。燒結硬質合金產品的技術促成(chéng)刀片(piàn)前刀(dāo)麵(miàn)具有多種多(duō)樣的形狀,打破了刀片斷屑(xiè)麵對凹窩或對凸起部件的依(yī)賴(lài)。前刀麵看(kàn)上去可以具有凹麵與凸麵(miàn)的結合,局部凸起等等特(tè)點。這樣(yàng)複雜的幾何形狀設計使得能提供必要(yào)的切(qiē)屑成型,有效的切(qiē)屑控製。當今的可轉位刀片前刀麵依然具有與此相同的表麵肌理這一特征。
1.CAD帶來的衝擊
為切削刀具研發部(bù)門(R&D)引進(jìn)計算機輔助設計CAD係統,對刀片前刀麵形狀設計帶來不小的衝擊。CAD為刀具設計工程(chéng)師們提供了強大的工具,在刀片設計中能用於3D建(jiàn)模、工程技術以及分析可能出現的製約因素,當然(rán),還用(yòng)於設計刀片的前刀麵(miàn)。最先(xiān)進的產(chǎn)品燒結技術與(yǔ)前沿的CAD係統以及最新式的CNC數(shù)控機床的結合,標誌著切削刀具行業的(de)巨大飛躍(yuè)。它不僅(jǐn)使得生產製造各(gè)式各樣具有複雜幾何形狀的(de)刀片成為可能,還大大縮短了設計過程。
切削刀具設計與生(shēng)產製造水平的整體提升大大降(jiàng)低了對刀片檢測的需求。然而,通過切削加工(gōng)試驗對具有新型幾何形狀的刀片進行切削(xuē)性能(néng)的研究所需的時間仍相當長。切削試驗(yàn)考驗著所有的可轉位刀片設計(jì),而並不僅僅是車削。對於銑削刀片而言(yán),前刀麵形狀設(shè)計主(zhǔ)要從切屑成型的角度考慮;銑(xǐ)削是斷續(xù)切削的過程,因此並無斷屑的困難。銑刀片前刀麵設計的是卷屑(xiè)槽;而車刀片前刀麵設計的是斷屑槽。說得更明確一些,車刀片的前刀麵設計也主要關注於(yú)切屑成型,然而其必須也能斷屑。從幾何的(de)視角來看,每一可轉位刀片的(de)前刀麵都是凹麵區域與凸麵區域的(de)結合體(tǐ)。
2. 3D建模帶來(lái)的衝擊
科學研究(jiū)、大量的試驗(yàn)、對金(jīn)屬切削領域(yù)沉澱的信息(xī)的分析,結合計算機技術的重大進步,為(wéi)切削刀具(jù)領域提供了強大的新式設計工具,即切屑成型的三維(wéi)建模。第一(yī)個(gè)簡化的切屑(xiè)成型模型基於經驗與計算數據,存在嚴重的(de)誤差。隨(suí)著進一步的發展,基於有限(xiàn)元法FEM,將切削過程建模係統整體提高至全新(xīn)的水平。今天,切削刀具設(shè)計工(gōng)程(chéng)師們使用先進的軟件,該軟件能實(shí)現無限接近於實際切削狀況的切屑(xiè)成型仿真。盡管該軟件(jiàn)仍然不能取代切削試驗,卻對可(kě)轉位刀片的有效設計做(zuò)出突出貢獻,重點是,刀片的(de)前(qián)刀(dāo)麵(miàn)設(shè)計。
3.為加工作業適配相應形狀的刀片
伊斯卡,切削刀具領域(yù)的領軍公司,已實施(shī)了建模實踐(jiàn),使得即便是在設計階段,研發部門的工程師(shī)們(men)就已能(néng)決定刀片的哪種幾何形狀適合於哪種應用。
3.1.CNMG車削刀片
在車刀片CNMG 120404-F3P的設計中,人們發現模擬切削運動在刀片前端麵的形狀設計上很有用(圖1)。複雜圖案的設計並不是研發團隊炫技之舉,事實上(shàng),建模被證實(shí)在實現團隊確保最佳切削性能的目標上是非常(cháng)有用的工(gōng)具。

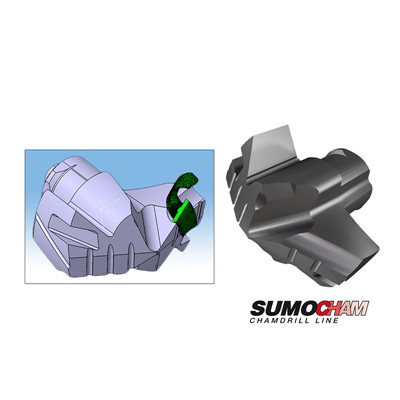
3.2.ICG刀頭,用於束魔變色龍鑽(zuàn)(SUMOCHAM)
鑽削難加工材料奧(ào)氏體不鏽(xiù)鋼及(jí)雙(shuāng)相不鏽鋼(ISO M材(cái)料組)時存在困難,特別是鑽深很大時。為提高這類材(cái)料的鑽削加工(gōng)性能,伊斯卡(kǎ)研發出帶分屑槽的硬質合(hé)金刀頭ICG。刀頭直徑範圍為14-25.9mm。刀頭裝夾於標準(zhǔn)束魔變色龍鑽杆(SUMOCHAM)上,提供高品質的鑽孔加工(gōng),最大鑽深達(dá)12xD。刀頭切(qiē)削刃上設計有分屑槽,特別的卷屑(xiè)設計確(què)保具(jù)有出色的切屑控(kòng)製(zhì)性能,在深腔鑽(zuàn)削應用中的排屑問題就這樣被輕易(yì)地解決了。
在卷屑槽作用於(yú)切屑成型的過程中,切屑流建模是流程中重要的(de)一(yī)步,也是(shì)決定設計方案(àn)是否成功所不可分割的一部分(圖2)。
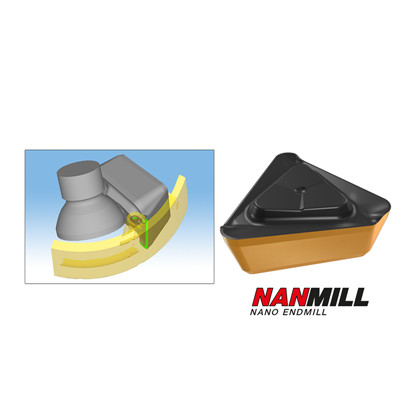
3.3.NANMILL銑刀
在(zài)最新的“LOGIQ”係(xì)列(liè)中,伊斯卡發布了一係列新型性能提升的切削刀具係列,並推出一係列小直徑可轉位銑刀(直徑小於20mm)。盡管這一直(zhí)徑範(fàn)圍一直以(yǐ)來被認為(wéi)更適合於整體硬質合金刀(dāo)具,新的可轉位銑刀作為取而代之的刀具依然表現(xiàn)出吸引(yǐn)力及成本優勢(shì)。
直徑範圍為8-16mm的可轉位銑刀NANMILL係列集新設計概念於一體(tǐ):夾緊螺釘(dìng)位於刀片前端麵(miàn),螺釘頭扮演著夾緊楔塊的作用。然而,為防止螺釘(dìng)端頭與生成的切屑之間產生任何形式(shì)的接觸(這是這款設計所潛在(zài)的結果),刀片卷(juàn)屑(xiè)槽還需額外解決這一難題。卷屑過程的建模是成功解決這一問題的關鍵所在(圖3)。
切屑成型仿真(zhēn)已成為有效塑造刀片前刀(dāo)麵的有用的工具。關於(yú)建模進一步的進展應(yīng)該是為刀具設計工程師們帶(dài)來更(gèng)接近(jìn)於(yú)優化的卷屑槽形狀,能顯著(zhe)提(tí)高設計刀(dāo)具的品質。
[ 打印 ] [ 返回頂(dǐng)部 ] [ 關閉 ]