
企(qǐ)業(yè)焦點新聞
公司產品分類
公司動態
伊斯卡為汽車行業高效切(qiē)削刀具探索(suǒ)研發(fā)路線圖
發布時間:2019-2-13
對當今的汽車OEM製造商而言,開發人工智能(néng)應用程(chéng)序和車輛的(de)自動駕駛算法並不是他們所麵臨的唯一挑戰。消費者對新型高配汽車的消費需求正在不斷增加。各國政府和國際權威機構必須相應地推(tuī)動新的立法(fǎ)和法規,以適應新(xīn)的發展。環保機構也需要(yào)與發展保持同步,來為這些複雜的汽車製造技術和規範製定相關標準。這一切的影(yǐng)響將傳遞到產業鏈的終端,甚至影響汽車價格(gé)。
消費者都希望汽車OEM製造商為(wéi)車輛配備最先進的裝置(zhì)以提高汽車性能;當然也希望這一切都必須是可承受的價格。
為了(le)在確保質量的前(qián)提下實現這一複雜目標並降低最終價格,汽車零部件OEM製造商們一直在研究如何降低生產成本,這也是汽車總製造成本中最重要的部分。全球切削(xuē)刀具製造商們一(yī)直(zhí)都在努力尋求降(jiàng)低生產成本的有效方法,伊斯卡通過大量的實驗研究和數據(jù)分(fèn)析,建議先將總目標分為兩個小目標:一個是通過實(shí)施工(gōng)藝效率措施來提高生產(chǎn)車間的(de)生產率;一個是通過(guò)改(gǎi)進切削刀具的構架來降低單件成本(CPU)。
1.提高生產率
金屬切削過程可分為兩種狀態,一種為刀具對工件餘量部分進行材料(liào)切除;另一(yī)種(zhǒng)為刀具處於空刀狀態(tài),這一狀態包括進刀、退(tuì)刀及換刀。
1.1.切削加工參數
合適的切(qiē)削條件意味著對切削加工中至關重要的切削參數(shù)。切削刀具供應商基於對微(wēi)觀(guān)層麵金屬切削加工過程的豐富經驗(yàn)及深刻理解,給出了他們所推(tuī)薦的切削參數。
為了滿足這些需求,伊斯卡開(kāi)發了伊斯卡在線專家選刀係(xì)統ITA,這是一套在線(xiàn)查詢軟件。當用戶輸入所預(yù)期的工作參數和限(xiàn)製條件時,就能為每項作(zuò)業取得適合的加工解決方案。該軟件可為用戶提供切(qiē)削的(de)最佳解決方案,如推薦刀具(jù)(包括切削深度、切削寬度和進刀次數)、切(qiē)削數據、功率要求以(yǐ)及每種方案的生產(chǎn)率。
所有(yǒu)的參數最終都以金屬去除率(MRR)體現出來,其值越高則表示生(shēng)產率越高。用戶可以通過數據庫優化(huà),以(yǐ)更優化的技術及切削參(cān)數對產品進(jìn)行(háng)加工,從而在(zài)獲得更高生產率的同時(shí),盡可能最大化加工效率,最小化廢品率。
1.2.空刀
在大(dà)批量(liàng)生(shēng)產中,切削過程中的空(kōng)刀不可忽視,因為空刀占(zhàn)用的時間也是有成本代價的。為解決這一問(wèn)題(tí),伊(yī)斯卡建議製造商們審視技術工藝並(bìng)利用(yòng)組合刀具這一方式來減(jiǎn)少退刀和換刀。
1.3.組合刀具
在(zài)現代全方位解決方案中大量組合刀具的運用,對實現生產優化意義重大(dà)。每種(zhǒng)組合刀具的設計都要考慮(lǜ)到加工中心的技術參數,例如最(zuì)大切削直徑,主軸的轉(zhuǎn)速限製和主(zhǔ)軸電機功率等等。

圖(tú)1為伊斯卡所設計的組合刀具,可用於加工鑄鐵(tiě)轉向節。該組合刀具複合了鑽(zuàn)孔、前倒角、後倒(dǎo)角、方肩銑和底部方肩銑的加(jiā)工(gōng)能(néng)力。通過使用該組合刀具,可顯著縮短加工周(zhōu)期,幫(bāng)助(zhù)用戶將切(qiē)削加(jiā)工的時間減少60%。
圖2,3,4為一(yī)係列(liè)的伊(yī)斯卡(kǎ)組(zǔ)合刀具:
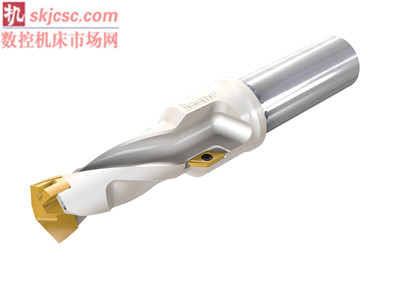
圖2:PRE-THREAD DCNT(M8-M24)為帶倒角刀片的可(kě)轉位鑽頭,主要用於加(jiā)工螺紋(wén)底(dǐ)孔

圖3:MULTI-MASTER MM EDF為(wéi)帶三個有效齒的(de)可換頭式硬(yìng)質合(hé)金刀頭,用於(yú)上下倒角(jiǎo)加工

圖4:SSB-LN15-R / L為盤式雙麵刃開槽刀具,立裝夾持銑刀片LNKX 1506
奧(ào)氏體耐熱鑄鋼被認為是渦輪機殼體的最佳材料(liào)。渦輪增壓器的(de)工作溫度為1000℃左右。在這一持續的工(gōng)作溫度(dù)下,該材(cái)料具(jù)有優異(yì)的耐高溫性能和強度。
2.降低單件成本(CPU)
單件成本是汽車OEM製造商的盈虧一覽(lǎn)結算線,而切削刀具成本則代表在設定單件成本參數時的可變成本因子(zǐ)。
雖然刀具價格會對最終產品成本產生(shēng)影響,但其本身並沒有被視為計算零件(jiàn)成本的重要參數(shù),但(dàn)是如下等式所示,“每刀片切削刃數”代表著裝夾可轉位刀片的(de)刀具中的一項重要參數。此等式計算出了刀片價格(gé)總體(tǐ)而言對單件成本的影響,並詮釋了刀具上的消耗品(pǐn)(即刀片)的不同參(cān)量之間的關係。概念很明確:“每刀(dāo)片切削刃數”是分式的(de)分母,更多的切削刃數能降低單件成本。

等式:可以(yǐ)通過這個基礎的等式來理解單件(jiàn)成本(CPU)的計算原理。並可通(tōng)過一些附加參數對該(gāi)等式進行升級,例如刀具壽(shòu)命、刀具成本等。
金屬切削領域(yù)的領軍(jun1)企業應用這一概念開(kāi)發多刃刀片,如伊(yī)斯卡開發了一係列具有多個切(qiē)削刃的新(xīn)產品(pǐn),其中包括銑刀(dāo)HELIQMILL,該係列(liè)刀片具有三個(gè)螺旋切削刃,由廣為人(rén)知的HELI2000係列演變而來。HELIIQMILL HM90 ADCT 1505 HELI2000平裝刀片帶有兩個螺旋切削刃,經(jīng)設計複合集成了第三個切削刃,就得到了平裝三角形刀片HM390 TDKT 1907 HELIIQMILL,該刀片具有三個螺旋切(qiē)削刃(圖(tú)5),但是價格保持在同一水平。

該等(děng)式中(zhōng)的“每切削刃壽命(mìng)”參量與單件(jiàn)成本(CPU)為反比關係(xì),即當該值(zhí)變大(dà)時可大大(dà)降低(dī)單件成本(CPU)有(yǒu)效值。
經年累月沉澱下大(dà)量的知識產權,穩定可靠的刀片生產工藝,恰當的切削刃口處理方法和嚴格的質量控製體係,以上這些不僅是保持競爭力和新(xīn)材料(liào)研(yán)發的關鍵所在,而(ér)且是達成此多目標任務的不可或缺的組成部分。
3.用全(quán)新刀具迎接挑戰
汽車零部件OEM製造(zào)商們和金屬切削(xuē)刀具供應商們之間關於渦(wō)輪增壓器的協同合作為這一戰(zhàn)略目標(biāo)的(de)達成(chéng)提供了非常有價(jià)值的參考,雙方都為優化和穩定(dìng)渦(wō)輪機殼體生產工藝做出了相當大的努力。在以往的生產中(zhōng),最常用的原材料是DIN 1.4848鋼,一種奧氏體耐熱鑄鋼,但鑒於成本壓力和更合理化的需求,製造商們(men)不得不轉(zhuǎn)而選(xuǎn)擇其它更便宜的新材料:奧氏體耐熱鑄鋼DIN 1.4837和DIN 1.4826,這是兩種更難加(jiā)工的材料。
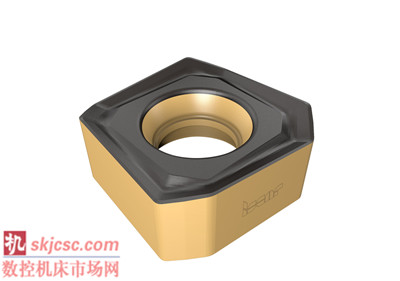
行業領頭的金屬切削(xuē)刀具供應商(shāng)們需要為(wéi)這一新的挑戰任務找到合適的解決方案。伊斯卡公司通過研製出全新的刀片牌(pái)號MS32,結(jié)合合理的切削刃設(shè)計及刃口處理生產製造刀具(jù),使得刀具切削參數更高,最大化刀片、刀具壽命。刀體平裝夾持帶8個螺旋切削刃的刀(dāo)片S845 SNHU 13 MS32(圖6)。這一全新且專業的(de)用於(yú)渦輪機殼體的生產(chǎn)製造的銑(xǐ)刀一經問世,就使得汽車零部件OEM製造(zào)商們(men)及終端市場受益。
4.步(bù)入正軌
這一進展展示出(chū)刀具供應商與汽車零部件OEM製造商的合作模式是(shì)怎樣促成(chéng)新刀具的研(yán)發之路的;以(yǐ)及伊斯卡是怎樣將其大量的智力資源用於創生出精(jīng)巧(qiǎo)且高度契合的(de)組合刀具以提高生產率並降低單件成本。無論是(shì)汽車購買者還是汽車零部件OEM製造商都因此步入(rù)汽車(chē)價格能持續降低的軌道,同時還(hái)能收獲更優的汽車(chē)性能。