


合(hé)理設計刀杆刀(dāo)具實現深槽的加工
2020-11-28 來源:安徽馬鋼表(biǎo)麵技術股份有限公司 作者:徐小龍,胡雯雯
摘 要: 通過對窄開檔深(shēn)槽(cáo)結構的分析,合理設計刀杆刀具,並選擇適(shì)當的切削參數,實現了難加(jiā)工件的加工。
關鍵詞: 窄開檔; 深槽; 刀杆刀具; 切削(xuē)參數
由(yóu)於產品結構的(de)更新換代,這對我們工程技術(shù)人員提出了越來越(yuè)高的要求,要求我們技術人員(yuán)在原有知識和經驗的基礎(chǔ)上,創造性(xìng)的開拓思路,解決(jué)問題。下麵就前期車間一種難加工輥子的解決思路做一小結。
1 、輥(gǔn)子加工難點
原(yuán)成品輥(gǔn)子圖(tú)紙見(jiàn)圖 1,由於現場(chǎng)使(shǐ)用狀(zhuàng)況有所變化,需要在(zài)原成品輥的基礎上加工 4 道(dào) 290 /428x80 的環形槽(cáo)( 見圖 2) ,觀察 4 道環形槽的位置,左右兩邊的環形槽不難加工,難點在於中(zhōng)間(jiān) 70開檔的兩道環形槽,難(nán)點有(yǒu)三:
( 1) 開檔太窄,而刀杆太粗,不能進去,細刀杆又不能(néng)滿足(zú)強度要求;
( 2) 環形槽太深,而(ér)開檔太(tài)窄(zhǎi),刀具不能(néng)深入槽底部(bù);
( 3) 原成品輥子有 4 - 40 孔,刀具移動到此處時,容易產生振動而傷刀。
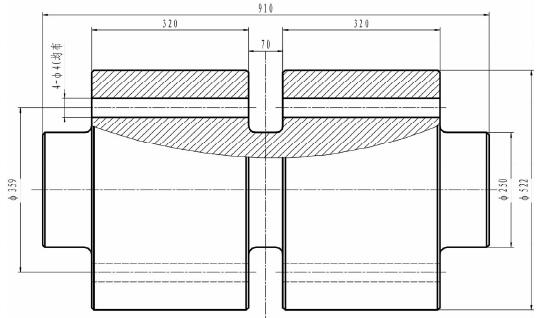
圖 1 原成品輥子
2 、解(jiě)決思路及辦(bàn)法
麵對以上三個問題,經逐一(yī)分析,綜(zōng)合考慮,找到了如下解決辦(bàn)法:
對第一(yī)個難題,由於 70 刀杆不能進入輥子70 開檔,即使勉強進入,刀杆(gǎn)也不能橫向移動。但我們(men)做一(yī)圖 3 所示 70 圓的內接四邊形(xíng),其每(měi)邊僅有 49. 5 寬,經材料力(lì)學強度公式計算,強度隻比原來減少 15% ,通過(guò)用 49. 5 方刀杆代替 70 圓刀杆,強度沒有削弱多少,但刀杆能進入 70 開檔,而且刀杆還有 70 - 49. 5 = 20. 5 的移動間隙,為後麵切槽(cáo)創造了條件。經車(chē)床試切削加工,不但強度滿足要求,而(ér)且刀杆進退、橫移都很自(zì)如。
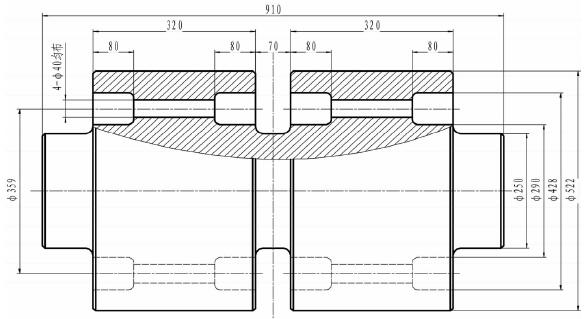
圖 2 環形槽輥子
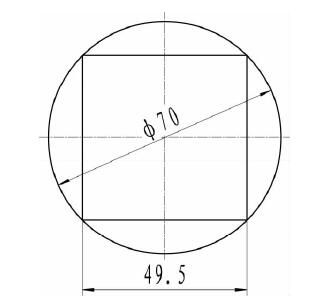
圖 3 圓形刀杆與方形刀杆
對(duì)第二個難題,由於開檔 70 太窄,而環形槽太深,達到 80,難於(yú)加工,因而我們摒棄了普通車刀,重新(xīn)設計了圖 4 的多把長度不等的(de)兩邊切削(xuē)車(chē)刀。第(dì)一把車刀長度為 65,以適應(yīng)槽寬 70,並留有少量退刀(dāo)間隙,通過(guò)圖 4 可以計算得出該把車刀能加(jiā)工環形槽最大深度為 65 - 10 - 5 - 20 /2 - 49. 5 /2 = 15. 25 mm( 其中 65 為刀具長(zhǎng)度,10 為刀具切削刃長度,5 為刀具固定螺栓到(dào)切削刃邊的距(jù)離,20為刀具兩固定螺栓中心距,49. 5 為刀杆寬度) ,加工完開檔一邊環形槽後,將刀杆移向開檔另一邊,同樣可以加工深度(dù)為 15. 25 環形槽,加(jiā)工後,兩環形槽間距變為 70 + 15. 25 + 15. 25 = 100. 5;第(dì)二把車刀長度為 90,100. 5 - 90 = 10. 5 mm的間隙為刀具進入環形槽用,不然刀具不能進去,第二把(bǎ)車刀切屑(xiè)後環形槽深度(dù)變為 90 - 10 - 5 -20 /2 - 49. 5 /2 = 40. 25,兩 環(huán) 形 槽深 度 變(biàn) 為 70 +40. 25 + 40. 25 = 150. 5;第三把車刀長度為 130,150. 5 - 130 = 20. 5mm 的間隙 為 刀具 進入 環 形 槽 用,隨著 環 形 槽 越深,留(liú)給刀具的間隙越大,刀具才能進入環形槽,第三(sān)把車(chē)刀切屑後環形槽(cáo)深(shēn)度變(biàn)為 130 - 10 - 5 -20 /2 - 49. 5 /2 = 80. 25,從而滿足 了 加 工 290 /428x80 的環形槽的要求。
對第三個難題,原成品輥子有 4 - 40 孔,刀具移動到此處時,容易產生振動而(ér)傷刀。對於這個(gè)問題,我們在設計(jì)圖 4 所示刀具時,將切削刃加寬加厚,寬 x 厚達到了 20x15,大大加強了切削刃強度; 不僅如此(cǐ),我們還通過多(duō)次試製,通過數據的對比分析(xī),找到了良好的切削參數為(wéi)切削速度 30 r/min,進給量 0. 2 mm / r,切削深度(dù) 3 mm,在這一切削參數下,不僅保證了加工的平(píng)穩,保(bǎo)護了刀(dāo)具,而且較好的保證了(le)效率,一舉(jǔ)兩得。
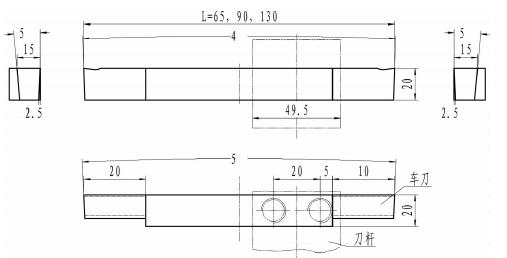
圖 4 車刀
3、 結束語(yǔ)
通過以上輥(gǔn)類備件加工難點的分析(xī),我們重新(xīn)設計刀杆刀具,並合理選擇切削參(cān)數,找到了解決辦法,為(wéi)該方麵問題解決貢獻(xiàn)了一種新的思路和方法。
投稿箱:
如果(guǒ)您(nín)有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您(nín)有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量(liàng)數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽(qì)車銷量(liàng)情況(kuàng)
- 2024年(nián)10月 新能源汽車(chē)產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產(chǎn)量(liàng)數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度(dù)的幾種(zhǒng)辦法
- 中走絲線切割機床(chuáng)的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的(de)技術(shù)工人都去哪裏了?
- 機械老板(bǎn)做了十多(duō)年,為何還是小作坊(fāng)?
- 機械(xiè)行業最新自殺性(xìng)營(yíng)銷,害人害己!不倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智造(zào),多談點製造
- 現實麵前(qián),國人沉默。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車床加工(gōng)刀具(jù)補(bǔ)償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別