


【山高刀具】避免(miǎn)工藝不確定性因素,減少報廢(fèi)和返工(gōng)
2020-7-2 來源:-- 作者:-
產品質量是(shì)製造業的一個關鍵績效指標。許多車間認(rèn)為獲得 ISO、NADCAP 和 API 等(děng)質量標準認證肯定了(le)他們的工作質量。但實際上,這些(xiē)標準並沒有充分關注(zhù)如何製造合格的(de)成品工件,而是 專注於建立剔除不良零件的程序。
要真實了(le)解產品質量,可以去觀察車間質量控製區域,尤(yóu)其是貼有“重(chóng)新檢查”貼紙或(huò)標簽的零件的區域。如 果貼有這(zhè)類標簽,說明工件(jiàn)由於某種原因被拒絕或必須退回(huí)生產進行返工。製造工(gōng)藝達不到預期時(shí),就會導致 報(bào)廢和返工。有些工(gōng)藝,特別是加工,由於許多可變因素的相互作用,某種程度上具有不確定性和不(bú)可靠性。 製造商必須確認不確定性的來源(yuán),並找到(dào)解決這些問題的方法(fǎ)。然而,在許多情況下,不穩定的工藝被認(rèn)定為 標準做法,其不穩定性的來源被忽略了。最後,克服不確定性並限製報廢和返工要歸結(jié)於車間員工的認識、知 識和動力。
不(bú)確定性的來源
競爭壓力促使製造商進行成本降低分析,包括檢查物料、刀具和加工時間的(de)花費。找(zhǎo)出(chū)生產運營中(zhōng)浪費時(shí)間的 環節為控製成本提供了重要機會(見圖 1)。成本分(fèn)析方法(fǎ)包括 OEE 和精(jīng)益計(jì)劃。然而,此(cǐ)類分析(xī)往往基於 這(zhè)樣一種觀(guān)點,即製造(zào)流(liú)程(chéng)是一(yī)個獨立的、簡單的盒子。車間將原(yuán)材料或半成品放入盒內,加工流程開(kāi)始,然 後有一(yī)定數量的工件(jiàn)離開盒子,這(zhè)些工件要麽是成品,要麽是半成品工件去往(wǎng)另一個盒(hé)子。
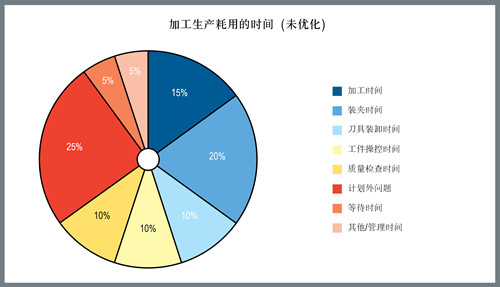
圖 1: 未優化的加(jiā)工生產耗用的(de)時間
認識加工可變因(yīn)素
分(fèn)析中經常(cháng)忽略的一點是,在實際生產中,並不能確保每一(yī)個離開盒子的產品都是合格的。不合格的產品必須 返工或報廢。
不(bú)合格工件的(de)數量取決於製造流程中可變因素受到控製的程度。例如,鍛造等工藝並不複雜,也不需要極高的 精度。因此,這些工藝相對可控、可靠,並能夠始終如一地提供預期數量的合格工件。相比之下,其(qí)他製造流程涉及多個可變因(yīn)素,這些可變因素會降(jiàng)低結果的可預測性。我們無法可靠(kào)地預測離開盒子的合格工件的數量。
稱所有加工工藝都不可(kě)靠有點兒誇張,但把它們描述為(wéi)不完全可預測則是相當準確(què)的。加工涉及到許多可(kě)變因 素。這使刀具和工件材料承受強大的切削力和高溫。力和溫(wēn)度相結(jié)合會產生複雜多變的情況。刀具的硬度決定 了刀具(jù)的有效切削能力,而硬度會在室溫和加工過程中(zhōng)產生的 800℃ 溫度(dù)之間發生變化。熱量還會(huì)影響工件 材(cái)料的加工特性。可變因素的影(yǐng)響是不可預測的。即使為特定應用指定了加工參數,加工(gōng)期間的確(què)切值也未知。 不同的表(biǎo)麵質量或尺寸結果可能會導致零件返工(gōng)或報廢。
如果(guǒ)零件不合格,則需(xū)要檢查兩個方麵(miàn)。一方麵是技術:製造商需要了(le)解實際發生的情況,識別導致意外結果 的可變因素(sù),並決定如何解決問題。另一方麵是確定生產不合格零件所(suǒ)產生(shēng)的財務影響。這包括計(jì)算工件被拒 絕(jué)或返工導致的意外成本,並(bìng)決定公(gōng)司(sī)如何對此進行解釋。
批量生產方案通(tōng)常會將不合格零件的(de)數量與整體生產的成百成千個零件進行統計比較。在長(zhǎng)時間(jiān)的生產過程中, 車間可以分(fèn)析加工情況,記錄導致不合格零件的因素,並(bìng)優化加工參數以最大限度地減少不確定性和提高可靠 性。
然而,在多品種小批量生產模式下,車間很少有時間檢查不合格零件並優化加工工藝。如果(guǒ)生(shēng)產運行僅包含一 個項目,則挑戰更大。如果車間不熟悉工件材料並且最終(zhōng)客戶馬上就需(xū)要成品零件,那麽(me)情況會更複雜(zá)。涉及 單個零件的作業會(huì)產生不合(hé)格的結果,這就要求對(duì)另一個零件進行加(jiā)工,從(cóng)而增加(jiā)成本並(bìng)令客戶失望。
在大批量(liàng)生產模(mó)式下,消(xiāo)除不合格零件相對簡單(dān)。技術人員審核並修改工藝,試驗並最終確認(rèn)解決方案。在(zài)真(zhēn) 正(zhèng)的大批量生產情況中,不合格工件的數量與(yǔ)總產量相(xiàng)比非常少,而且成本可以忽略不計。但是,在多品種(zhǒng)小 批(pī)量(liàng)甚至單個零件生產的情(qíng)況下,不合格零件的成本會嚴重降低利(lì)潤率(lǜ),甚至導致運營損(sǔn)失。製造商隻能(néng)在極 其有限的時間內一次性生產出合格零件。
隱性成本或被忽略的(de)成本
計算生產總成本時往往會忽略掉一些隱性成本。例如去毛刺成(chéng)本。當加工的表麵質量符合技術規格,且其邊緣 和幾何形狀符合藍圖要求時,就會認為工件已完成。帶毛刺的零件是未完(wán)成的。雖然毛刺表示加工質量的缺陷, 但毛刺通常被視為工藝的正常結果,是可接受的(de)。在任何情況下,都必須清除毛刺,而清除毛刺的成本可(kě)能會 很高。一個真實的(de)例子是,一個擁有五軸銑(xǐ)床的高(gāo)度(dù)自動化車間生產了一(yī)係列需要手動去(qù)毛刺的零件。最(zuì)終, 去(qù)毛刺所涉及(jí)的時間和工時占據(jù)了成品工件成本的 20%。
在某些情況下,零件的成(chéng)本和價格計算基於加工工(gōng)藝,而不考慮去毛刺或其他二(èr)次加工的成(chéng)本。此類成本可能(néng) 不(bú)可忽略。要準確計算總製造成本,必須識(shí)別(bié)和降低隱性成本。
刀(dāo)具選擇(zé)
使用適當的生產設備和刀具將最大限度地減少加工操作中的可變性。大型剛性機床可(kě)以抵抗(kàng)導致工件尺寸不一 致的重載加工力。玻璃(lí)分(fèn)劃尺(chǐ)、線性導軌和(hé)熱量管理係統等機床功能最大限度地提高了精度。
刀具的選擇在限製可(kě)變性方麵(miàn)起著舉(jǔ)足輕重(chóng)的作用。在過去的二三十年(nián)中(zhōng),刀具選擇方法在不斷發展。以前(qián), 刀具的選擇基本上分為提供最(zuì)大(dà)輸出速(sù)率的高性能刀具和提供最(zuì)低單位零件成本的經濟型刀具。但是,在(zài)某些 情況下,性能最高的刀具相對脆弱。當它們工(gōng)作(zuò)良好時,這類刀具表(biǎo)現出色,但在操作時(shí)必須謹慎小心。價格 較低的刀具無法與高性能刀具的速度和輸出(chū)能(néng)力相匹敵,價格優勢是以較低的產(chǎn)量為代價的(de)。
如今在挑選刀具時,在選擇(zé)槽型、速(sù)度和進(jìn)給量之前的一個主要考慮因素是用戶對刀具(jù)性能方麵(miàn)的(de)要求(qiú)。對(duì)於 大批(pī)量生產作(zuò)業,仍需要能夠最大限(xiàn)度地(dì)提高(gāo)金屬切除率的刀具和能夠提供最大刀具壽命的刀具。精密加工要 求在開發刀具的製造(zào)尺寸(cùn)、磨損特性和應用參數時考慮極高的精度,即使刀具成本較高。
圖 2:為(wéi)什麽選擇 Next STEP – 產品質量
在當前多(duō)品(pǐn)種小批量的生(shēng)產態勢下,在首次加工零件時,成品(pǐn)工件的質量達到預期非(fēi)常重要。關鍵是需要在(zài)各 種工況下都能使用且工藝開發時間最短的刀具。這也正是通用刀具(jù)的研發理念(參見附注)。如果生產工程師 和操作員了解(jiě)刀具(jù)的功能及其使用限製,那麽可靠而通用的刀具就會成為許多加工應用的理想選擇。通過使(shǐ)用(yòng) 一定數量的通用刀具,操作工可以學習和(hé)了解刀具隨時間變化的性能,同時適應各種不同工件的加(jiā)工。
了解通用刀(dāo)具的應用可以最大(dà)限度地減少不(bú)合格工件的生產,而提高的工藝可靠性可以(yǐ)幫助財(cái)務管理部門準確 了解真實的成本(běn)和(hé)利潤率。

圖 3: STEP 圖示課程概念 2020
重要貢獻
目前全球爆發的流行性病毒疫情(qíng)凸顯(xiǎn)了人們在(zài)生產加工(gōng)中的作用。由於許多生產人員都生病在家,荷蘭的一家 高(gāo)度自動化車間(jiān)被迫減產。盡管機器人、計算機和人工智能大量出現,但在沒有人時,生產卻受到了影響。顯 然,人員仍然是生產效率的(de)關鍵要素。一支受過教育(yù)、靈活且積極的生產團(tuán)隊可(kě)以適應多品種小批量(liàng)生產情況, 並在快速發展的環境中出現未預見的問(wèn)題時,提供快速響應以加快生產速度。計算機操作技(jì)能必不可少,但對 加(jiā)工流(liú)程工作原(yuán)理的了解、對最終(zhōng)結果的預期以及對實現該目標的(de)渴(kě)望同樣重要。
(附注)
山高通用刀具滿足各(gè)種需求
大多數生產(chǎn)車間負責人認(rèn)為,他們需(xū)要的是(shì)“最好的刀具”,但在實際生產中,這個標準不盡相同。對於某些 車間而(ér)言,最大金屬切除率最為重要,而其他車間則需要較(jiào)長(zhǎng)且一致的刀具壽命,以實現安全可靠的無人值守 加工。
“最好的刀具”是完全適合特(tè)定車(chē)間(jiān)的零件、工件材料、機床和生產計劃的刀具。在(zài)選擇刀具後,便可(kě)以開始 討論硬質合金材質等級、槽型、速度和進給量了。
選擇刀具還需(xū)要檢查組織的整體工作內容和流程。在最近的一個例子中,一位機械(xiè)車間負責人意識到,他每年 在刀具方麵的支出為 20 萬到(dào) 25 萬歐元。對其公司庫存刀(dāo)具(jù)進行的檢(jiǎn)查顯示,庫存接近 70 萬歐元。原來, 該車間通常生產小(xiǎo)批量的零件,而每次出現新的工件或材(cái)料時,車間負責人都添加了他認為是最(zuì)適合該作業的 性能最強的刀具。因此,該車間積(jī)累了大量的刀具庫存,車間中沒有人真正知道如何(hé)使用這些刀具,而且還有 一些刀具是為(wéi)一次性工作(zuò)而購買(mǎi)的(de)且不會重複使用,因此也很少用到。
為了避免類(lèi)似情況,山高提供了通用刀具選擇(zé)解決方案。這些刀具不(bú)一定能提供最佳性能,但卻可靠易用(yòng),並且經過精(jīng)心設計,可在各種工件材料和零件槽型(xíng)中高效應用。通用刀具可在一天加工鋼材,第二天加工不鏽鋼, 第三天加工鋁材,在周末加工鈦合(hé)金。它們不是備選刀具,而是實現性能和靈活性平衡的(de)首(shǒu)選,這是高效處理 當今製(zhì)造的多品種小批量加工(gōng)項目特點所必需(xū)的。借助通用刀具,熟練的操作員可以同(tóng)時創造高效和經濟的奇跡。
(來源:山高刀具)
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界(jiè)視點
| 更多
查")
行業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽(qì)車(chē)銷量情況(kuàng)
- 2024年8月 新能源(yuán)汽車產量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據