


薄壁件複合開孔工裝創新設計
2020-2-21 來源:- 作者:周永龍,王小剛(gāng)
摘 要:針對現有孔加工工裝“成本高、使用繁、範圍窄”的不足,明確了“分析工藝、綜合刀具(jù)、鑽銑組合”的(de)創新思路,進行工作(zuò)母盤、工作(zuò)刀具的設計,探索了新型薄壁件複合(hé)開孔工裝的實施方式,減少了加工成本,提高了加工效率,增加了適(shì)用(yòng)類型,拓寬了應用範圍。
關鍵詞:孔加工;開孔;薄壁件;工裝;母盤;刀具
內孔表麵是組成機械零件(jiàn)的重要表麵之一,在零部件中,內孔表麵起到緊固連接、傳動、調節質(zhì)心分布等作用。孔的類型主要分為(wéi)緊固連(lián)接孔、傳動孔、工藝孔等。其中,緊固連接孔通過各種不同尺寸的(de)螺釘孔(kǒng)、銷釘孔或鉚釘孔,把零件連接、固定起來;傳動孔通過孔與軸的配合類型合理選擇,能夠讓軸和孔之間產生相對運動;工藝孔通過孔的形態與分布,對機械零件本身起到調節、加工的作用,如油孔、減重孔、對定孔等。
孔加工是通過切削設備或成型設備對工件進行加工以(yǐ)產生符合要求的孔的加工過程,包括鑽孔、鉸孔、鏜孔(kǒng)、拉孔、衝孔等方式。在機械(xiè)零件中,帶孔零件一般要占(zhàn)零件總數的 50%~80%,孔的種類也是多種多(duō)樣的,有圓柱(zhù)形孔(kǒng)、圓錐形孔、螺紋形孔和成形孔等。由於孔的種類多樣、工件形式各異、加工環境不同,加工方式也不盡相同,對薄板、鈑金等薄壁件進行開孔的常用方法是衝孔、鑽孔的方式(shì)。衝孔適(shì)用於定型薄壁金屬件(jiàn)的大批量生產,需要專用機床和模具進行衝壓操作,不適應於薄板的單件小批量生產,因此在生產中,對於薄壁(bì)件通常采用鑽孔(kǒng)加工的方式。鑽孔加(jiā)工設備可以是手鑽、台鑽、立式鑽床等,刀具一般為麻花鑽(zuàn)、锪孔鑽,夾具多(duō)為彈性夾頭。
1、 現有薄壁件開孔工裝(zhuāng)存在的問題

圖(tú) 1 為市(shì)場(chǎng)現有薄壁件開(kāi)孔工裝
其基本結構為成(chéng)組出現的圓盤刀(dāo)具,根據開孔(kǒng)的規格大小,選(xuǎn)擇不同的刀(dāo)具,在夾緊和傳動方式上采用的螺紋旋(xuán)合夾緊(jǐn)方式,其裝(zhuāng)配相對複雜耗時,整體表(biǎo)現出“成本高、使用繁、範圍窄(zhǎi)”的特點 。
由圖 1 可知,當需要(yào)加工不同孔徑(jìng)的(de)時候,就需要有相對(duì)應的開孔刀具,多種規格成套使用,攜帶不便,浪費金屬(shǔ)材料。由於單個開孔刀具的某幾個切削齒產生磨損甚至折斷後(hòu),將影響到整個刀具的加工效果,因此就需要將整個刀(dāo)具更換,從而造成了浪費,提高了成本。
2) 使用繁。一是安裝繁雜。中(zhōng)心定位鑽的安與普通(tōng)夾頭相(xiàng)似,在完成中心位鑽安裝後,還需要對盤刀進行安裝,需要具有適(shì)當的預緊(jǐn)力。當孔徑較大時,還需要(yào)增加扭力板以傳遞扭矩進行切削
加工。這些都增加了安(ān)裝的難度。二是調節繁瑣。當改變孔(kǒng)徑從而更(gèng)換刀具的時候,需要進行刀具的拆除,然後進行(háng)新刀具的對(duì)中安裝。若還需要更換扭力板,則需要更進(jìn)一步進行調整,以完成刀具的更換(huàn)和切削。
3) 範圍窄。對於單個刀具而(ér)言,由於其為定尺寸刀具,因此不僅加工的孔(kǒng)徑固定(dìng),而且開(kāi)孔(kǒng)的深度也固定(dìng)。對於成(chéng)組刀具而言,隻能開通孔,不能加工盲孔(kǒng),更不能加工異型麵(miàn)。
2 、薄壁件複合開孔工裝的創新思路
該創(chuàng)新設計目(mù)的在於(yú)提供一(yī)種打孔工裝,將刀具與夾具相結合,解決了現(xiàn)有(yǒu)的打孔裝置規格多、適應性差的問題。創新思路的原則是“分析工藝、綜合刀具(jù)、鑽銑組合” 。
1) 分析鑽孔的基本工藝。一是單個零件的(de)鑽孔工藝,通(tōng)過(guò)單個孔的直接劃(huá)線,確定位置後進行鑽孔;二是引鑽工藝,先鑽一個孔,以(yǐ)此(cǐ)孔為基準,鑽削(xuē)加工其(qí)他的(de)孔,可以利用已有(yǒu)麵或鑽窩進
行異向鑽孔;三是組合鑽工藝,將(jiāng)兩個或多個零件用夾頭夾緊或(huò)螺釘組合(hé)後形成(chéng)一體,從而進行鑽孔加工。
2) 綜合運用鑽(zuàn)孔(kǒng)工藝創新設計。在分析引鑽、組合(hé)鑽等工(gōng)藝的基礎上,以此原理為基礎,結合夾頭、刀(dāo)具運動方式,進行新的結構設計,合理布局工裝結構。其(qí)特點是結(jié)合中心鑽和定(dìng)心鑽的基本作用,進行刀具方式新組合。其中,中心鑽主要用於鑽中心孔,也可用於麻花鑽鑽孔前預鑽定心孔;定心鑽主要用於麻花鑽鑽孔前(qián)預鑽定心孔,主要有90°和 120°兩種規格。
3) 鑽銑組合。在現有夾具的基礎上,以中心鑽(zuàn)的引鑽工藝為基礎,將市場(chǎng)現有的多齒刀具進行分化設計(jì),形成“中心為鑽,周向加工為銑”的加工方式。
3 、薄壁件複合開孔工裝(zhuāng)的創新設計(jì)
在(zài)明確創新設計思想的基礎上(shàng),確定創新設計技術方(fāng)案。該方案采(cǎi)用了母盤,母盤中心設有夾持頭,母盤的半徑上設有若幹條空(kōng)心的刀具槽道,每條刀具槽道設有若幹錐形刀具柄安裝孔,刀具柄頭設有凸起,刀具柄身為錐形(xíng)麵能夠配(pèi)合刀具柄(bǐng)安裝孔的形狀,刀具柄身兩側設有凸起的直柱。當刀具柄頭插(chā)入刀具柄安裝孔內時,刀具柄身的錐形麵緊貼刀具柄安裝孔的錐麵,刀具柄身兩側凸起(qǐ)的直柱置於刀具柄(bǐng)安裝(zhuāng)孔旁的刀具槽道內,凸起伸出,刀具柄安裝孔(kǒng)位於母盤上方,夾緊螺母用來夾緊凸起,將刀具夾緊在母盤上。此外,母盤中心底部還設有中心(xīn)鑽。
1) 工作母盤(pán)。圖 2 為工作母盤。工作母盤為該薄壁件複(fù)合開孔工裝(zhuāng)的基體,起到連接、支承、傳動的作(zuò)用。在盤上(shàng)麵設置圓(yuán)軸,在圓軸上端周向均布 3 個平麵,作(zuò)為夾持連接頭,與鑽床的三爪夾緊配(pèi)合使用,對(duì)圓盤進行(háng)夾緊,從而有效驅動整個盤麵的旋轉。為了減少能耗,圓盤下端為中空結構,盤麵均布 6 個刀具長槽,各槽中分布錐度孔,方便刀具快速精準定位、夾緊(jǐn)。每個錐度孔刻線標示其回轉直徑,便於快速讀取數(shù)值。
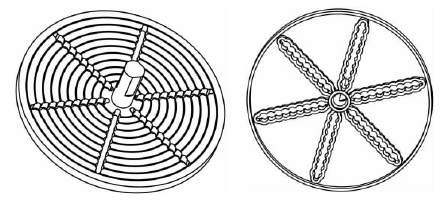
圖2 工作母盤
2) 各樣刀具。
圖(tú) 3 為刀具基本結構(gòu)示例。刀柄的鍍麵部分可實現快速定位、方便(biàn)夾緊。二側矩形台麵與(yǔ)母盤長槽相(xiàng)配合,防止單個刀具自身的(de)旋轉,從而對刀具頭部起到定位作用。刀具尾部為螺紋結構,通過旋合螺母,扳手加力,即可螺旋鎖緊。刀具頭部根(gēn)據需要設計成長柄、短柄(bǐng),寬(kuān)刃、異型麵等類型。通過變換刀具的類型、位置,實現開通孔、锪孔的目標,可加工平底(dǐ)、異型麵。
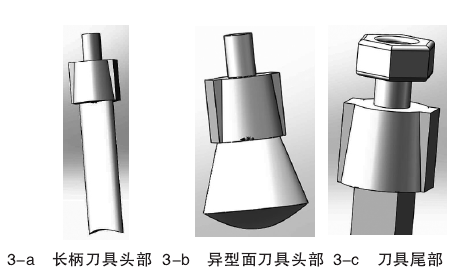
圖 3 刀(dāo)具基本結構示例
4 、薄壁件複合開孔工裝的實施方式
該創新(xīn)設計(jì)的具體實施方式詳細情況如下:母盤中心(xīn)設(shè)有夾持頭,母盤的半徑上(shàng)設有若幹條空心的(de)刀具槽道,每條刀具(jù)槽道設有若幹錐形的刀具(jù)柄安裝孔,刀具的刀具柄(bǐng)頭設有凸起,刀(dāo)具柄身為錐形麵能夠配合刀(dāo)具(jù)柄安裝孔的形狀,刀具柄身兩側設有(yǒu)凸起的直柱。當刀具柄頭插入刀(dāo)具柄安裝孔內時,刀具柄身的錐形麵緊貼刀具(jù)柄安裝孔的(de)錐麵,刀具柄(bǐng)身兩側凸起的直(zhí)柱置於刀具柄安裝孔旁的刀具槽道內,凸起伸出,刀具(jù)柄安裝孔位於母盤上方,夾緊螺母用來夾緊凸起(qǐ),將刀具夾緊在母盤上。刀具的刀(dāo)頭能夠根據需要設計成(chéng)長(zhǎng)刃、短刃,寬刃、異型麵刃等類型。通過變換刀具的類型、位置,實現開通孔、锪孔的目(mù)標,可加工平底、異型麵。刀具柄安裝孔在刀具(jù)槽道中分布,方便刀具快(kuài)速精準定(dìng)位、夾緊(jǐn)。母盤中(zhōng)心底部(bù)還設有中心鑽,中心鑽起到中心定位作用,方便母盤的固定和取出。
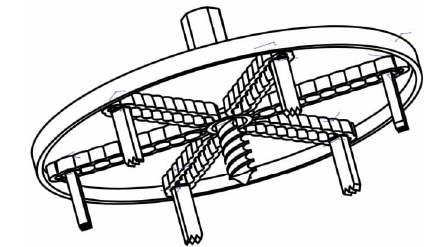
圖 4 薄壁件複合開孔工裝整體裝配示意圖

圖 5 為刀具定位示意圖
5 、結束語
通(tōng)過該薄壁件複合(hé)開孔工裝的創新設計,特別是工作母盤的(de)作(zuò)用,減少了成組刀具的材料應用(yòng),從而降低了成本,通過多種(zhǒng)錐麵、台麵的組合,實現快速定位與夾緊,從而減少了換刀的強度和技術要求,容易操作。通過刀(dāo)具的類(lèi)型選擇、母盤安裝位置的變化(huà),現實了多樣孔的加工。
投稿箱:
如果您有機(jī)床行業、企業相關新聞稿件發表,或進(jìn)行資(zī)訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞稿件發表,或進(jìn)行資(zī)訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更(gèng)多
博文選萃
| 更多
- 機械加(jiā)工過程圖示(shì)
- 判斷(duàn)一(yī)台加工中心精度的幾種辦法
- 中走絲線切割機床(chuáng)的發展(zhǎn)趨勢
- 國產數控係統和數控機床何去何從?
- 中國的(de)技(jì)術(shù)工(gōng)人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點製造
- 現實麵前(qián),國人(rén)沉默。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控車床加工刀具(jù)補償功能(néng)
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝(zhuāng)設(shè)計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的區別