


兩種編程路徑的刀具半徑補償辨析
2018-5-23 來源: 河南科技大學機電工程學院 作者(zhě): 楊丙乾,吳孜越,雷賢卿
摘要: 介紹了刀具半徑補償的(de)作用; 分析使用 “輪廓編程”和 “非輪廓編程”時,如何判定刀具半徑左、右補(bǔ)償(cháng),如何計算刀具半徑補償值; 並(bìng)通過實例介紹了兩種(zhǒng)編程路徑下,刀具半徑補償的具體應用和程序編寫(xiě)方(fāng)法,以及子程序編寫需要考慮的(de)因素。
關鍵詞: 刀具半徑補償; 編程路徑; 輪廓編程; 非輪廓編(biān)程
在(zài)數控加工(gōng)編程中,通過使(shǐ)用刀具半徑補償可以簡化程序編(biān)製(zhì)。但在實(shí)際編程(chéng)中(zhōng),由於對刀具半徑補償概念認識不足,經常發生補償方向判定和補償(cháng)值計算的錯誤。
下麵就刀具半徑補償的概念(niàn)、刀具半徑補償方向判(pàn)別和補償值計算等問題進行分析。
1、刀具半徑補償的(de)作用
刀位點是刀具上用來代表刀具運動坐標位置的點,不同的刀具其刀位點不盡相同,圓柱立銑刀的刀位點是銑刀(dāo)端麵中(zhōng)心點。
數控程序控製的(de)是刀位點的運動軌跡,當直接采用工(gōng)件加工表麵輪廓坐標值進行編程時,刀位點就會(huì)沿著工件加工(gōng)表麵輪廓運動,由於刀(dāo)具半徑的存(cún)在,刀(dāo)具會多切入工件表麵一個刀具(jù)半(bàn)徑,從而造(zào)成過切(qiē)。如(rú)果要避免刀(dāo)具過切,刀(dāo)具的(de)實際走刀路徑就需要(yào)相對於工件加工表麵輪廓向無材料側偏移一個刀具半徑。因此,就需(xū)要按(àn)照該偏移輪廓(kuò)進行編程,這又需(xū)要計算(suàn)編程路徑上大量的(de)基點坐標,給編(biān)程帶來諸多不便。在數控係統中,可以采用刀具(jù)半徑補償設置,數控係統自動將刀具向工件輪廓無材料(liào)側偏移一個(gè)刀具半徑,以避免刀具過切,並免去人工計算刀具實(shí)際走刀路徑上大量基點坐標的繁雜(zá)工作。
2 、兩種編程路徑的刀具半徑補償辨析
(1) “輪廓編程圖
如圖1所示,數控銑削加工中,大多數情況下,直接按(àn)照零(líng)件表麵輪廓 AB 的尺寸坐標進行編程,AB 稱為(wéi)編程路徑,這種編程簡稱為(wéi)“輪廓編程(chéng)”。此時編程路徑與工件加工表麵輪廓(kuò)重合。在圖1中,“輪廓編程”時,沿進給方向看,刀(dāo)具位於工件的左(zuǒ)側,為(wéi)了避免刀具多切(qiē)入工(gōng)件一個(gè)半徑,加工(gōng)中刀具需要向工件輪廓的無材料側 ( 左側(cè))偏移(yí)一個刀具半徑,此時,就稱為左刀補。如圖 1 所示,當零件表麵需要進行多工步加工時,如: 粗、精兩個工步加工,工步 1 和工(gōng)步 2 的刀具半徑補償(cháng)值分別為(wéi):
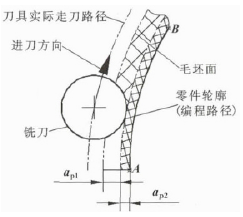
圖 1 “輪廓編程”的刀補(bǔ)
式中(zhōng): R1為工步(bù) 1 的刀具半徑補償值;
R2為工步 2 的刀具半徑補償值;
r 為刀具(jù)半徑值;
ap2為工步 2 的背吃(chī)刀量。
推而廣之(zhī),當(dāng)前工步的刀具半徑補(bǔ)償(cháng)值,可用式 ( 1) 計算:
式中: Ri為第 i 工步的刀具(jù)半徑補償值;
api 為第i工步的背吃刀量
即: 當前工步(bù)的刀具半徑補償值就等(děng)於刀具半徑值加上之後(hòu)所有(yǒu)工步的背吃刀量之(zhī)和。
(2) “非輪廓編(biān)程”
圖 2 所示,為了簡化編程(chéng)及工藝安(ān)排等需要(yào),采用的編程路徑 AB 並不是零件的表麵輪廓,這種(zhǒng)編程簡稱(chēng)為 “非輪廓(kuò)編程”。
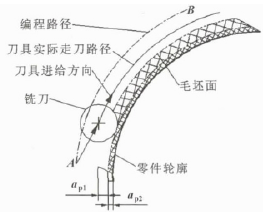
圖 2 “非輪廓編程”的刀補
在圖 2 中,沿進給運動方向看,刀(dāo)具位於工件(jiàn)材料(liào)的左側。但由(yóu)於編程(chéng)路徑(jìng)遠離工(gōng)件輪廓,為保證能夠切除工件表麵餘量,刀具需要相對於編程路徑 AB向工件輪廓側 ( 右側) 偏移。因此,該刀補應該稱(chēng)為 “右刀補”。實際上,“輪(lún)廓編(biān)程”時,也可以用這一原則判定刀具的左、右補償。即刀具的左、右刀補(bǔ)判定依據應(yīng)是: 刀具相(xiàng)對於編程路徑的(de)偏移方向。此時,工步 1 和(hé)工步2 的刀具半徑補償值可以根據圖 3 計算如下:
R1= B - r - ap2
R2= B - r式中: B
為編程路徑與零件表麵間(jiān)距離;
R1為(wéi)工步 1 的刀(dāo)具半徑(jìng)補償值;
R2為工步 2 的刀具半徑補償值;
r 為刀具半徑(jìng)值(zhí);
ap2為工步 2 的背吃(chī)刀量。
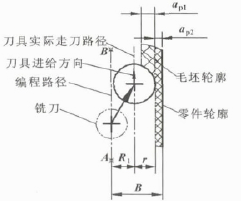
圖 3 “非輪廓編(biān)程”刀(dāo)補值
推而廣之,當(dāng)前(qián)工步的刀具半徑補償值,可用式(2) 計算:
式中: Ri為第(dì) i 工步(bù)的刀具(jù)半徑補償(cháng)值;
api為第 i 工步的背吃刀(dāo)量。
3 、“輪廓編程(chéng)” 時刀具半徑補償應用(yòng)
圖 4 所示,一次走刀(dāo),以直徑 20 mm 的刀具,銑削□70 mm 的凸台輪廓,采(cǎi)用左刀(dāo)補(bǔ)。由式 (1)可知,此時可在數控係統中設置刀具半徑(jìng)補償值為10。
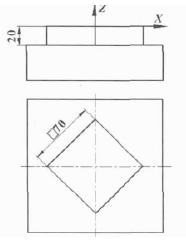
圖 4 外輪廓加工
采用主程序調(diào)用子程序,其程序編寫如下:
主程序:
O0001;
M6 T01;
G17 G90 G54;
G00 X90 Y0;
M03 S1000;
G00 G43 Z5 H01;
G01 M08 Z - 20 F100;
G01 G41 X49. 497 Y0 D01 F400;
M98 P0002;
M30;
輪廓加工子程序:
O0002;
G01 X0 Y - 49. 497;
G01 X - 49. 497 Y0;
G01 X0 Y49. 497;
G01 X49. 497 Y0;
G01 G40 X90 Y0;
G01 G49 M09 N05 Z200;
M99;
4 、“非(fēi)輪廓編程” 時刀具半(bàn)徑補償應用
圖 5 所示,一(yī)次走刀,以 15 mm 立銑刀銑削圓(yuán)環槽。為獲得圓環槽內、外側壁較(jiào)高的表麵加工質量,走刀路徑均采(cǎi)用順銑安排,即內側壁按順時針走刀,外側壁按逆時針走刀
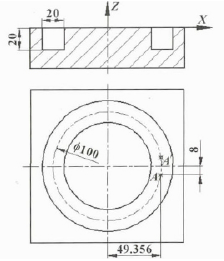
圖 5 圓環槽加工。
為(wéi)簡化編程,編程路徑采用圓環槽中(zhōng)心線100mm 圓。由式 ( 2) 可知,此時可在數控係統中設置刀具半徑補償值(zhí)為 2. 5。加工內外側壁均應采用右刀補。
為防(fáng)止(zhǐ)空(kōng)刀運動切到工(gōng)件,外側壁與內側(cè)壁加工路徑轉(zhuǎn)換時,以互為(wéi)對稱的點 A、A' 作為路徑變換點。並用點(diǎn) A 作為加工外側壁的起刀點,用點 A'作為加工內側壁的起刀(dāo)點,以保證刀補運動盡量沿切線方向切入工件。
考(kǎo)慮到實際加(jiā)工中可能分粗精加工和(hé)換刀等,將內外側輪廓加工分別(bié)寫成(chéng)兩個子程序(xù),其程序編寫如(rú)下:
主程序:
O0003;
M6 T02;
G17 G90 G54;
G00 X49. 356 Y - 8;
M03 S800;
G00 G43 Z5 H02;
G01 M08 Z - 20 F100;
G01 G42 X50 Y0 D02 F300;
M98 P0004;
G01 G42 X50 Y0 D02;
M98 P0005;
G00 X100 Y100;
M30;
加工外(wài)側壁子程序為:
O0004;
G03 I - 50;
G01 G40 X49. 356 Y8;
M99;
加工內側壁子程序為:
O0005;
G02 I - 50;
G01 G40 X49. 356 Y - 8;
G00 G49 Z200 M05 M09;
M99;
5 、結論
在零件輪廓銑削加工中,有 “輪(lún) 廓 編 程” 和“非輪廓(kuò)編程”兩種編程(chéng)路徑(jìng)。在這兩種(zhǒng)情況下,需要注(zhù)意刀具半徑左、右補償的辨識,其刀具(jù)半徑補償值的計算有所不同。為了滿足工件加工工(gōng)藝和簡化編程的要求,子程(chéng)序編寫應考慮到粗、精加(jiā)工工藝安排,切削用量的改變,刀具的更換等情(qíng)況。
投稿箱:
如果您有機床(chuáng)行業、企(qǐ)業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企(qǐ)業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視(shì)點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年(nián)11月(yuè) 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年8月 新(xīn)能源汽車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據
博文選萃
| 更(gèng)多