


深度解析汽車變(biàn)速器閥體加工(gōng)的刀具方案
2016-9-23 來(lái)源:轉載(zǎi) 作者: -
目前汽車(chē)中常見的自動(dòng)變速箱有幾種型式,分別(bié)是液力自動變速箱(xiāng)(Automatic Transmission ,簡稱AT)、機械式(shì)無級自動變速箱(Continuously Variable Transmission,簡稱CVT)、和雙離合器自動變速箱(Dual-clutch transmission,簡稱DCT,還有一種電控機械式自動變速箱(Automated Manual Transmission,簡稱AMT)這幾種(zhǒng)變速(sù)箱都要使用電液控(kòng)製模塊。
各類汽車自動變速器最核心的關鍵部件是電液控製(zhì)模塊,電(diàn)液控製(zhì)模塊決定(dìng)自動變速箱(xiāng)先進性,就好比是自動變速心髒(zāng)和大腦。閥體又是電液控製模塊最核心的載體。
據預(yù)測,2020年(nián)我國汽車年產銷水平將維持在3000萬輛左右(yòu),其(qí)中(zhōng)乘用車約(yuē)2500萬輛。按照(zhào)自動變速器50%—65%的裝(zhuāng)車率計算,未來自動(dòng)變速器的(de)年需求將達1250—1650萬台(tái)。

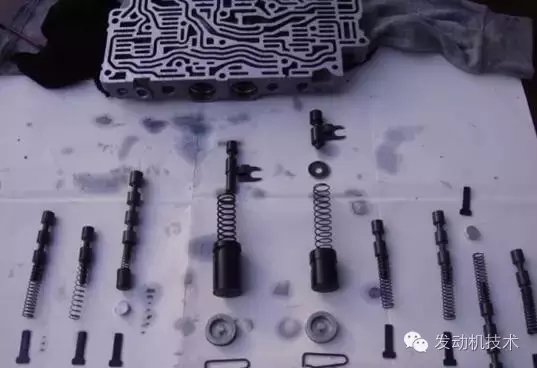
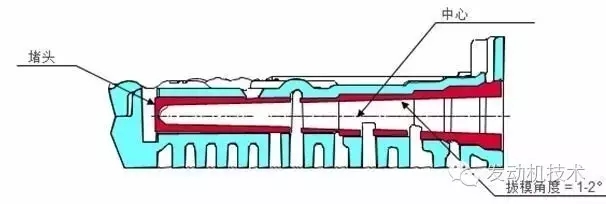
閥體的材料及閥芯孔毛坯孔
壓鑄鋁(lǚ)合(hé)金工件,6 %至12% 矽含量,高質量的鑄件是能夠達(dá)到嚴格的公差要求的必要條件,請見下圖閥體(tǐ)的毛坯閥芯孔。
隨著自動變速箱向8速(sù)、9速甚至更高發展,現在閥芯孔的要求也越(yuè)來越高。
閥芯孔的要求:
• 直徑範圍:ø3 – ø14
• 直徑公差範(fàn)圍:±0,004 - ±0,012
• 圓度:0,003 - 0,008
• 同軸度:0,004 - 0,01
• 圓柱(zhù)度(dù):0,005 - 0,01
• 表麵粗(cū)糙度:Rz=2,5-5.0 eller Ra=0,2-0,8
閥體生產問題:
• 閥體的的報廢費比較(jiào)高(gāo)
• 閥芯孔加工(gōng)節拍長
• 閥芯孔(kǒng)的圓柱度超差
• 閥芯孔毛刺以及清潔度問題
針對閥體加工一些問題,我們介(jiè)紹一下京瓷尤尼莫克的刀具(jù)方案和設計理念。
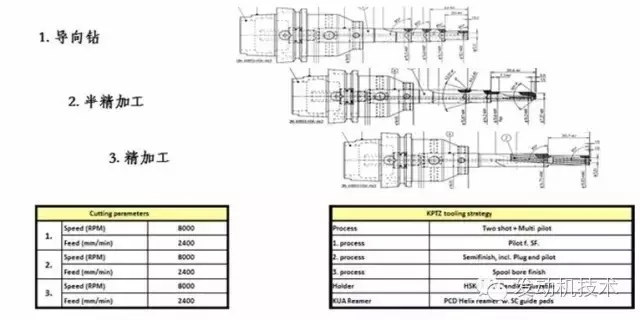
3把刀具方案:
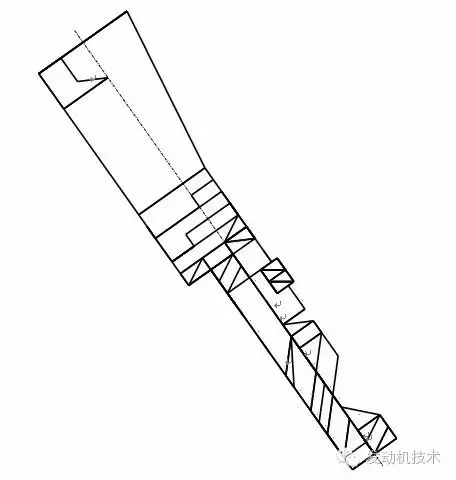
• 閥芯孔有多個台階的複雜孔
• 閥芯孔深孔,深孔在長徑比7倍以上
2把刀具方案:
• 大直徑的閥芯孔
• 台階在4個台階之內的閥芯孔
• 短的簡單的(de)孔
針對毛坯壓(yā)鑄件不理想和客戶前期小批量(liàng)經濟性方案:
硬質(zhì)合金粗加工刀具(預鑄孔我們推薦三刃擴孔鑽,實體推薦二刃台階鑽頭)+PCD精鉸刀
京瓷尤(yóu)尼莫克精加工螺旋PCD精鉸刀特點:
•適合高速(sù)大進給(gěi)量切削,加工的(de)孔具有非常好的直線度、圓柱度等形位精度。
因京(jīng)瓷尤尼莫克鉸刀(dāo)通過純切削(xuē)來實現孔的加工,所以,在高倍顯微鏡下可清楚(chǔ)地看到刀刃切削加工的紋(wén)路,這屬於正常的(de)切削現象,相比傳統的PCD鉸刀主要(yào)以擠壓加工方式,壽命更高。請見下圖。

•極微小的螺旋狀切削紋路的存在有利於正常工作(zuò)時(shí)閥芯與閥孔間的密封及潤滑。
•單邊精加工餘量推薦0.3mm以上,又是螺旋(xuán)刃切削鋒利,產生翻邊毛刺相(xiàng)對少很(hěn)多。
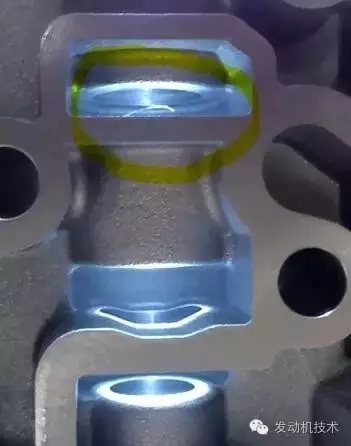
上圖是競(jìng)爭對手使用(yòng)直槽6刃PCD鉸刀加工後並且高壓清洗(xǐ)後翻邊毛刺。
案(àn)例1.
ONE-SHOT案例2:
• I公司(sī),前(qián)身是德國LUK公司(sī),主要產品是高端CVT 變(biàn)速箱。主要供應給(gěi)奧迪公司(大眾集團)
• I公司麵臨不斷(duàn)增長的產(chǎn)品需求,基(jī)於此點聯係到京瓷尤尼莫克公(gōng)司幫助其提高產能。
• 首先,在現有產品上測試成功了一套滑閥孔刀具。隨後,京瓷尤尼莫克公司作為供應商(shāng)獲得了一種新開(kāi)發閥體的完整的刀具方案(àn)。
• 這時,最新的螺旋鉸(jiǎo)刀還沒有對外公布,行業中仍普遍使用直槽鉸刀。當I公司得知我們有這種新設計的螺旋鉸刀後,他們決定馬上進行測試。
• 不幸的是,在測試中他們犯了一個(gè)嚴重的錯誤。測試人員忘記運行(háng)半精加工刀具的加工程序;而是直接用螺(luó)旋鉸刀(dāo)在預(yù)鑄孔上加工。但是,測試的結果卻出奇的(de)好!
結果對I公司的好處:
• 在兩種閥體共有8種類型共18個孔的滑閥孔上(shàng)使用了One-shot 型(xíng)式的螺旋鉸刀。
• 加工(gōng)時間至少減少了35%。
• 滑閥孔(kǒng)的加工不再是瓶頸工序,而是變為裝(zhuāng)卸工件。
• 總體刀具成(chéng)本降低。
• 檢測(cè)One-shot 型式加工(gōng)方式的工序能力為=>Cmk 1,67

文章來源於發動機技術,製造業生態圈重新整理
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相(xiàng)關信息
馬")
業界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型(xíng)乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文(wén)選萃
| 更多