


摘要:研究大模數修形梳(shū)齒刀的齒形修形設(shè)計與被加工齒輪齒頂修形量(liàng)的關係和齒頂(dǐng)圓弧與齒形(xíng)的過渡關係,設(shè)計不同類型的梳齒刀,達到梳齒過程平穩,沒有切削振動現象,保證齒形精度和齒形修形合格,齒麵表麵粗糙度值滿足設計要求。
我公司的馬格梳(shū)齒機(SH1200)是目前世界上屈指可數的3台加工直徑超過10m的齒輪(lún)精加工設備之一(yī),其加工齒輪用刀具是梳齒刀。梳齒刀是按照齒條與齒輪齧合原理,利用展成方法加工直齒、斜齒(chǐ)和人字齒輪的一種刀具(jù),也稱齒條刀。直齒、斜齒(chǐ)梳齒刀(dāo)用於加工M1~M70mm甚至更大規格的直齒、斜齒(chǐ)和人(rén)字齒輪,也(yě)可加工空刀槽很小和(hé)無空刀槽的人字(zì)齒輪。根據梳齒機刀座的不同,設計的(de)是馬格型梳齒刀。馬格型梳齒刀製造時沒有前角,安(ān)裝在機床上後(hòu),依靠刀架的傾斜而獲(huò)得(dé)6°30′的工作前角。按照加工性質的(de)不同,梳齒(chǐ)刀(dāo)分為粗切梳齒刀、半精梳齒(chǐ)刀和精切梳齒刀3種。根據需要也可設計(jì)成磨前梳齒刀、挖根梳齒刀等多種形式。
1. 試驗分析
工件名稱:f5.2mm×48m幹燥機大齒圈,材(cái)質是ZG42CrMo,法向模數Mn=50,齒(chǐ)數z=144,壓力角αn=20°,β=0°(直齒),齒頂修形E=0.94,修形高度Dh=31.42mm,齒(chǐ)根圓弧(hú)半徑r=19.5mm,齒厚公差Ds=-3.526mm,精(jīng)度等級AGMA10,齒麵表麵粗糙度值Ra=3.2mm,設計要求熱(rè)處理硬(yìng)度: 280~320HBW。
2. 設計分析(xī)
f5.2mm×48m幹(gàn)燥機大(dà)齒圈為Mn50的修形齒輪,Mn50超大模數修形梳齒刀的(de)設計製造在國內還是(shì)空白,因此(cǐ)梳齒刀具的設計(jì)及製(zhì)造需要創新。創新點:①需要研究精(jīng)梳齒(chǐ)刀切削(xuē)刃齒形修(xiū)形部分的參數設計與被加工齒輪齒頂修形量的關係,保證被加工(gōng)齒輪(lún)的齒(chǐ)形(xíng)精度。②研究(jiū)精梳前挖根梳齒刀的齒頂圓弧與(yǔ)齒形的過渡關係,如果精梳齒刀齒頂圓(yuán)弧參加吃刀,會使切削產生的彎矩增大,切削抗力急劇增加,導致(zhì)切削(xuē)不平穩,產生振動現象,輕者會引起(qǐ)齒麵有波紋,表麵質(zhì)量差,嚴重者會引起啃刀甚至打刀。
3. 刀具設計形式
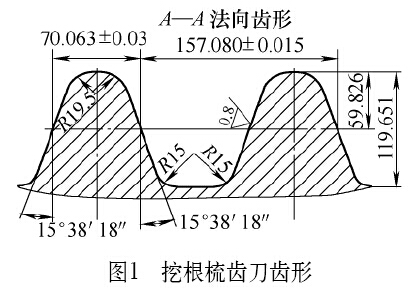
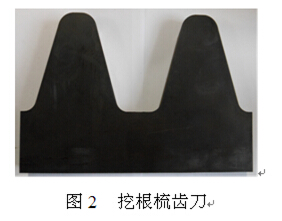
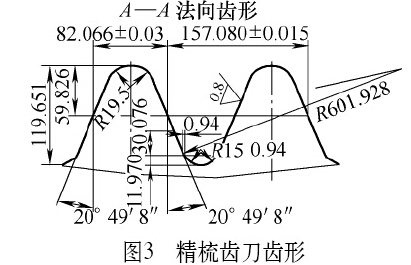
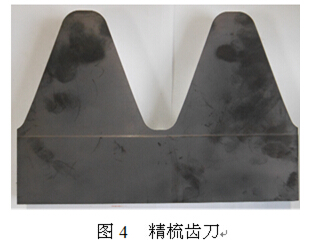
Mn50齒輪的齒(chǐ)形尺寸不比中小(xiǎo)模數,是超大型規格,並且該齒輪(lún)要求對齒形修形。據梳齒(chǐ)刀的設計原理,結合日本川(chuān)崎公司φ5.2mm×48m幹燥機齒輪的齒形參數要求,設計了一種挖根(gēn)梳齒刀(見圖1、圖2);一種精梳齒刀,如圖3、圖4所(suǒ)示。梳齒刀材質選用W6Mo5Cr4V2Al,刀具表麵塗層TiAlN。刀具表麵經塗層TiAlN後能顯著提高刀具的耐磨性,提高被加工零件的表麵質量。
4. 刀具應用
梳齒前(qián)大齒圈齒厚留量2mm,齒根留(liú)量1.0~1.2mm,首先用(yòng)挖根梳齒刀把齒底深(shēn)度加工到設計尺寸,再用精加(jiā)工梳齒刀精梳齒。精梳齒過(guò)程(chéng)中,在齒厚尚有0.2mm留量時,發現精梳齒刀齒頂圓弧參(cān)加了吃刀,這使切(qiē)削產生的彎矩增大,切削抗力急劇增加(jiā),導致切削不平穩,有振動現象。引起齒麵有波紋,表麵質量差,產生啃刀現(xiàn)象。
通過對刀具設計參數進行分析發現,挖(wā)根梳齒(chǐ)刀的齒頂圓弧留量(liàng)太(tài)大,不利於精梳齒。
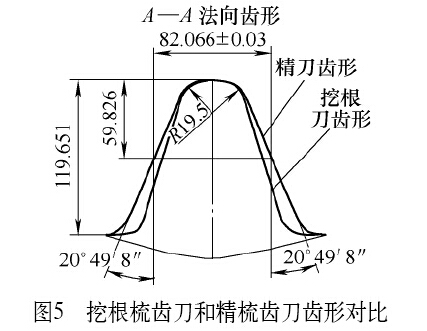
從挖根(gēn)梳齒刀和精梳(shū)齒刀齒(chǐ)形對比可以看(kàn)出(見圖5),兩種梳齒刀齒頂圓(yuán)弧不重合,存在間隙。說明挖根梳齒刀加(jiā)工後,精梳齒刀的齒頂圓弧(hú)參加了切(qiē)削,這不利於(yú)梳齒(chǐ)。因此挖根梳齒刀有改進(jìn)的空間,需要改進(jìn),確保精梳(shū)齒刀齒頂圓(yuán)弧不(bú)參加(jiā)切削。經研(yán)究分析,對精梳齒刀改進,保(bǎo)留齒頂圓弧切削部分,把齒側切削刃按挖(wā)根刀齒形設計,補充設計(jì)了一種新的挖根梳齒刀(見圖6)。
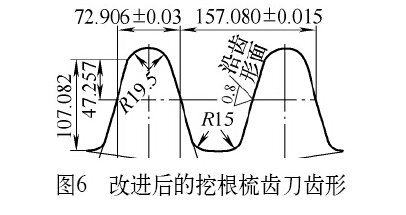
用精梳齒刀改製的(de)挖根梳齒刀加工過程切削平穩,沒有發生異常情況,齒輪根部圓弧梳齒順利。
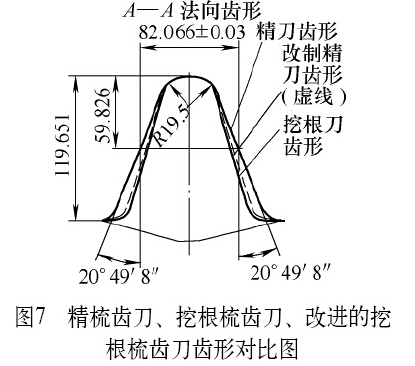
隨後(hòu)使(shǐ)用精梳齒刀梳齒,梳齒過程(chéng)平穩,沒有(yǒu)振刀現象,圓滿完成了大齒圈的加工。大(dà)齒圈的齒形經檢測合格,驗證了該梳齒刀的齒形參數(shù)設計正確合理(lǐ),尤其是對齒形修形部(bù)分進(jìn)行了認真驗證,結果完全符合產品設計要求(qiú)(見(jiàn)圖7)。
5. 結語
我公司研製的Mn50修形(xíng)梳齒刀成功完成了f5.2mm×48m幹燥機齒輪的梳齒加工,加工精度完全符合產品設計要求。目(mù)前國內齒輪滾刀(dāo)最(zuì)大模數達到Mn45,Mn50超大模數修形梳齒刀填補了國內超大模數齒輪刀具的空白。Mn50超大模數修形梳齒刀研製成功使我公司在超大模數齒輪加工領域具備了(le)獨特的技術加工(gōng)能力,是解決超大模數齒輪加工的最佳選擇,對(duì)於進一步開發公司(sī)產品市場具有較高(gāo)的戰(zhàn)略(luè)意(yì)義(yì)和經濟意義。
如果您有機床行業、企業(yè)相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
馬")
牌調(diào)查(chá)")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據(jù)
- 2024年(nián)10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源汽(qì)車銷(xiāo)量情況
- 2024年(nián)8月 新能(néng)源(yuán)汽車產(chǎn)量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據